数控车床循环指令(数控车床加工宽槽,径向切槽循环指令G75的使用方法,简单易学)
Posted
篇首语:旦旦而学之,久而不怠焉,迄乎成。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床循环指令(数控车床加工宽槽,径向切槽循环指令G75的使用方法,简单易学)相关的知识,希望对你有一定的参考价值。
数控车床循环指令(数控车床加工宽槽,径向切槽循环指令G75的使用方法,简单易学)
昨天更新了简单槽的加工,如果零件中出现了要加工比较宽的槽,则需要用切槽刀多次进径向切槽循环指令G75。
G75指令,虽然用G01指令编程加工沟槽直观简单,但用其编程加工深槽,宽槽和均布槽时却不方便,FANUC发那科数控车床系统提供了可用于加工深槽、宽槽和均布槽的循环指令G75.
指令格式及参数意义
G75 Re
G75X(U)Z(W)P(△i)Q(△k)R(△d)F(f)S(s)T(t)
式中e表示为退刀量,该值是模态值;
X(U)、Z(W)表示切槽点处坐标值;
(△i)表示X方向每次切削深度,(该值用不带符号的值表示);
(△k)刀具完成一次径向切削后,在Z方向的移动量;
(△d)刀具在切削底部的退刀量,d的符号总是“+”值;
f、s、t:进给速度、转速、刀具号;
宽槽加工需要计算循环次数以及刀具每次移动距离,可用下式进行估算
L=a+(n-l)x△
L表示沟槽宽槽
a 表示刀具宽度
n 表示循环加工次数
△表示刀具每次移动距离。
n和△可以采用试凑法确定。

指令说明
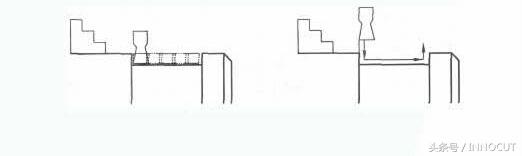
宽槽的宽度、深度等精度要求及表面质理要求相对较高,在切宽槽时常采用排刀的方式进行粗切,然后用精切槽刀沿槽的一侧切至槽底,精加工槽底至槽的另一侧,再沿侧面退出,切削方式如图所示:

宽槽加工方法
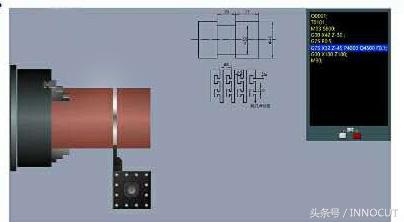
G75指令编制加工程序

O0002;(宽槽加工程序,槽刀宽3mm)
G99 G41;
T0202 M03 S400;
G00 X52 Z-34.1;
G75 R0.5;
G75 X40.5 Z-39.9 P2000 Q2000 F0.1;
G00 Z-34;
G01 X40 F0.1;
Z-40
X62.0;
Z-73.0;
X-2; /切断工作
G00 X100;
Z100;
外圆加工程序

仿真车削轨迹

宽槽加工注意事项
1. G75指令经过切槽循环后,刀具又回到了循环起点A。
2. 精度要求较高的宽外圆沟槽加工,可以分几次进给,要求每次切削时刀具要有重叠的部分,并在槽沟两侧和底面留一定的精车余量,宽槽加工工艺路线设计如图所示:
相关参考
G72称横向切削循环,与G71指令类似,不同之处是G72的刀具路径是按径向(X轴方向)进行切削循环的,适合加工盘类零件。G0X_Z_G72W_R_F_G72P_Q_U_W_★G72精加工程序段的第一句只能写Z值,不能写X或X、Z同时写入,否则机床报警。★该循环...
数控机床加工链轮可以用G73加工,G73叫做成型加工复合循环,可有效的切削一个用粗加工锻造或铸造等方式已经加工成型的工件。轮廓单一性零件,它的格式是:G73U(△i)W(△k)R(d)、G73P(ns)Q(nf)U(△u)W(△w)F。△i:X轴方向退刀距离,注意...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
数控铣怎么循环铣削(11种孔加工固定循环指令+1个案例=完美解决孔加工问题)
钻孔循环指令:G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80。采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。 1孔加工循环的动作孔加工循环指令为模态指令,一旦某个孔加工循...
数控车床加工螺纹编程(数控车床的螺纹加工指令,复合循环指令你都知道吗?不知道的我教)
大家好,我是木子,今天给大家带来,数控车床基础的螺纹车削编程教学,话不多说,上干货螺纹车削加工指令一、螺纹加工方法在数控车床上加工螺纹的进刀方式通常有直进法和斜进法,如图所示。直进法使刀具双侧刃切削,...
数控铣床程序循环指令(数控铣床与数控加工中心编程和操作的区别)
...时指令:M00:让数控系统暂停运行,等操作者换完刀后,按循环起动按钮,数控系统继续运行。当数控加工中心的刀库容量不够时,也可以指令M00,由操作者换刀,此时的数控加工中心即是数控镗铣床。2、M06和M19代码M06是换刀指令...
数控车床钻孔循环指令(数控机床固定循环编程(G80~G84)详解)
1.取消固定循环指令G80格式:G80功能:用G80取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括R点,Z点等等,都被取消:但是移动速度命令会继续有效。2.定点钻孔循环G81格式:G81X_Y_Z_R_F_L_X__Y__为孔位数据Z__孔...
数控车床棒料怎么使用(总结篇:数控车削编程指令大全与实例介绍,内容简单详细)
1)绝对坐标编程常用代码X和Z表示;增量坐标编程时用U和W表示,可按绝对坐标、增量坐标或两者混合编程。--般不用G90、G91指令。2)由于车削常用的毛坯为棒料或锻件,加工余量较大,可充分利用各种固定循环功能,达到多次循环...
数控车床g83钻孔实例(加工中心如何选择合适钻孔循环?数控工程师详解G83指令的使用)
在钻孔循环选择上,我们通常有三个选择:1.G73(断屑循环)通常用于加工孔深超过钻头的3倍径,但不超过钻头的有效刃长2.G81(浅孔循环)通常用于钻中心孔,倒角和不超过钻头3倍径的孔加工随着内冷刀具的出现,为了提升加...