数控车床编码器怎么安装(如何在数控车床上修复螺纹)
Posted
篇首语:那就是假话,所谓天才。勤奋的工作才是实在。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床编码器怎么安装(如何在数控车床上修复螺纹)相关的知识,希望对你有一定的参考价值。
数控车床编码器怎么安装(如何在数控车床上修复螺纹)
一、问题的提出
在数控车床上车削螺纹时,经常会遇到这样的问题:
(1)车螺纹中途螺纹刀损坏。
(2)想换一把螺纹精车刀高速精车螺纹。
(3)螺纹车好后卸下再测量,发现深度不够。
遇到这些同题时我们往往束手无策,因为换刀或工件重新装夹后,螺纹刀难以对准原螺旋槽,起始位置找不准,总是乱牙。
二、数控车床上车削螺纹的原理
要解决这些问题,我们先要了解数控车床车削螺纹的原理。要完成切削螺纹必须准确做到工件转一转,刀具进给一个导程。为了做到这一点,数控车床上设置一个主轴编码器.利用其同步脉冲作为车刀进刀点和退刀点的控割信号,使进
给伺服电动机的脉冲数与主轴的转速有一个对应的关系。但由于数控车床主轴的转动与进给运动之间,没有机械方面的直接联系。所以当重新装刀或工件重新装夹后,想让刀尖沿原螺旋槽切削,不是那么容易实现的。
三、已有防治措施
目前,在企业中使用数控车床车削螺纹时,多数采用一把机夹刀车削。粗、精都采用—把刀,同一个转速。如中途刀坏了,则不卸刀杆,直接换刀片来防止乱牙。但如果粗车.精车两把刀分开进行车削或零件重新装夹,则就带来了乱牙的问题。
四、解决问题的方法
如果在车螺纹过程中刀具损坏或想换一把精车刀精车螺纹。那么新刀安装好之后,只要重新对刀就可以了。对刀时,x方向比较容易对,关键是z方向对刀。很多人都是凭感觉将刀尖移动到工件端面上对刀,如图(1)。这样对刀误差比较大,粗车还可以.精车就不行了。这儿,我给大家介绍一种方法。你可以利用现有的角度样板或自己做的一个样板,如图(2)所示。精确测量出图中L的距离。

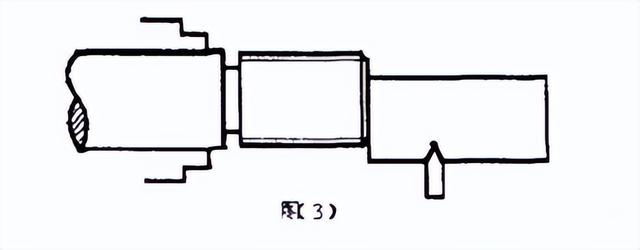
对刀时,如图(3)所示.样板靠在工件端面上.将刀移到样板内角中.然后将Z力向刀补值L输入系统中。这种对刀方法精确度高,适于精车对刀。
2)单件或小批量螺纹件修复
如螺纹件车好后卸下,发现牙的深度不够,需要从新装夹来修复,这种情况比较麻烦。首先要解决零件重装后跳动问题,可以做一个开口套来消除跳动的误差,相信大多数人都知道这个方法,就不再讲述。剩下的就是要解决刀沿原螺旋槽切削的问题,防止乱牙。这个问题在普通车床上很好解决.但在数控车上比较困难。很多人采用的方法是如图(4)所示。
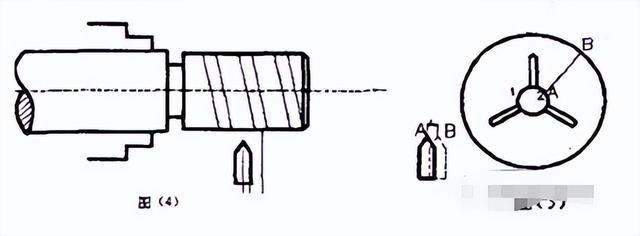
对好刀后,让刀不要碰到零件,开慢速运行螺纹没加工程序。目侧刀尖到螺旋槽的距离L,然后修复程序中螺纹切削起点的位置。让它从原来的A点偏移一个距离L到B点。接着将上述过程重复一遍,修改距离L。如此反复.直到刀尖切到螺纹槽中。这种方法需要不断调整L的距离.非常费时。其实,我们可以将原程序稍微修改一下,就可以解决这十问题。只要将程序中的螺纹长度改为2m m左右。工件装夹好。车刀对好后,将程序调出来.车一刀很短浅的螺纹.找出螺纹在端面上的起始位置,如图(5)。
假设刚车的螺纹起始位置在点2处,而原来螺纹的起始位置在点l处。沿着点2在卡盘上画一条线AB,接着松开卡爪。对着记号线AB将零件从第1点旋转到第2点。如果旋转过程中工件有轴向窜动,则螺纹刀在z方向必须重新对刀。
夹紧工件,将程序中螺纹的长度改为原来的值。运行一遍程序试切削,看下误差,根据误差,将螺纹切削起点位置微调一下。至于刚才从第2点切的螺纹,由于很短,通过倒角就可以士除掉。这种方法修复螺垃比前一种要快、准确得多,关键步骤是将零件准确的从第1点旋转到第2点。
如果有小批螺纹件需要修复,我们可以用原程序重新做一个螺纹,找出螺纹起始位置,在卡盘上画一条线做记号,采用上述方法来修复。
3)大批量的螺纹件修复
如果有大批量的螺纹件需修复.就需要采用一种快速简便而准确的方法来解决。
相关参考
数控车床维修(CAK系列数控车床维修实例-不能加工螺纹,ALM441报警)
例20不能加工螺纹(2009.12)机型:CAK5085nj,CNC:GSK980TDa。用户介绍说,正在加工产品,先都可以加工螺纹,后来就不能加工螺纹。数控机床加工螺纹,必须要安装主轴编码器,如果编码器损坏、电缆断裂、连接不良都将不能加...
数控车床常见问题(CAK系列数控车床维修实例-不能加工螺纹,ALM441报警)
例20不能加工螺纹(2009.12)机型:CAK5085nj,CNC:GSK980TDa。用户介绍说,正在加工产品,先都可以加工螺纹,后来就不能加工螺纹。数控机床加工螺纹,必须要安装主轴编码器,如果编码器损坏、电缆断裂、连接不良都将不能加...
梯形螺纹12螺距如何加工(梯形螺纹在数控车床上的变速车削加工(二)(附图))
2.变速车削梯形螺纹在简易数控车床上的实现像GSK980T、FANUC-OTE等一些功能较全的数控系统由于有复合指令的存在使得编程变得比较简单,但在一些国产经济型数控车床上却不具备这样的功能。这时我们可以将刚斜进法的粗车过程...
数控车床车螺纹程序(数控车床上如何编制圆锥管螺纹加工程序?看完这个实例就会了)
例:加工如图所示的固定接头中的R11/2圆锥管螺纹(精铸件)。1.基面尺寸:如下图基面尺寸为12.7mm。基面上的螺纹大径为47.803mm、螺纹中径为46.324mm、螺纹小径为44.845mm。锥度C=1:16,每英寸长度内牙数n=11牙,螺距P=2.309mm,牙型...
数控车床螺纹有乱牙、乱扣现象 一般车床车削螺纹,会依据螺纹的螺距(导程)挂轮,进刀时主轴正转,退刀时主轴回转,主轴与刀具间有必要保持严厉的运动联系,即主轴带动工件每转一圈,刀具应均匀地移动一个稳定的间...
数控大螺距螺纹加工方法(数控车床上加工螺纹的各种方法(附螺纹宏程序实例))
关注后你就是我的人了数车螺纹加工常用的三种进刀方式:直向进给侧向进给交替进给不同的进给加工方式,对刀具磨损和螺纹质量具有不同的影响。一、直向进给这种切削方法,需要刀具牙型和螺纹牙型完全一样。螺纹刀切入...
数控系统常见故障部位有哪些(数控车床加工螺纹时常见故障及解决方法)
...连接零件、紧固零件、传动零件和测量用的零件等等。在数控车床上加工螺纹是比较常用的加工方法之一。数控车床上加工螺纹以加工精度高、产品统一性好、加工范围广等优势在机械加工中占有越来越重要的地位。本文从实际...
数控车车大件转速是多少(在数控车床上快速车削蜗杆,太难?用宏程序加工,一招搞定)
在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工...
有没有只能装一把刀的数控车床(在数控车床上快速车削蜗杆,太难?用宏程序加工,一招搞定)
在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工...
我们在数控车床上进行螺纹加工时,通常采用一把刀具进行切削。在加工大螺距螺纹时,因刀具磨损过快,会造成切削加工后螺纹尺寸变化大、螺纹精度低。经过多年的探索,我们摸索出了一种在数控车床上切削加工螺纹时,分...