数控车床攻牙(哈斯小贴士-如何提高攻牙速度)
Posted
篇首语:不读书的人,思想就会停止。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床攻牙(哈斯小贴士-如何提高攻牙速度)相关的知识,希望对你有一定的参考价值。
数控车床攻牙(哈斯小贴士-如何提高攻牙速度)

在人们越来越追求个性化的今天,商品迭代的速度也越来越快,其中所涉及的制造环节也需要更快的节奏,来满足人们日益增长的需求。

为了更快的实现这些个性化的功能,在制造环节:
刀具公司开发更合适的刀具结构,研发更先进的切削材料。
CAM公司开发更有效率的刀具路径。
作为制造的基础——机床公司(比如说我们哈斯自己),不但要持续的提高机床的精度和刚性,还要研发更人性化的操作系统。
不只是制造的精度和速度,个性化还需要单个商品实现多功能,由于实际制造工艺的限制,设计师不得不以拼接的方式来组合多个零件,让商品在保证质量的同时来实现多功能。这也是为什么加工要求越来越严的原因,单个零件的公差会影响组件的质量,组件承担着多功能的任务,零件丝毫的偏差就会导致某些功能无法正常使用。
零件通常以螺纹,焊接等方式来进行拼接,由于螺纹可调试,所以能实现相对更高的精度,这也是螺纹连接应用越来越广的原因。
为了实现更快的加工节奏,在机器制造上,哈斯推出了DT,DM系列的钻攻中心。他们具有高速移动高达61M/min的能力,大容量的刀库等实用功能,还推出了能实现五轴联动的UMC系列。
在系统的研发上,我们推出了NGC数控系统,其中包含:
程序中插入多媒体文件 <-点击查看反转除屑 <-点击查看分段钻孔 <-点击查看
等诸多实用的功能。

在技术培训上
我们推出了哈斯小贴士系列
以及
即将推出的见了5轴别怂系列

在现在的螺纹孔加工中
我们通常会选择用丝锥或者螺纹铣刀进行加工
螺纹铣刀由于使用的是性能更优秀的硬质合金材料,所以可加工的材料范围更广,由于切削方式的不同,螺纹铣刀需要的机床扭矩更小,所以可以加工螺纹的范围会更大,不但可以加工内螺纹,外螺纹也同样适用。
对于小而深的螺纹孔
丝锥就成了唯一选择
对于刚性而言,挤压丝锥优势明显,由于采用挤压的方式,这让挤压丝锥加工出的螺纹质量也相对更优秀,质量也更加稳定。由于挤压丝锥本身材料和加工材质限制,使其无法达到切削丝锥的加工速度,所以在通用性和加工速度上,切削丝锥更胜一筹。
如果丝锥的切削速度已经到达极限
我们该如何进一步的提高攻牙效率呢?
哈斯向你推荐我们的新功能
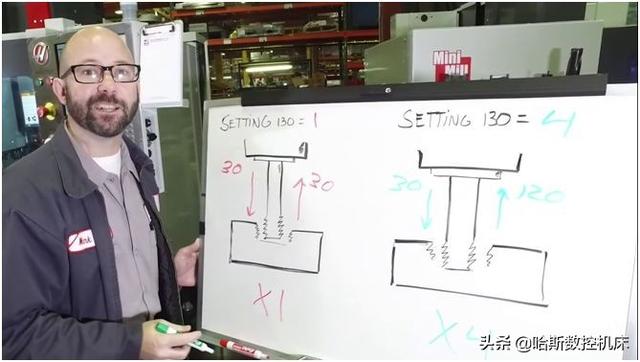
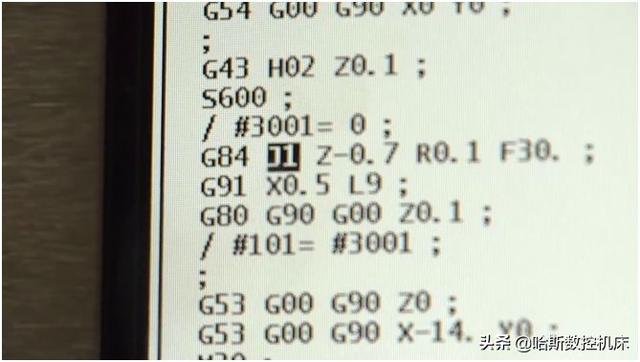
- 攻牙返回倍率 -
在螺纹孔的加工中,我们通常会使用分段(Q值方式)来保证加工的安全性,但是攻牙循环在每次丝锥返回参考平面(R)时浪费了不少时间,这个过程即没有有效的切削工件,丝锥也不需要额外的冷却时间,所以好好利用这里的时间是个不错的主意,既不需要额外的花费,还能提高攻牙的速度,何乐而不为!
为了更详细的说明如何以及为什么使用这个功能,我们特地的请了MARK师傅进行讲解,在讲解视频的最后MARK师傅还说了一句富有哲理的话,还希望大家能说出你对这句话的看法!
关注哈斯数控机床,更多哈斯贴士一手掌握!
相关参考
在人们越来越追求个性化的今天,商品迭代的速度也越来越快,其中所涉及的制造环节也需要更快的节奏,来满足人们日益增长的需求。为了更快的实现这些个性化的功能,在制造环节:刀具公司开发更合适的刀具结构,研发更...
数控攻丝机(多轴自动攻牙机,导电滑环应用案例,滑环厂家讲解)
攻牙机是一种常见的自动化机械加工设备,也会被称为攻丝机、螺纹攻牙机、全自动攻牙机等。在螺母、工件端面、设备壳体等部件的通孔或盲孔位置的内侧面,攻牙机会利用刀具对其加工出内螺纹,方便工件工序安装。攻牙机...
法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
众所周知Fanuc数控系统的参数多如牛毛。上千的参数,并且有的还是八位,虽然Fanuc发布有相关的参数说明书。但是,作为最终用户的我们,有的也只是公开发布的,也没有更新更全的相关资料。即便是有了相关书籍,又有几人...
法兰克系统攻牙怎么算(参数-Fanuc数控系统的攻丝拉拔动作倍率即回退速度倍率)
众所周知Fanuc数控系统的参数多如牛毛。上千的参数,并且有的还是八位,虽然Fanuc发布有相关的参数说明书。但是,作为最终用户的我们,有的也只是公开发布的,也没有更新更全的相关资料。即便是有了相关书籍,又有几人...
UG自动攻牙程式可能做了几年的朋友都不一定知道,不是有多难,而是一般这些都钳工来做,但随着客户对产品的要求越来越高。所以我们有必要懂得自动攻牙,特别是产品加工!1首先进入钻孔与攻牙的操作2进入操作选择攻牙...
攻牙过程停电,或拍急停,复位。开机都会报警,TAP复位等待中。。。TAP复位等待中,该报警是客户在使用刚性攻牙时,机床按了复位,或拍了急停,或突然断电的情况下,产生的。报警发生后,机床三轴互锁,不能移动,移动...
数控车床动力头攻牙编程(UG自动攻牙编程,干货知识,请珍藏)
大家好,我是ug编程叶子老师,今天分享,很详细,重点是每个功能讲的明明白白,如果朋友你需要,可以一起分享学习。找到我的,百分百会发。领取途径:私信“UG”或者“UG教程”,免费发送!
虽然现在CAM编程已相当普遍,但手工编程仍将在想当一段时间内有广泛的应用市场,所以本文所述的数控车削编程技巧还很有实际意义的。文中所列的原则、指令、技巧及注意事项都是作者通过实践得出并验证过的,所以很有实...
数控加工中心攻丝程序(cnc钻攻中心主要可用来进行哪些加工?)
...大加工企业的认可,cnc钻攻中心常会用于做切削或钻孔及攻牙等操作,如下:1、攻牙加工操作使用cnc钻攻中心可以完成各种攻牙攻丝操作,在加工前可根据加工的样式先设定好相关的加工参数。cnc钻攻中心使用的是标准数控编...
新代20AT数控车床攻牙编程(关于UGNX后处理输出攻牙程序的一些设置)
攻牙一般分三菱的F为牙距和FANUC的F为S*牙距的方式,而且FANUC一般要用到M29首先,把两个系统的后处理做在一起的做法:在公共循环里打开攻丝的自定义,在攻丝循环里加入一个新的地址M29S,并删除F,自己定义个F地址:M29按此...