数控车床的组成有哪些(数控车床都知道,但是会子程序的又有多少呢?今天我来教你子程序)
Posted
篇首语:博学之,审问之,慎思之,明辨之,笃行之。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床的组成有哪些(数控车床都知道,但是会子程序的又有多少呢?今天我来教你子程序)相关的知识,希望对你有一定的参考价值。
数控车床的组成有哪些(数控车床都知道,但是会子程序的又有多少呢?今天我来教你子程序)
大家好,我是木子,今天给大家带来,子程序的应用,坐标轴运动,其他G指令,循环指令,话不多说,上干货
子程序
一、子程序的结构
子程序与主程序相似,由子程序名、程序内容和程序结束指令组成。
例如O 子程序名
…… 子程序内容
M99 ; 子程序结束
一个子程序也可以调用下一级的子程序。子程序必须在主程序结束指令后建立,其作用相当于一个固定循环。
二、子程序的调用
FANUC 0i系统子程序调用格式为:
M98 P
说明:M98:子程序调用字;P后面的前3位数字为子程序重复调用次数;后4位数字为子程序号。当不指定重复次数时,子程序只调用一次。
例如:M98 P51002;
该指令连续调用子程序(1002号)5次。
子程序调用指令(M98 P )可以与运动指令在同一个程序段中使用。
例如:G00 X100. M98 P1200
三、子程序的嵌套
子程序调用下一级子程序称为嵌套,上一级子程序与下一级子程序的关系,与主程序与第一层子程序的关系相同。

如图所示为车削不等距槽。已知:毛坯直径37 mm,长度77 mm,一号外圆车刀,二号切断刀,宽度为2 mm,加工程序如下:
O0010
G50 X150. Z100. T0101
S800 M03 M08
G00 X34. Z0
G01 X0 F0.3
G00 X34. Z2.
G01 Z-55. F0.3
G00 X150. Z100. T0202
X32. Z0
M98 P20015
G00 X150. Z100.
M09
M30
O0015
G00 W-12.
G01 U-12. F0.15
G04 X1.
G00 U12.
W-8.
G01 U-12. F0.15
G04 X1.
G00 U12
M99
SINUMERIK 802D系统编程指令简介
一、尺寸系统
1、G90/G91/AC/IC——绝对坐标/增量坐标编程指令
格式: G90/G91
X/Z=AC() 某轴以绝对坐标输入,程序段方式;
X/Z=IC() 某轴以增量坐标输入,程序段方式
说明:
(1)用X/Z =AC(),X/Z =IC()定义赋值时必须要有一个等于符号,数值要写在圆括号中。
(2)圆心坐标也可以用绝对坐标I/K=AC()定义。
如:G90 X20 Z90 绝对坐标编程
X75 Z=IC(-32) X仍然是绝对坐标,Z是增量坐标。
……
G91 X50 Z30 增量坐标编程
X-12 Z=AC(18) X仍然是增量坐标, Z是绝对坐标。
2、G70/G71——英制/公制输入指令
格式: G70或G700
G71或G710
说明:(1)系统根据所设定的状态把所有的几何值转换为英制尺寸或公制尺寸(这里刀具补偿值和可设定零点偏置值也作为几何尺寸)。
(2)G700和G710也适用于进给率 F,单位分别为in/min或mm/min。
如:G71 X20 Z30 公制尺寸
X50 Z60 G71 继续生效
……
G70 X30 Z17.3 开始英制尺寸
……
3.DIAMON/ DIAMOF——直径/半径数据尺寸
格式:DIAMON 直径数据尺寸
或DIAMOF 半径数据尺寸
说明:车床常把 X轴的数据作为直径尺寸编程,也可以转换为半径尺寸。
如:DIAMON X44 Z20 X轴直径数据方式
X50 Z30 DIAMON继续有效
……
DIAMOF X22 Z20 X轴开始转换为半径数据方式
X25 Z30
4、G54~G59/G500/G53/G153——可设置的零点偏置指令
格式:G54~G59 第一~第六可设定零点偏置
G500 取消可设定零点偏置,模态有效
G53 取消可设定零点偏置,程序段方式有效,可编程的零点偏置也一起取消
G153 同G53,以程序段方式取消附加的基本框架
例如:G54 调用第一可设定零点偏置
G500 G0 X20 取消可设定零点偏置
5、G25/G26/WALIMON/WALIMOF——可编程的工作区域限制指令
格式:G25 X_ Z_ 工作区域下限
G26 X -- Z -- 工作区域上限
WALIMON 工作区域限制有效
WALIMOF 工作区域限制取消
说明:(1)可以用G25/G26定义所有轴的工作区域,规定哪些区域可以运行,哪些区域不可以运行。
(2)当刀具长度补偿有效时,刀具必须要在此区域内,否则,刀架参考点必须在此区域内。坐标值以机床为参照系。
(3)G25/G26可以与地址S一起,用于限定主轴转速。
(4)坐标轴只有在回参考点之后,工作区域限制才有效。
例如:G25 X0 Z30 工作区域限制下限
G26 X80 Z160 工作区域限制上限
T1
G0 X70 Z140
WALIMON 工作区域限制有效
…… 仅在工作区域内
WALIMOF 工作区域限制取消
二、坐标轴运动
1、G0——快速点定位指令
格式:G0 X_ Z_
说明:(1)该指令用于快速定位刀具,没有对工件进行加工。
(2)可以在几个轴上同时执行快速移动,由此产生一线性轨迹。
2、G1——直线插补指令
格式:G1 X_ Z_ F_
说明:刀具以直线从起始点移动到目标位置,以地址F的进给速度运行。
3、G2/G3——圆弧插补指令
格式:G2/G3 X_ Z_ I_ K_ F_ 圆心和终点
或 G2/G3 CR=_ X_ Z_ F_ 半径和终点
或 G2/G3 AR=_ I_ K_ F_ 张角和圆心
或 G2/G3 AR=_ X_ Z_ F_ 张角和终点
说明:
(1)其他的圆弧编程方法有:
CT——圆弧用切线连接;CIP——通过中间点的圆弧。
(2)已知圆心和终点的编程方法与FANUC 0i系统相同。只有用圆心和终点定义的程序段才可以编程整圆。
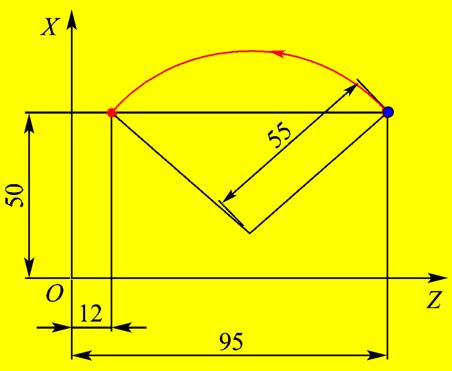
已知终点和半径编程举例,如图所示圆弧,编程如下:
G90 X100 Z95 圆弧的起始点
G3 X100 Z12 CR=55 终点和半径

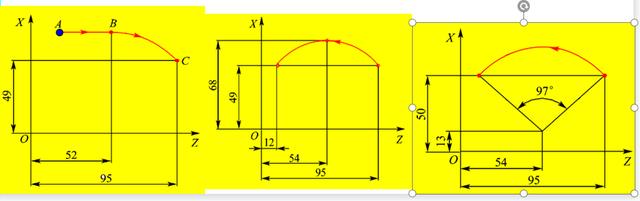
已知终点和张角编程举例,如图所示圆弧,编程如下:
G90 X100 Z95 圆弧的起始点
G3 X100 Z12 AR=97 终点和张角
已知圆心和张角编程举例,如图所示圆弧,编程如下:
G90 X100 Z95 圆弧的起始点
G3 I-37 K-41 AR=97 圆心和张角
通过中间点的圆弧插补编程举例,如图所示圆弧,编程如下:
G90 X98 Z95 圆弧的起始点
CIP X98 Z12 I1=136 K1=54 终点和中间点
切线过渡圆弧插补编程举例,如图所示圆弧,编程如下:
G1 Z52 直线 AB
CT X98 Z95 切向连接的圆弧
4、G4——暂停指令
格式:G4 F_ 暂停时间(s)
G4 S_ 暂停主轴转数
说明:
(1)该指令可以使加工暂停给定的时间,如切削退刀槽。
(2)G4指令单程序段有效。
例如:G1 Z-50 F200 S200 M3 设定进给率 F和主轴速度S。
G4 F3 暂停3 秒
Z70
G4 S20 主轴暂停20 r,相当于在200 r/min时暂停0.1 min。
X50 F指令和S指令继续有效。
5、G33——恒螺距螺纹切削指令
格式:G33 Z_ K_ SF=_ 圆柱螺纹
G33 Z_ X_ K_ SF=_ 锥螺纹,锥角小于45°
G33 Z_ X_ I_ SF=_ 锥螺纹,锥角大于45°
G33 X_ I_ SF=_ 横向(端面)螺纹
说明:(1)用来加工带恒定螺距的螺纹;要求主轴有位置测量系统。
(2)SF:起始点偏移(绝对坐标)。在加工螺纹中切削位置偏移后以及在加工多头螺纹时,均要求起始点偏移一段距离。
(3)在具有两个坐标轴尺寸的圆锥螺纹加工中,螺距地址I或K下必须设置较大位移的螺纹尺寸,另一个较小的螺纹尺寸不用给出。
(4)M3为右旋螺纹;M4为左旋螺纹。
(5)螺纹长度中要考虑导入空刀量和退出空刀量。
圆柱双头螺纹,起始点偏移180°,螺纹长度(包括导入和退出空刀量)100 mm。螺距4 mm/r,右旋,圆柱已经预制,程序如下:
G54 G0 G90 X50 Z0 S500 M3 回起始点,主轴右转。
G33 Z-100 K4 SF=0 螺距:4 mm/r
G0 X54
Z0
X50
G33 Z-100 K4 SF=180 第二条螺纹线,180°偏移。
G0 X54
6、G331/G332——螺纹插补指令
格式:SPOS= 主轴处于位置调节状态
G331 Z_ K_ S_ 加工螺纹, K为正时,主轴右旋,反之左旋;
G332 Z_ K_ 退刀
说明:
(1)主轴必须是位置控制的主轴,且具有位置测量系统。
(2) Z为攻丝深度, K为螺距。
(3)在G332中编程的螺距与在G331中编程的螺距一样,主轴自动反向。
(4)在攻丝之前,必须用SPOS=指令使主轴处于位置控制运行状态。
(5)该指令在加工螺纹时坐标轴速度由主轴转速和螺距确定,而与进给率 F没有关系,F处于存储状态。
7、G74/G75——回参考点/返回固定点指令
格式:G74/G75 X_ Z_
说明:该指令需要独立程序段,并且程序段方式有效。
如:G74/G75 X1=0 Z1=0 程序段中 X1和Z1的数值不识别。
8、G94/G95——直线进给率/旋转进给率指令
格式:G94 F 直线进给率mm/min
G95 F 旋转进给率mm/r
说明:G94/G95可扩展到恒切削速度G96/G97功能,会对主轴S产生影响。
G94和G95更换时要求写入一个新的地址F。
如:G94 F310 进给率310 mm/min
S200 M3 主轴旋转
G95 F15 进给率15 mm/r
9、G9(G60)/G64——准确定位/连续路径加工
格式:G9 准确定位,单程序段有效;
G60 准确定位,模态有效;
G64 连续路径加工。
说明:(1)该指令生效时,当到达定位精度后,移动轴的进给速度减小到零。
(2)G64加工方式,是在一个程序段转到下一个程序段的过程中,避免进给停顿,使其尽可能以相同的轨迹速度转换到下一个程序段,并以可预见的速度过渡执行下一个程序段。
三、其他G指令
1、G25/G26——主轴极限转速指令
格式;G25 S_ 主轴转速下限
G26 S_ 主轴转速上限
说明:该指令可限制特定情况下主轴的极限范围,并覆盖以前设定的数据。
如:G25 S20 主轴转速下限:20 r/min
G26 S800 主轴转速上限:800 r/min
2、G96/G97——恒定切削速度指令
格式:G96 S_ LIMS= F_ 恒定切削指令
G97 取消恒定切削指令
说明:(1)该指令生效后,主轴转速随着当前加工工件直径的变化而变化,从而始终保证刀具切削点处的切削速度 S为常数。
(2) S为切削速度,单位为m/min;LIMS=为主轴转速上限,只在G96中生效;F为旋转进给率,单位为mm/r。
(3)当工件从大径加工到小径时,主轴转速可能提高很多,因而在此建议给定主轴转速极限值LIMS=。LIMS值只对G96指令有效。
3、G40/G41/G42——刀尖半径补偿指令
格式:G41 X_ Z_ 刀尖半径左补偿
G42 X_ Z_ 刀尖半径右补偿
G40 X_ Z_ 取消刀尖半径补偿
说明:
(1)刀具必须有相应的刀具补偿号(D)才能有效。
(2)只有在线性插补(G0或G1)时,才可进行刀尖半径补偿。
4、G450/G451——拐角特性指令
格式:G450 圆弧过渡
G451 交点
说明:(1)在G41/G42有效且一段轮廓到另一段轮廓以不连续的拐角过渡时,可通过该指令调节拐角特性。
(2)G450指令的刀具中心轨迹为一个圆弧,其起点为前一曲线的终点,终点为后一曲线的起点,半径为刀尖半径。
(3)G451指令以刀尖半径为距离的等距线的交点。刀具在工件转角处不切削。
5、子程序
子程序的结构与主程序的结构一样,子程序名开始的两个符号必须是字母,其后的符 号可以是字母、数字或下划线,不得使用分隔符,最多为16个字符。
用M2指令结束子程序。子程序结束后返回主程序。除了用M2指令外,还可以用RET指令结束子程序,RET指令要占用一个程序段。
用RET指令结束子程序,返回主程序时不会中断G64连续路径运行方式,用M2指令则会中断G64运行方式,并进入停止状态。
子程序不仅可以从主程序中调用,也可以从其他子程序中调用,这个过程称为子程序的嵌套。子程序的嵌套深度为8层。
子程序名还可以使用地址字L后面加数字构成,L后面的数字最多7位,并且只能为整数,数字中的每个零都有意义,不能省略。
如:L123并非L0123或L00123,它们表示3个不同的子程序。
在一个程序中(主程序或子程序)可以直接用程序名调用子程序。
如:N10 L123 调用子程序
N20 HAO7 调用子程序HAO7
如果要求多次连续地执行某一子程序,则在编程时必须在所调用子程序的程序名后地址P下写入调用次数。
如:L246 P4 调用子程序L246,运行4次。
四、循环指令
1、CYCLE93——凹槽循环
格式:CYCLE93(SPD,SPL,WIDG,DIAG,STA1,ANG1,ANG2,RCO1,RCO2,RCI1,RCI2,FAL1,FAL2,IDEP,DTB,VARI)
说明:
SPD:端面轴的起点
SPL:纵向轴的起点
WIDG:凹槽宽度,无符号
DIAG:凹槽深度,无符号
STA1:轮廓与纵轴的夹角
ANG1:侧角1,在凹槽的起始点
ANG2:侧角2,在其他的起始点
RCO1:倒角1,凹槽边的外部起点
RCO2:倒角2,凹槽底部的外部起点
RCI1:倒角1,凹槽根部的内部起点
RCI2:倒角2,凹槽根部的内部起点
FAL1:凹槽底部的精加工余量
FAL2:材料的精加工余量
IDEP:进给深度,无符号
DTB:凹槽底部暂停
VARI:加工类型
2、CYCLE94——退刀槽循环,精车
格式:CYCLE94(SPD,SPL,FRPM)
说明:SPD:端面轴的起点;
SPL:纵向轴的终点;
FRPM:定义形状,E=形状E;F=形状F。
3、CYCLE95——坯料切削循环
格式:CYCLE95(NPP,MID,FALZ,FALX,FAL,FF1,FF2,FF3,VARI,DT,DAM,-VRT)
说明:
NPP:轮廓子程序名称
MID:进给深度,无符号
FALZ:沿纵轴的精加工余量
FALX:沿端面轴的精加工余量
FAL:沿轮廓的精加工余量
FF1:粗加工的进给率
FF2:进入凹槽的进给率
FF3:精加工的进给率
VARI:加工类型
DT:粗加工时的暂停时间
DAM:粗加工中断路径
-VRT:从轮廓返回的路径
4、CYCLE97——螺纹切削循环
格式:CYCLE97(PIT,MRIT,SPL,FPL,DM1,DM2,APP,ROP,TDEP,FAL,IANG,NSP, NRC,NID,VARI,NOMTH)
说明:
PIT:螺纹导程值
MRIT:以螺距为螺纹尺寸
SPL:螺纹纵向起点
FPL:螺纹纵向终点
DM1:在起点的螺纹直径
DM2:在终点的螺纹直径
APP:导刀路径,无符号
ROP:摆动路径,无符号
TDEP:螺纹深度,无符号
FAL:精加工余量,无符号
IANG:进给角度,带符号
NSP:第一螺纹起点偏置
NRC:粗加工次数
NID:空刀次数
VARI:螺纹加工类型
NOMTH:螺纹数
好了,今天的分享就到这里了,喜欢的朋友给个双击+关注+转发哦!
相关参考
数控车床切断刀F给多少(数控车床都知道使用,但是编程的指令呢,你会使用的又有多少呢?)
大家好,我是木子,今天给大家带来,华中HNC-21/22T车床数控系统编程指令简介,并带有编程参考,话不多说,上干货华中HNC-21/22T车床数控系统编程指令简介华中系统中(G90/G91)、(G92/G54~G59)、(G00/G01)、(G02/G03)、(G28/G2...
数控车床加工直线特征采用G01(数控车床都知道,但是会手动编程的又有多少呢?今天我来教你编程)
大家好,我是木子,今天给大家带来,数控车床基础的手动编程教学,话不多说,上干货数控车床的基本编程方法一、编程的一般规则1、绝对坐标编程格式:G00XZ;说明:刀具运动的终点是用绝对坐标指令的,地址X后面的数字...
数控编程有哪几种方法(数控车床都知道,但是会手动编程的又有多少呢?今天我来教你编程)
大家好,我是木子,今天给大家带来,数控车床基础的手动编程教学,话不多说,上干货数控车床的基本编程方法一、编程的一般规则1、绝对坐标编程格式:G00XZ;说明:刀具运动的终点是用绝对坐标指令的,地址X后面的数字...
科学技术的发展,对机械产品提出了高精度、高复杂性的要求,而且产品的更新换代也在加快,这对机床设备不仅提出了精度和效率的要求,而且也对其提出了通用性和灵活性的要求。数控机床就是针对这种要求而产生的一种新...
科学技术的发展,对机械产品提出了高精度、高复杂性的要求,而且产品的更新换代也在加快,这对机床设备不仅提出了精度和效率的要求,而且也对其提出了通用性和灵活性的要求。数控机床就是针对这种要求而产生的一种新...
数控程序有哪几个组成部分(数控加工工艺系统的基本组成(组图))
...图1 数控机床加工工件的基本过程2.数控加工工艺系统的组成机械加工中,由机床、夹具、刀具和工件等组成的统一体,称为工艺系统。数控加工工艺系统是由数控机床、夹具、刀具和工件等组成的,如图2所示。图2 工艺系统...
...:一个完整的程序由程序号、程序内容、程序结束三部分组成。(1)程序号:程序号为程序的开始部分,为了区别储存器中的程序都要有程序编号,在编号前采用程序编号地址码。如在FANUC系统中采用英文字母“O”作为程序编...
数控车床的组成及工作原理(数控车床加工实例工艺分析及编程(华中数控))
...指令及子程序的编程技巧。2、通过对零件的加工,了解数控车床的工作原理。3、了解典型零件的数控车削加工工艺。二、仪器与设备(1)配备华中世纪星数控系统的CK6032卧式车床一台。(2)尼龙棒(或塑料棒)一根(50—60mm,毛坯外形...
数控u和w是什么意思(数控编程程序介绍以及G代码使用,你了解吗?)
...:一个完整的程序由程序号、程序内容、程序结束三部分组成。(1)程序号:程序号为程序的开始部分,为了区别储存器中的程序都要有程序编号,在编号前采用程序编号地址码。如在FANUC系统中采用英文字母"O"作为程序编号地...
数控加工过程利用数控机床完成零件数控加工的过程如图1-1所示,主要内容如下。(1)根据零件加工图样进行工艺分析,确定加工方案、工艺参数和位移数据。(2)用规定的程序代码和格式编写零件加工程序单,或用自动编程软...