数控车床怎么车圆弧(数控车宏程序示例——曲线宏程序)
Posted
篇首语:亦余心之所善兮,虽九死其犹未悔。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床怎么车圆弧(数控车宏程序示例——曲线宏程序)相关的知识,希望对你有一定的参考价值。
数控车床怎么车圆弧(数控车宏程序示例——曲线宏程序)
抛物线(二次曲线)
定义:如果平面内一个动点到一个定点和一条定直线的距离相等,那么这个动点的轨迹叫做抛物线,这个定点叫做抛物线的焦点,这条定直线叫做抛物线的准线。抛物线的形状如图4-15所示,P是动点,F点是抛物线的焦点,L是抛物线的准线。
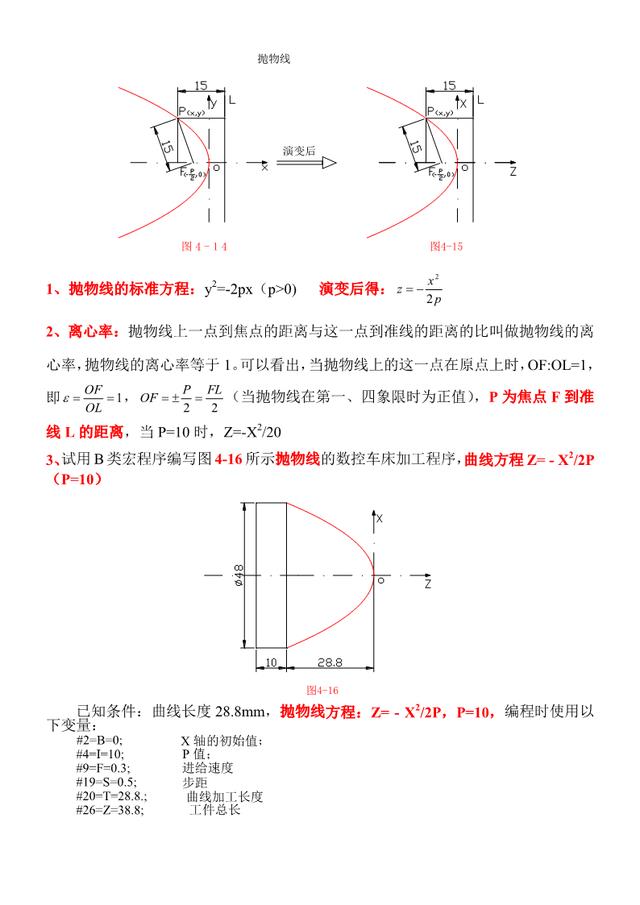
程序:
O0116 | 主程序 |
M8 | |
G96 S120 M3 | 恒速切削 |
G50 S2000 | 最高限速 |
T0101 | |
G0 X51. Z1. | 快速定位,设毛坯直径为50mm, |
#100=48. | 设余量为48mm,等于椭圆X轴的直径 |
#101=1. | 1留量,0不留量 |
#102=5.; | 每次切深5mm,其值必须被#100的值整除 |
N10 IF[#100LT#101]GOTO20 | 如果余量小于1 [或0] ,则跳转到N20 |
G65 P16 B0 F0.3 I10. S0.5 T28.8 Z38.8; | 自变量赋值 |
#100=#100-#102 : | 每次切削5mm |
GOTO10 | 跳转至N10程序段 |
N20 G0 Z50. X180. M5 | 退刀 |
G28 U0 M9 | |
M30 |
注:如果把#100=48.改为#100=0,#101=1改为#101=0,该程序即变成精车程序。
O0016 | 子程序,采用抛物线方程编程 |
N10 #1=#2+#19 | X轴的增量,每次递增0.5mm |
#1= #1/2; | 计算X轴的半径值 |
#3= [#1*#1]/[#4*2](2P) | 计算Z轴相应的坐标值,工件坐标,P=10 |
#1= #1*2; | X轴的直径值 |
G1 X[#1+#100] Z-#3 F#9; | 直线插补 |
#2=#1; | X轴增量0.5mm后的坐标值 |
N20 IF[#3GE- #20] GOTO10; | 如果Z轴没有走到-28.8mm,则跳转到N10 |
G1 Z-[#26+1]; | Z轴走到-39.8mm |
U1. W1.; | 退刀 |
G0 Z1. | |
M99 |
注:1、变量必须使用半径计算;
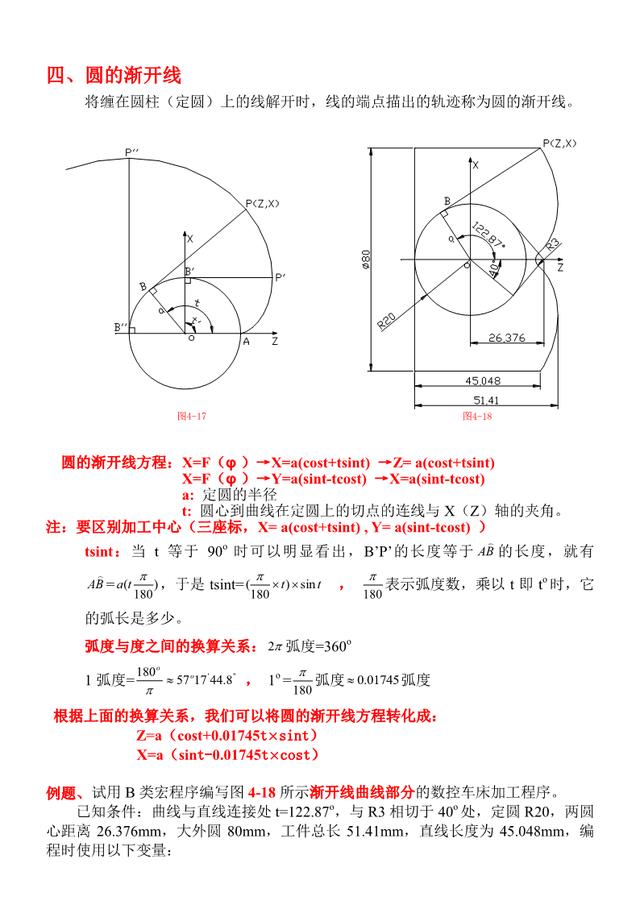
四、圆的渐开线
将缠在圆柱(定圆)上的线解开时,线的端点描出的轨迹称为圆的渐开线。
#1=A=20: 定圆半径长;
#2=B=123: 起点t为123o;
#3=C=0.01745 : 弧度
#9=F=0.2: 进给速度
#13=M=1 : 角度每次递减量为1o
#18=R=3; 小圆半径
#20=T=40: R3切点处
#26=Z=26.376 ; 圆心距
程序:
O0116 | 主程序 |
M8 | |
G96 S120 M3 | 恒速切削 |
G50 S2000 | 最高限速 |
T0101 | |
G0 X82. Z6.362 | 快速定位,直径让出2mm,Z轴余量为51.41-45.048=6.362 |
#100=6.362 | 设余量为6.362mm,工件零点在曲线起点上 |
#101=1. | 1留量,0不留量 |
#102=1.362 | 每次切深1mm,其值必须被#100的值整除 |
N10 IF[#100LT#101]GOTO20 | 如果余量小于1 [或0] ,则跳转到N20 |
G65 P16 A20. B123 C0.01745 F0.2 M1 T20 R3 Z26.376; | 自变量赋值 |
#100=#100-#102: | 每次切削1.362mm |
GOTO10 | 跳转至N10程序段 |
N20 G0 Z50. X180. M5 | 退刀 |
G28 U0 M9 | |
M30 |
注:如果把#100改为#100=0,#101改为#101=0,该程序即变成精车程序。
O0016 (O8906) | 子程序 |
N10 #4=#1*[COS[#2]+#3*#2*SIN[#2]] | 工件坐标系中Z的坐标 |
#5=#1*[SIN[#2]-#3*#2*COS[#2]] | 工件坐标系中X的坐标 |
#6=2*#5 | X轴直径 |
G1 X#6 Z[#4-#1+#100] F#9 | 曲线插补 |
#2=#2-#13 | 角度递减为1o |
N20 IF[#2LEQ#20]GOTO30 | 如果极角α≤40o转到N30程序段 |
GOTO10 | |
N30 G2 X0 Z[#26-#1-#18] R#18 | 圆弧插补R3,26.376-23=3.376 |
G0 Z10. | 退刀 |
X82. | |
M99 |
五、摆线(旋轮线)
半径为a的圆沿定直线作无滑滚动时,(动圆)圆周上的定点描出的轨迹是一条曲线,这条曲线叫做摆线,或叫做旋轮线。

程序:
O0120 | 主程序 |
M8 | |
G96 S120 M3 | 恒速切削 |
G50 S2000 | 最高限速 |
T0101 | |
G0 X82. Z2. | |
#100=82. | 设余量为6.362mm,工件零点在曲线起点上 |
#101=1. | 1留量,0不留量 |
#102=5.125 | 每次切深5.125mm,其值必须被#100的值整除 |
N10 IF[#100LT#101]GOTO20 | 如果余量小于1 [或0] ,则跳转到N20 |
G65 P20 A40. B0 C0.01745 F0.2 M1 R90 Z62.82; | 自变量赋值 |
#100=#100-#102: | 每次切削1.362mm |
GOTO10 | 跳转至N10程序段 |
N20 G0 Z50. X180. M5 | 退刀 |
G28 U0 M9 | |
M30 |
注:如果把#100改为#100=0,#101改为#101=0,该程序即变成精车程序。
O0020 (O8907) | 子程序 |
N10 #4=#1*[#3*#2-SIN[#2]] | 工件坐标系中Z的坐标 |
#5=#1*[1-COS[#2]] | 工件坐标系中X的坐标 |
#6=2*#5 | X轴直径 |
G1 X[#6+#100] Z[0-#4] F#9 | 曲线插补 |
#2=#2+#13 | 角度递1o |
N20 IF[#2GT#18]GOTO30 | 如果极角α≥90o转到N30程序段 |
GOTO10 | |
N30 U1. W1. | 退刀 |
G0 Z1. | 退刀 |
M99 |
在这个程序当中,定圆R40实际上只走了90O,所以在编程时要灵活运用。
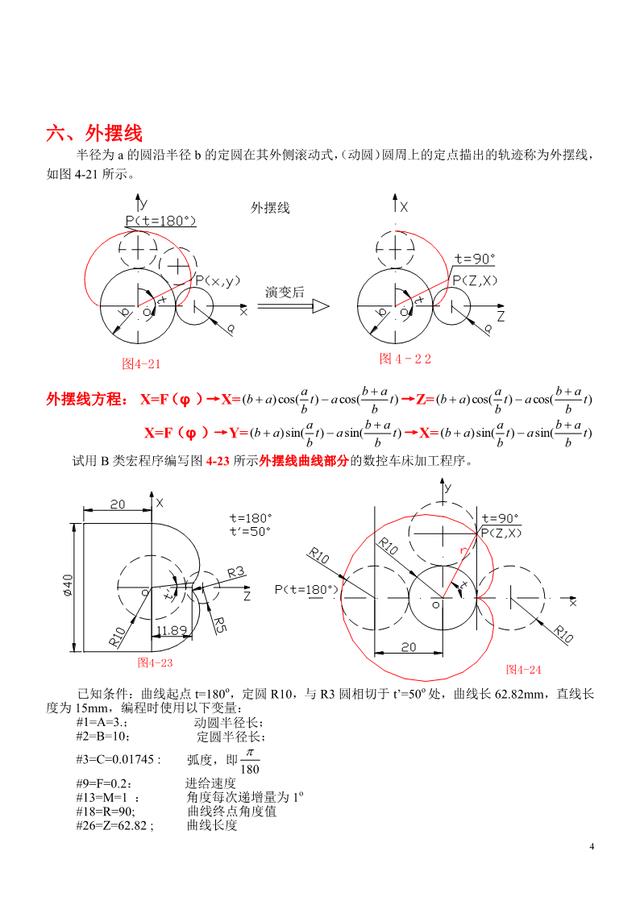
六、外摆线
半径为a的圆沿半径b的定圆在其外侧滚动式,(动圆)圆周上的定点描出的轨迹称为外摆线,如图4-21所示。
程序:
O0120 | 主程序 |
M8 | |
G96 S120 M3 | 恒速切削 |
G50 S2000 | 最高限速 |
T0101 | |
G0 X45. Z0; | 零点设在定圆圆心处 |
#100=45. | 设余量为6.362mm,工件零点在曲线起点上 |
#101=1. | 1留量,0不留量 |
#102=5.; | 每次切深5.mm,其值必须被#100的值整除 |
N10 IF[#100LT#101]GOTO20 | 如果余量小于1 [或0] ,则跳转到N20 |
G65 P20 A40. B0 C0.01745 F0.2 M1 R90 Z62.82; | 自变量赋值 |
#100=#100-#102: | 每次切削1.362mm |
GOTO10 | 跳转至N10程序段 |
N20 G0 Z50. X180. M5 | 退刀 |
G28 U0 M9 | |
M30 |
注:当a=b时的外摆线称为心形线,取O为基点,OP为极轴的极坐标系下,参数方程(极坐标)为:r=2a(1+cost),见图4-24所示。
码字不易谢谢点赞,关注我看更多宏程序文章
相关参考