数控车床精车刀片(现代工业的“屠龙刀”,数控刀片如何选择和保养呢?)
Posted
篇首语:知识是一种快乐,而好奇则是知识的萌芽。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床精车刀片(现代工业的“屠龙刀”,数控刀片如何选择和保养呢?)相关的知识,希望对你有一定的参考价值。
数控车床精车刀片(现代工业的“屠龙刀”,数控刀片如何选择和保养呢?)
数控刀片是可转位车削刀片的总称,是现代金属切削应用领域的主流产品。主要应用在金属的车削、铣削、切断切槽、螺纹车削等领域。
按材质可分为涂层刀片、金属陶瓷刀片、非金属陶瓷刀片、硬质合金刀片、超硬刀片等。它的特点是高效率、高耐磨,比传统焊接刀片、合金刀片加工效率提高4倍以上。
随着涂层技术的不断进步,耐磨、耐高温的关键技术的突破会更进一步的提高效率及降低加工成本。
数控刀片种类繁多 收购市场应用广泛
数控刀片种类繁多,应用广泛,现在市场上求购数控刀片商家主要回收的是以下几种刀片:
1. 整体式:由整块材料磨制而成,使用时可根据不同用途将切削部分修磨成所需要形状。
2. 镶嵌式:它分为焊接式和机夹式。机夹式又根据刀体结构的不同。可分为不转位和可转位两种
3. 减震式:当刀具的工作臂长度与直径比大于4时,为了减少刀具的震动提高加工精度,所采用的一种特殊结构的刀具。主要用于镗孔。
4. 内冷式具的切削冷却液通过机床主轴或刀盘传递到刀体内部由喷孔喷射到切削刃部位。
5. 特殊型式:包括强力夹紧、可逆攻丝、复合刀具等。目前数控刀具主要采用机夹可转位刀具。
刀片失效影响大 零件精度要保持
刀片失效及其对生产设备的不利影响类似于运动员磨损一双优质的跑鞋。 正如鞋子承受运动员的体重一样,刀片反复承受着巨大应力,导致磨损和损耗。如果不进行解决,磨损会使运动员感到疼痛,并会降低制造商的加工精度和生产率。
但是,制造商可以分析所用的刀具,以尽可能延长刀具寿命和预测刀具的使用,从而保持零件的精度并减少设备性能下降。早期刀片检查对确定失效根源至关重要,因为此时易于观察和报告。若不采取这些重要步骤,就有可能混淆不同类型的失效模式。
1.后刀面磨损
任何类型的材料的正常磨损都可能导致刀片失效。 正常后刀面磨损是最受欢迎的磨损形式,因为它是最容易预见的刀具失效类型。后刀面磨损一般很均匀,它随着加工材料磨损切削刃而逐渐显现出来,类似于刀刃变钝。
当工件中坚硬的细微夹杂物或加工硬化的材料切入刀片时,会出现正常后刀面磨损。产生这种磨损的原因包括低速切削时的磨料磨损和高速切削时的化学反应。
识别正常后刀面磨损时,会发现沿着刀片的切削刃形成一个相对均匀的磨痕。有时,工件上的金属会擦伤切削刃,夸大了刀片磨痕的表观尺寸。
为了减缓正常后刀面磨损,重要的是采用不会发生微崩的最硬刀片材质等级,并且使用最轻快的切削刃来减少切削力和摩擦。
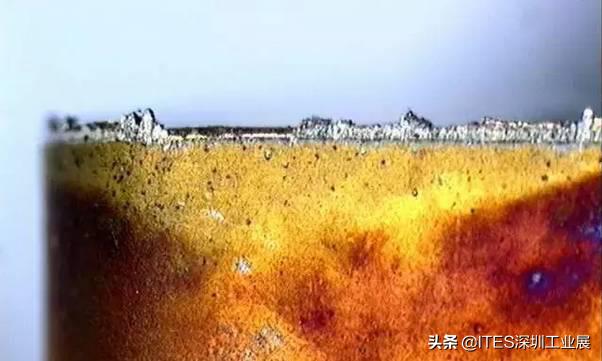
2.月牙洼

月牙洼常见于铁基或钛基合金的高速加工作业中,它属于刀片溶解到工件切屑中的热/化学问题。
扩散磨损与磨料磨损共同作用造成了月牙洼。 在加工基和钛基合金时,工件切屑中的热量会使硬质合金的成分溶解并扩散到切屑中,造成刀片顶部产生“月牙洼”。月牙洼最终会增大至足以使后刀面发生微崩、变形甚至可能导致快速的后刀面磨损。
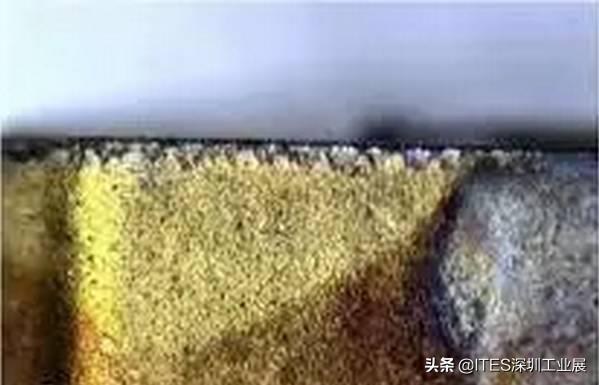
3.积屑瘤
工件的碎片通过热压焊接到切削刃上时,会产生积屑瘤,这是切削区存在化学亲和性、高压及高温所致。积屑瘤最终会脱落,有时随刀片碎片一同脱落,从而导致微崩和快速的后刀面磨损。
这种失效机理常见于粘性材料、低速、 高温合金、不锈钢和有色金属材料,以及螺纹加工和钻削。积屑瘤可以通过工件尺寸或表面粗糙度的异常变化以及切削刃顶部或后刀面上出现的闪亮材料来识别。
可以通过下列方法来控制积屑瘤:提高切削速度和进给量、使用氮化物 (TiN) 镀层刀片、合理使用冷却液(如增加浓度),以及选用具有可减少作用力的几何形状和/或平滑表面的刀片。
4.微崩
微崩源自机械性能不稳定,通常是由不牢固的装夹、轴承不良或主轴磨损、加工材料有硬质点或断续切削造成。 这种现象有时会出现在意想不到的场合,例如加工那些刻意在零件上留下多孔结构的粉末冶金 (PM)材料。 切削材料表面所含的坚硬夹杂物和断续切削会导致局部应力集中并可能导致微崩。
在这种失效模式下,沿刀片切削刃分布的切屑非常明显。确保机床合理装夹、尽量减少弯曲变形、使用研磨刀片、控制积屑瘤以及采用韧性更好的刀片材质等级和/或更强壮的切削刃几何形状将可阻止微崩的发生。
5.热机械失效

剧烈的温度波动与机械冲击可能造成热机械失效。应力裂纹会沿刀片刃口形成,最终造成刀片的硬质合金部分脱落,看起来有点类似于微崩。
热机械失效最有可能出现在铣削作业中,有时会出现在大批量零件的断续车削、端面加工以及采用间歇冷却液的加工作业中。热机械失效的迹象是出现多个垂直于切削刃的裂纹。在微崩开始前识别出该失效模式特别重要。
可通过以下方法来防止热机械失效:正确使用冷却液,或者,如果希望在加工工艺中完全杜绝这种失效,可使用更耐冲击的材质等级以及降低热量产生的槽型并降低进给量。
除了正常后刀面磨损之外,通过纠正所有其他的失效模式可避免发生机械破裂。 使用更耐冲击的材质等级、选择更强壮的刀片槽型、采用更厚的刀片、降低进给量和/或切深、验证装夹刚性以及检查工件是否含有坚硬的夹杂物或难以切入,这些都是有效的纠正措施。
相关参考
数控刀片的品牌(精密数控刀具行业竞争格局及三大发展趋势、市场规模、相关风险)
精密数控刀具行业竞争格局及三大发展趋势、市场规模、相关风险1、行业发展概况“在汽车、飞机、能源、3C、航空航天、军工制造等各类机械金属加工行业中,为适应现代化生产需要,都采用数控设备、工业机器人组成现代制...
我们在数控车床上进行螺纹加工时,通常采用一把刀具进行切削。在加工大螺距螺纹时,因刀具磨损过快,会造成切削加工后螺纹尺寸变化大、螺纹精度低。经过多年的探索,我们摸索出了一种在数控车床上切削加工螺纹时,分...
数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用...
数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用...
数控车刀片哪个牌子好(甩特固克硬质合金刀几条街的数控刀片,居然是它们家生产的?)
...控刀具的研究,台湾周车刀创使人周朗生参于工具研究所刀片材质配方研究,最终研发出一款通用性极强的硬质合金刀片,对于刀片材质的改善,才会提高刀片的使用寿命。周朗先生在台湾、大陆总共有三个工厂,工厂
数控车床刀片是什么材质(刀具行业研究:国产替代+扬帆出海,头部企业迎来量价齐升)
(报告出品方/作者:中信建投证券,吕娟)一、刀具:“工业牙齿”,广泛应用于制造业的重要耗材1.1产业链:上游为金属材料,下游为各大制造业切削加工约占机加工工作量的90%,刀具是工业机床的“牙齿”,直接影响制造...
车刀片,数控机械行业的人并不陌生,对于各厂商的生产出售的车刀片编号存一定的疑问,车刀片编号为何一样,但又得区分适用于加工什么材质的编号,断屑槽是多少,让技师很是头痛。其实,在日常用的车刀片编号前部份字...
...刀具领先供应商,规模快速扩张公司专注于硬质合金数控刀片生产研发和销售,业绩增速快。2017-2021年公司营收、扣非归母净利润CAGR分别达38%、46%,2021年营收、扣非归母净利润分别同比增长56%、72%。公司全流程自主可控使规模...
数控刀片是怎么制造的(刀具材料的发展简史 ,你知道刀具材料都有几种呢?)
从人类使用工具开始,便开始了人类发展的历史,最初人们懂得将存在于身边的东西折断或弯曲,这已经是“变形加工”的雏形。不久,又有了物质的软硬的“概念”,知道用硬的东西可以切削软的东西。在远古时代所谓的“切...
数控车刀片型号详(数控刀具基础知识,数控刀片型号知识,讲解到位,值得收藏)
数控机床对刀具材料的要求较高的硬度和耐磨性刀具切削部分的硬度必须高于工件材料的硬度,刀具材料的硬度越高,其耐磨性越好。刀具材料在常温下的硬度应在HRC62以上。足够的强度和韧性刀具在切削过度中承受很大的压力...