数控车床手磨刀(磨刀不误砍柴工,可是你真的会磨吗?)
Posted
篇首语:既然选择远方,就注定风雨兼程。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床手磨刀(磨刀不误砍柴工,可是你真的会磨吗?)相关的知识,希望对你有一定的参考价值。
数控车床手磨刀(磨刀不误砍柴工,可是你真的会磨吗?)

磨好了外部角度,拿来看了一下,这小兄弟还行,磨得是那么回事,这两个月功夫没白费。
随后让他去开槽,到手一看,差点吐血,我去,这哥们竟然把切削槽给开到主刃那去了。


我就想问问各位,遇到这样的徒弟,你们是怎么教(he)育(chi)他的?
话说现在的徒弟,你们这些老师傅还敢呵斥吗?
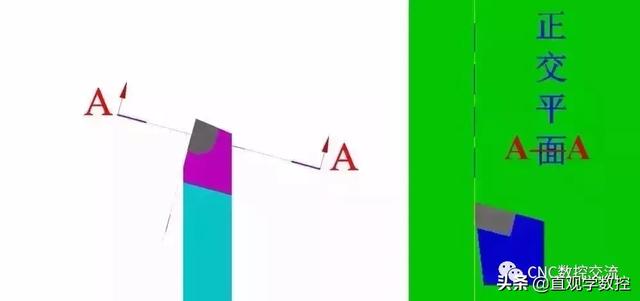
车刀角度的选择
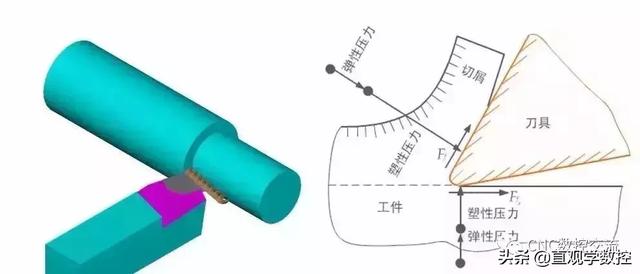
切削金属时,刀具切入工件,刀具角度是用来确定刀具切削部分几何形状的重要参数。
车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成。
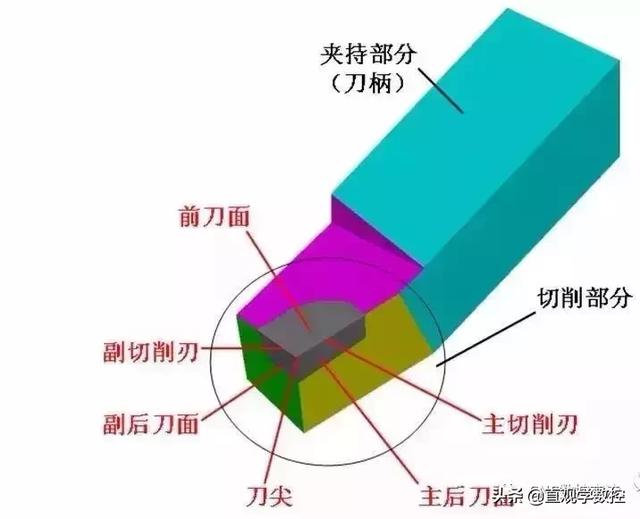
1)前刀面 :
2)主后刀面:
3)副后刀面:
4)主切削刃:刀具的前刀面与主后刀面的交线称为主切削刃。
5)副切削刃:刀具的前刀面与副后刀面的交线称为副切削刃。
6)刀尖:主切削刃与副切削刃的交点称为刀尖。刀尖实际是一小段曲线或直线,称修圆刀尖和倒角刀尖。
1)前角(γ0 ) 选择的原则
前角的大小主要解决刀头的坚固性与锋利性的矛盾。因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。前角一般在-5°~ 25°之间选取。
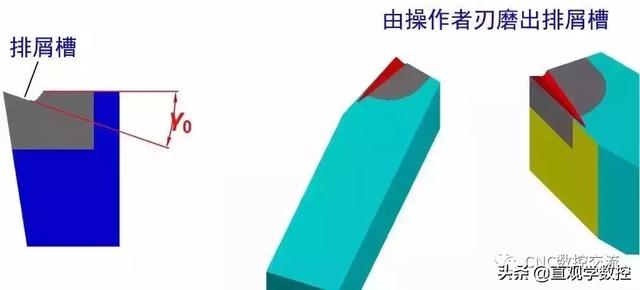
通常,制作车刀时并没有预先制出前角(γ0) ,而是靠在车刀上刃磨出排屑槽来获得前角的。
排屑槽也叫断屑槽,它的作用大了去了折断切屑,不产生缠绕; 控制切屑的流出方向,保持已加工表面的精度;降低切削抗力,延长刀具寿命。
2)后角(α0 )选择的原则
首先考虑加工性质,其次考虑加工材料的硬度。
精加工时,后角取大值,粗加工时,后角取小值。加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后角应取小值。后角不能为零度或负值,一般在6°~12°之间选取。
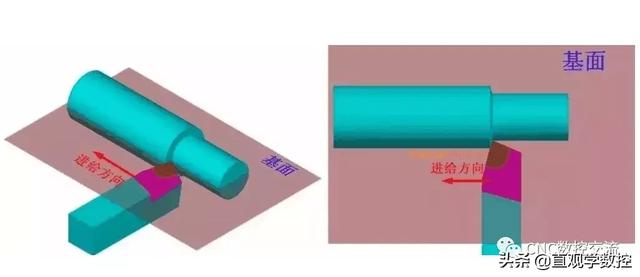
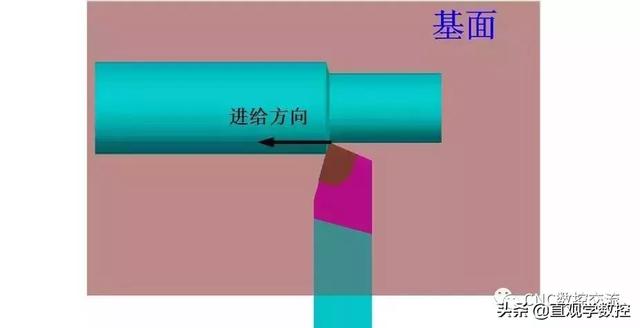
3)主偏角(Kr ) 的选用原则
首先考虑车床、夹具和刀具组成的车削 工艺系统的刚性,如系统刚性好,不想呆在底层操机想提升自己学习UG编程技术的可以加QQ群304214709领取学习资料和课程,主偏角应取小值,这样有利于提高车刀使用寿命、改善散热条件及表面粗造度。
其次要考虑加工工件的几何形状,当加工台阶时,主偏角应取90°,加工中间切入的工件,主偏角一般取60 °。主偏角一般在30°~ 90°之间,最常用的是45°、75 °、90 °。
4)副偏角(Kr’ )的选择原则
首先考虑车刀、工件和夹具有足够的刚性,才能减小副偏角;反之,应取大值;其次,考虑加工性质,精加工时,副偏角可取10°~15°,粗加工时,副偏角可取5°左右。
由于刀具应用的复杂性,专业修磨中心必须根据被修磨刀具的失效形式及时修整修磨方案,并跟踪刀具的使用效果。一个专业的刀具修磨中心也必须不断的总结经验,才能把刀具修磨得更好、更专!
HSS钻头:顶角一般是118度,有时大于130度;刀刃锋利;对精度(刃高差、对称度、周向跳动)要求相对低。横刃有多种修法。

HM钻头:顶角一般为140度;直槽钻常常为130度,三刃钻一般为150度。刀刃和刀尖(棱边上)不锋利,往往被钝化,或称倒刃和倒棱;对精度要求高。横刃常被修成S-形,以利于断屑。

刀刃的后角对刀具而言十分重要。后角太大,刃虚易蹦、易“扎刀”;后角太小,则摩擦太大、切削不利。
刀具的后角随被切削材料和刀具种类、刀具直径的不同而不同。一般而言,后角随刀具直径的变大而减小。另外,被切削材料硬,则后角小些,否则,后角大些。
不同材质的砂轮磨粒适合于磨削不同材质的刀具。刀具的不同部位需要使用的磨粒大小也不同,以确保刃口保护和加工效率的最佳结合。
氧化铝:用于磨HSS刀具。砂轮价廉,易修正成不同的外形用于修磨复杂的刀具(刚玉类)。
碳化硅:用于修正CBN砂轮和金刚石砂轮。
CBN(立方碳化硼):用于磨HSS刀具。价高,但耐用。国际上,砂轮用B来表示,如B107,其中107表示磨粒直径的大小。
金刚石:用于磨HM刀具,价高,但耐用。砂轮上用D来表示,如D64,其中64表示磨粒直径的大小。
最好的设备也需要人员操作,修磨技工的培训自然是最关键的环节之一。由于我国的刀具制造业相对落后,加上职业技术培训的严重匮乏,刀具修磨技工的培训只能由企业自己解决。所以你们厂是怎么解决磨刀问题的呢?
相关参考
...远逝的行当是那样的熟悉,如今却是难觅其踪了。过去,磨刀匠常常挑着担子,提起嗓子,一路走街串巷。这担子轻便好用,一头是一只修理的工具箱,装有锤子等工具,另一头则是一张特制的木板凳,凳面一端固定着砂轮盘,...
数控车床磨刀技巧图解(数控车工晋级技巧,实操经验27条技巧)
编者按:三分车工七分刀具,想干好车床首先磨刀水平要过硬,再就是多干多练,外圆、内孔、长度、锥度、螺纹的结合练习,再就是复杂零件的车削练习,如:内外梯形螺纹、蜗杆、细长轴、薄壁套等,并学会使用中心架...
1、高速车削细长轴时应注意的问题 “车工怕车杆”。这句话反映出车削细长杆的难度。由于细长轴的特点和技术要求,在高速车削时,易产生振动、多棱、竹节、圆柱度差和弯曲等缺陷。要想顺利地把它车好,必须全面注...
...类刀具设备制造商之。公司主要生产有研磨机、磨齿机、磨刀机、倒角机、金刚石刀具磨床、数控工具磨等。视频加载中...TX-Z13钻头研磨机本机为便携式
数控车刀怎么磨刀刃(10年数控车床老师傅的操作技巧与车刀刃磨操作口诀,绝对棒)
因加工零件的更换频繁及工厂条件受限,十年来我们都是自己编程,自己对刀,自己调试及完成零件的加工,总结起来操作技巧分为以下几点:一、编程技巧因为我厂对加工的产品精度要求较高,所以在编程时需要考虑的事项有...
数控加工中心铣刀磨刀方法(数控刀具磨床加工整体硬质合金球头立铣刀的研究 李长映)
1概述铣刀的制造要求高,难度大。本文通过多年来实际加工经验和理论相结合,在CNC工具磨床上制造一把优质铣刀必须合理选择刀具材料,几何参数,砂轮等,通过建立数学模型和铣刀磨削运动参数设计模块,实现各个模块间...
抛光机专门针对钢、铝铜等金属制品的表面和管类进行效果处理,几十种原厂配件满足不同需要,轻而易举制造出各种精度不同的雪花纹、拉丝纹、波浪纹、哑光面、镜面等,快速修补深度划痕和轻微刮花,快速打磨和抛光;焊...
数控钨钢铣刀磨刀机(你想知道的切削刀具基本知识全在这啦,转发收藏吧)
目录一.刀具种类二.刀具材料三.刀具选用四.刀具磨损的形态及其原因五.刀具磨损过程、磨钝标准及刀具寿命六.刀具的破损七.刀具的状态监控八.刀具耐用度(刀具寿命)的选择原则九.影响刀具耐用度T因素一、刀具种类(一)刀...
数控铣床的磨刀技术(平底立铣刀刃磨教程,从理论到案例,十五年老铣工经验汇总)
立铣刀的分类1、平头铣刀进行精铣或粗铣,铣凹槽,去除大量毛坯,小面积水平平面或者轮廓精铣;2、球头铣刀进行曲面半精铣和精铣,小刀可以精铣陡峭面/直壁的小倒角;3、圆鼻铣刀进行曲面变化较小,狭小凹陷区域较少...
正确的磨刀方法图片(磨刀是竖磨还是横磨?有人提刀就错,教你削铁如泥的好方法)
...切不好,烦恼就来了。所以,有一把好刀,还需要有好的磨刀技巧!只不过,磨刀看似很简单,但是如果一些小的细节掌握不好,那就会事倍功半。要是磨刀方法不正确,就会造成刀磨不快,耽误切配的效率,且缩短刀具寿命。...