数控车床对刀视频(「UG编程干货」模具零件数控铣削加工 从建模到编程了解一下)
Posted
篇首语:人争气,火争焰,佛争一炷香。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床对刀视频(「UG编程干货」模具零件数控铣削加工 从建模到编程了解一下)相关的知识,希望对你有一定的参考价值。
数控车床对刀视频(「UG编程干货」模具零件数控铣削加工 从建模到编程了解一下)
2.1分析零件
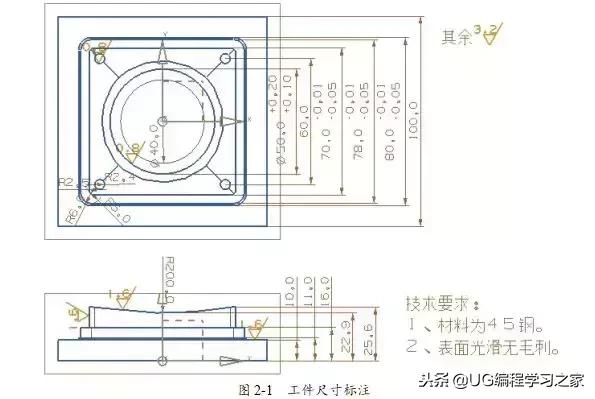
通过图形分析可知:
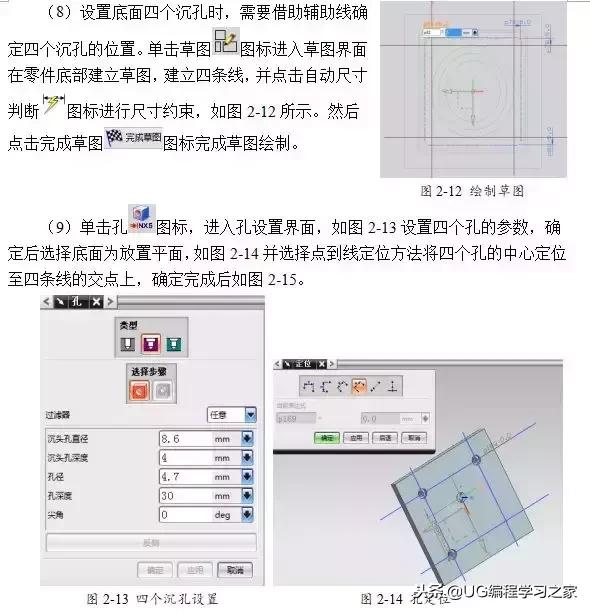
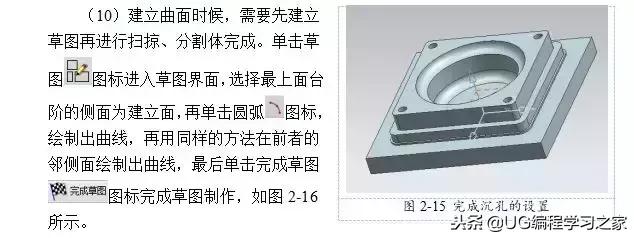
(1)零件涉及曲面、钻孔等造型方法。
(2)零件可以通过建立草图、拉伸、修剪体、镜像、扫掠等常用命令进行造型
(3)为了保证加工精度,所以在三轴数控铣床上分两次次装夹完成,采用四边分中进行对刀。
(4)该零件包括曲面、孔、型腔等结构,形状比较复杂,但是工序相对容易,表面质量和精度要求不高,所以综合考虑,工序安排比较关键。
(5)为了保证加工精度和表面质量,分析采用两次定位装夹加工完成,按照先主后次、先近后远、先里后外、先粗加工后精加工的原则依次划分工序加工.。
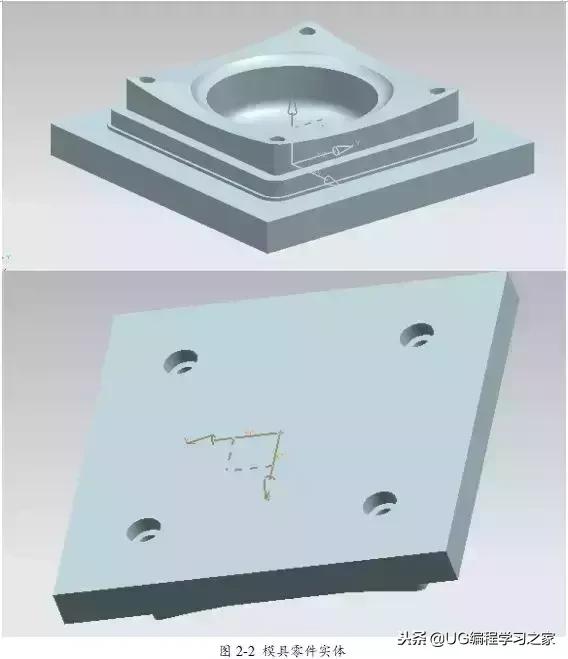
2.2零件的实体三维造型
零件的实体造型如图2-2。
2.3建模
(1)打开UG NX6,创建建模文件“mujulingjian.prt”。

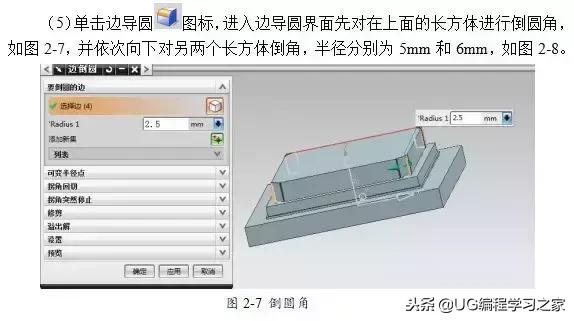
(4)按照上面的方法依次向上进行垫块操作,放置78*78*5和70*70*10两个长方体,如图2-6。

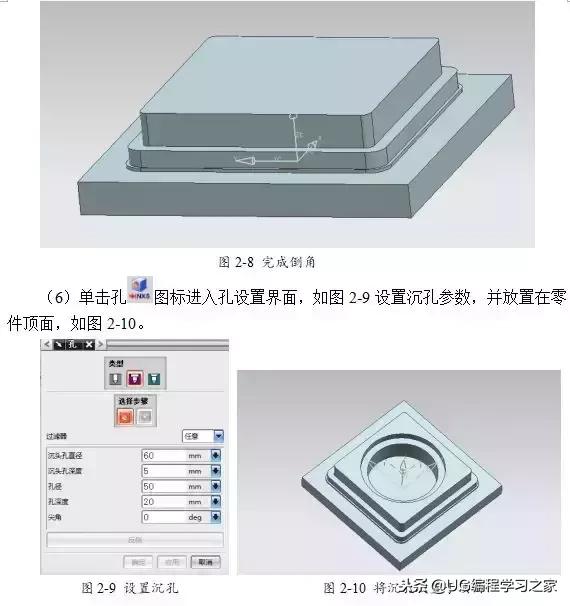
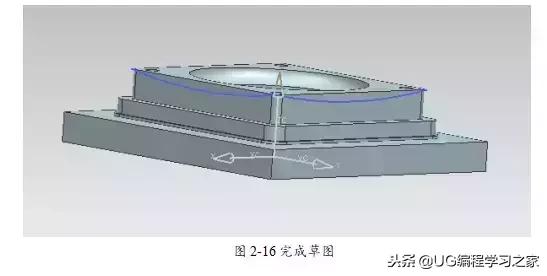
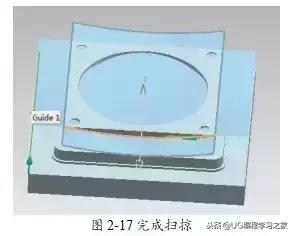
(11)单击插入菜单选择扫掠子菜单中的扫掠。选择一条草图绘制的圆弧作为扫掠边,并选择引导边进行扫掠。用同样方法对另一条圆弧进行扫掠。完成如图2-17。
(12)利用修剪体将扫掠面的上面部分修剪掉,并将扫掠面和草图隐藏,完成零件三维造型的建立。如图2-18。
第三章 基于UG自动编程的模具零件加工
3.1零件分析
如图3-1所示,为一个模具零件实体模型,材料为45钢,毛坯为100mm*100mm*30mm的方形毛坯料。选择三轴数控铣床XK713A加工。其周边为四个台阶,上面三个台阶的侧为圆角。上表面为曲面,中间为型腔。底部还有四个同样的沉孔。
3.2加工工艺分析
此零件为一个模具类零件,在加工时,先加工反面的孔,然后再加工正面的轮廓。在加工过程中需要两次装夹,故在编程时需要建立两个坐标系。如果将坐标原点分别置于零件的顶面,则会因为毛坯高度尺寸不一致,导致基准台高度尺寸不准确。为保证基准台的高度值准确,应将两个加工坐标系原点都置于基准台上,采用四边分中方式进行对刀。这样,只要毛坯高度大于零件的高度,多余材料会在加工过程中被自动切除。
3.3零件加工的各参数分析确定
合理选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。具体要考虑以下几个因素:
切削深度ap。在机床、工件和刀具刚度允许的情况下,ap就等于加工余量,这是提高生产率的一个有效措施。为了保证零件的加工精度和表面粗糙度,一般应留一定的余量进行精加工。数控机床的精加工余量可略小于普通机床。
切削宽度L。一般L与刀具直径d成正比,与切削深度成反比。经济型数控机床的加工过程中,一般L的取值范围为:L=(0.6~0.9)d。切削速度V。提高V也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。主轴转速n(r/min)。主轴转速一般根据切削速度v来选定。计算公式为:V=pnd/1000。数控机床的控制面板上一般备有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行整倍数调整。
主要根据允许的切削速度Vc(m/min)选取:
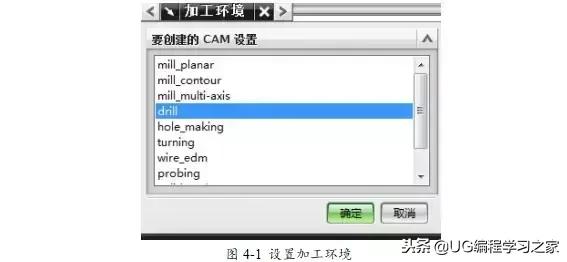
3.4设置加工环境
打开零件图,单击开始图标,选择“加工”选项,如图4-1设置加工环境。
3.5创建孔的加工工序
3.5.1设置加工方法
(1)单击“加工方法视图”图标,操作导航器自动显示加工方法视图,如图4-2,双击“mill-rough”选项,弹出“铣削方法”对话框,如图4-3设置部件余量为0.35,其他为默认值。

(2)重复上面的步骤,设置“mill-semi-finish”的部件余量为0.18,设置“mill-finish”的部件余量为0。
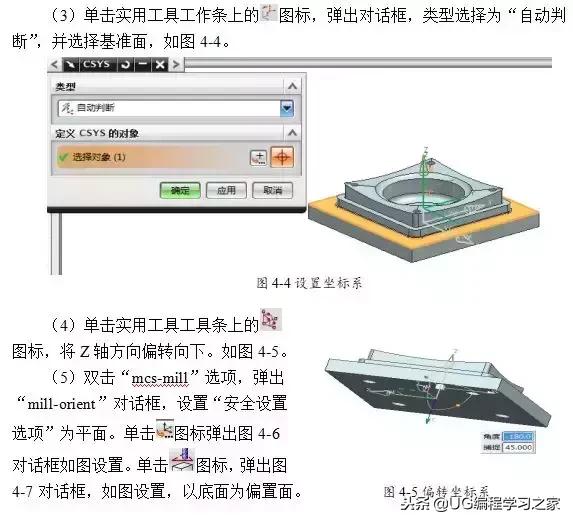
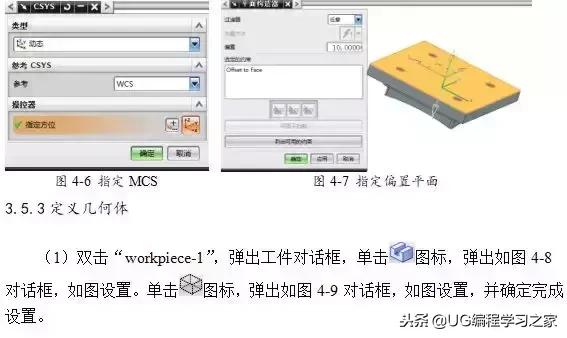
3.5.2定义加工坐标系和安全平面
(1)单击“几何试图”图标,操作导航器显示几何视图。
(2)右键单击“mcs-mill”重命名为“mcs-mill-1”,同样将“workpiece”改为“workpiece-1”。

3.5.4创建程序AC1
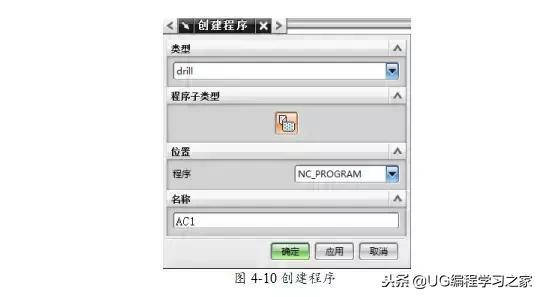
(1)单击“机床视图”图标将操作导航器切换至机床视图。再单击“创建程序”图标,弹出“创建程序”对话框,如图4-10。
(2)如图完成创建程序的操作。
3.5.5创建刀具
(1)单击“创建刀具”图标,弹出相应的对话框,如图4-11设置,确定后弹出相应刀具参数设置对话框,如图4-12设置。

(2)重复上述步骤,创建D4.3,D4.7的钻头。创建D4,D16的平刀。创建D20R4,D16R0.8牛鼻刀。创建D6R3,D3R1.5的球刀。
3.5.6创建操作DR1
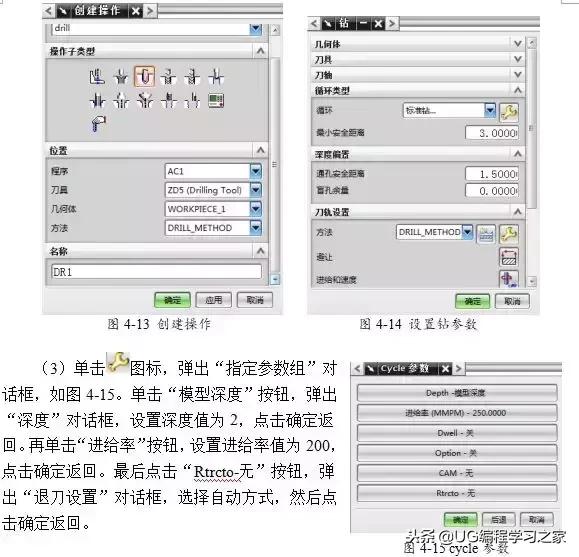
(1)单击“创建操作”图标,弹出相应对话框,如图4-13设置。
(2)设置完成之后点击确定退出设置。双击导航条中的“DR1”选项,弹出对话框,如图4-14。
3.5.7创建程序AC2并创建操作DR2
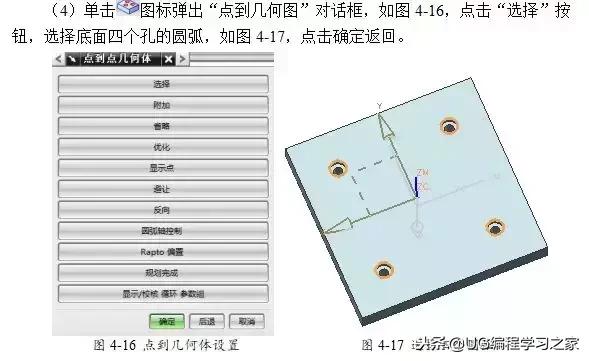
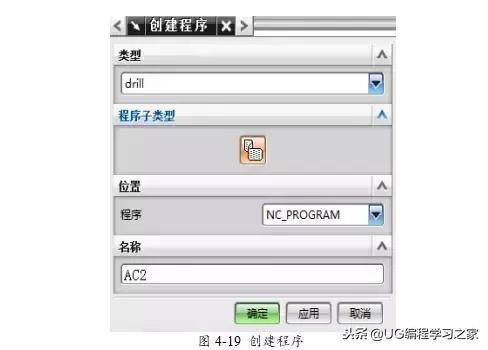
(1)单击创建程序按钮,如图4-19设置。
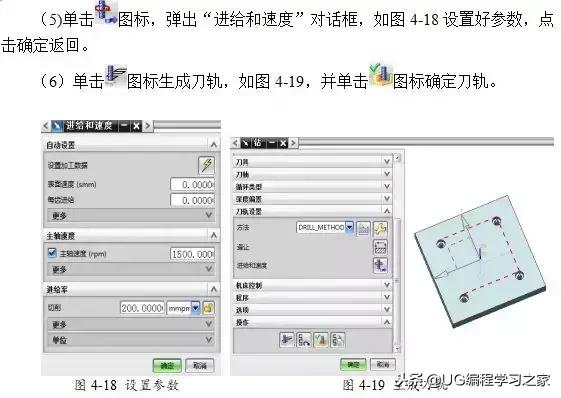
(2)单击创建操作按钮,弹出相应对话框,如图4-20设置,点击确定返回,弹出“啄钻”界面如图4-21。
6)生成导轨,并确认刀轨。
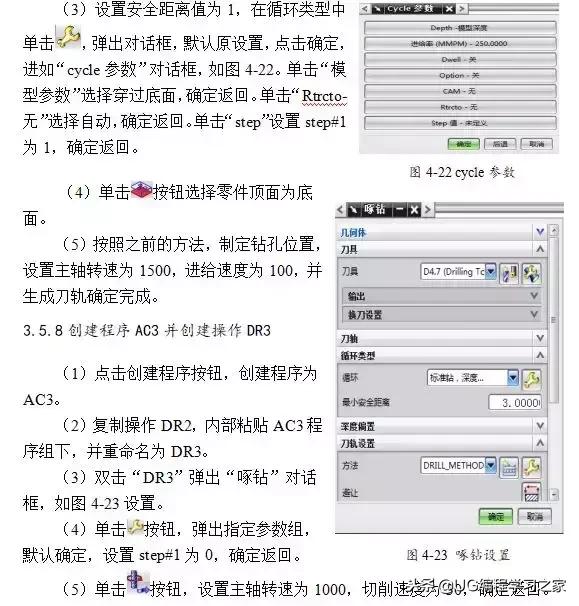
3.5.9创建程序AC4并创建操作DR4
(1)点击创建程序按钮,创建程序为AC4。
(2)单击创建操作按钮,弹出相应对话框,如图4-24设置,点击确定返回,弹出“啄钻”界面如图4-25。
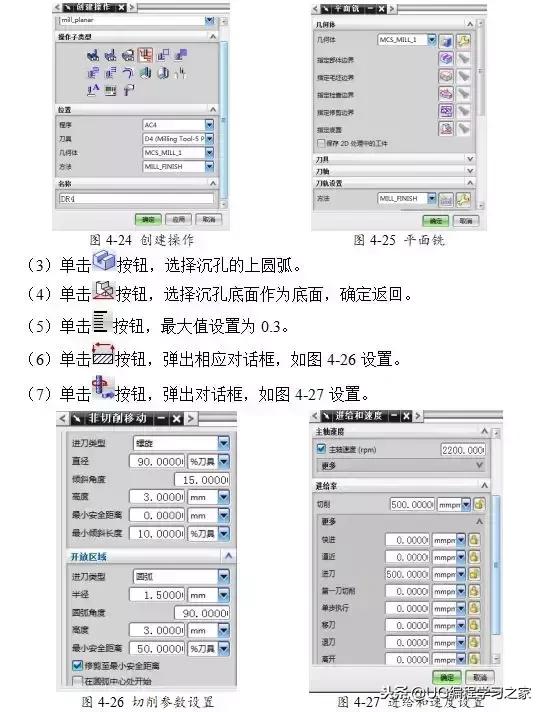
(8)生成导轨,并且确认导轨。
(9)阵列刀具路径,生成加工其它3个孔,如图4-28。
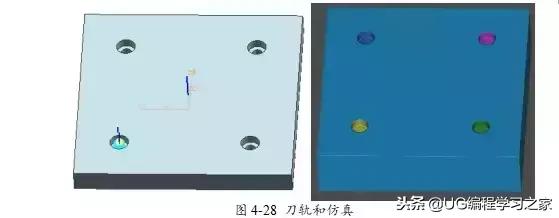
图4-28 刀轨和仿真
3.6创建面的加工工序
3.6.1定义新的加工坐标系、安全平面和工件
(1)单击“几何视图”图标,操作导航器显示几何视图。
(2)单击“创建几何体”图标,弹出相应的对话框,如图4-29设置,确定后弹出“MCS”对话框,如图4-30。

(2)单击“自动判断”按钮选择基准面,加工坐标系会自动定位到此面中心。
(3)设置安全设置选项为“平面”,单击 按钮,设置偏置值为30,并确定返回。
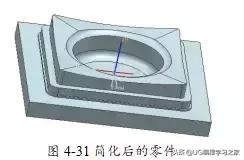
(4)进入“建模”模式,将图层复制进15号图层,并设置为工作图层。用“删除面”功能将四个沉孔删去,结果如图4-31所示。
(5)双击“workpiece-2”,弹出工件对话框,如图4-32所示,选择工件为制定部件。单击“制定毛坯”图标,弹出相应对话框,如图4-33设置。

3.6.2创建程序NC1并创建操作AS1
(1)单击“创建程序”按钮,弹出对话框,如图4-34设置。
(2)单击“创建操作”按钮,弹出相应的对话框,如图4-35设置,确定后,弹出型腔铣对话框,如图4-35。
(3)点击确定后,操作导航器下会显示AS1。
(4)双击“AS1”选项,弹出型腔铣对话框,同图4-36设置。
(5)单击切削层按钮,使范围6成为当前范围,并删除范围6.
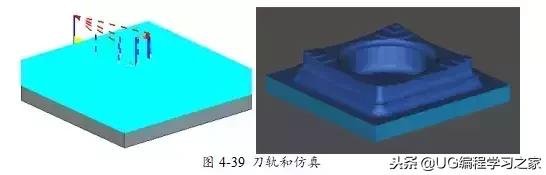
(6)单击切削参数按钮,在“策略”选项下,设置如图4-37。余量中将底部余量设置为0.15,确定返回。
(7)单击非切削移动按钮,如图4-38设置。

(8)单击进给和速度按钮,设置主轴速度为2200,进给率为500,进刀为500,点击确定返回。
(9)生成刀轨,并确认刀轨,确定返回,如图4-39。
3.6.3创建程序NC2并创建操作AS2
(1)点击创建程序按钮,创建新的程序NC2。
(2)点击创建操作按钮,弹出相应的对话框,如图4-40设置,点击确定。
(3)双击“AS2”选项,弹出对话框,如图4-41设置。

(4)点击指定切削区域按钮,选择零件的基准面以上的表面为指定切削区域。
(5)单击切削参数按钮,弹出对话框,在策略选项下,设置如图4-42。连接下,选择直接对部件进刀,确定返回。
(6)单击非切削移动按钮,弹出相应的对话框,如图4-43设置,并确定返回。
(7)单击进给和速度按钮,设置主轴转速为2200,进给速度为2000,进刀为800,并确定返回。
(8)生成刀轨,并确认导轨,确定退出,如图4-44。
(1)单击创建操作按钮,弹出相应的对话框,如图4-45设置,确定后返回。
(2)双击导航条中的的“AS3”按钮,,弹出“固定轮廓铣”对话框,如图4-46设置,选择区域切削,会弹出“区域切削驱动方法”对话框,如图4-47设置,并确定返回。

(3)单击切削参数按钮,选择“在边上延伸”复选框,距离输入2,并确定返回。
(4)单击非切削移动按钮,进刀类型选择“线性”,长度设置为3,并确定返回。
(5)单击进给和速度按钮,设置主轴转速为2200,进给率为2500,进刀为800。确定返回。
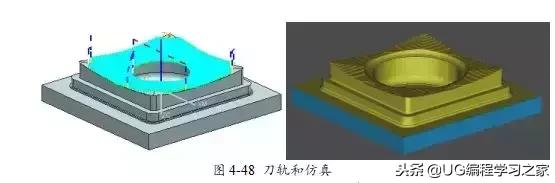
(6)生成刀轨并确认刀轨,确认退出,如图4-48。
3.6.5创建程序NC3并创建操作AS4
(1)点击“创建程序”按钮,弹出对话框,如图4-49设置。

(2)点击“创建操作”按钮,弹出对话框,如图4-50设置,确定返回。
(3)双击导航条中的“AS4”选项,弹出平面铣对话框,如图4-51设置。

(4)点击“面边界”图标,选择底面为面边界,并确定返回。
(5)单击“切削参数”按钮,弹出对话框,如图4-52设置。在余量选项中将壁余量设置为0.5,确认返回。

(6)点击“非切削移动”按钮在,在“进刀”选项中设置封闭区域为“螺旋”,直径为85,高度为2.确定返回。
(7)点击“进刀和速度”按钮,将主轴转速设置为3500,进给率为500,进刀为500,并确定返回。
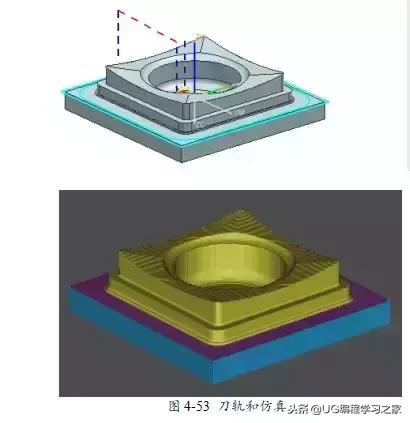
(8)生成刀轨,并确认刀轨,确定退出,如图4-53。
3.6.6创建程序NC4并创建操作AS5
(1)参照4.2.8的方法创建程序NC4,复制操作AS2。内部粘贴在NC4程序组下,并重命名为AS5,精加工外侧面。完成后,操作导航器如图4-54所示。
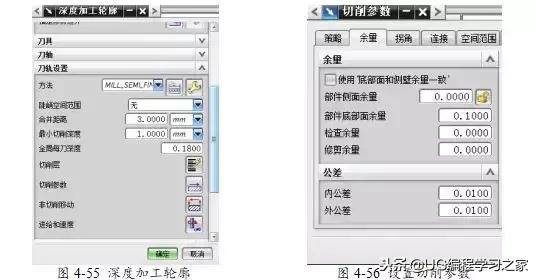
(2)双击“AS5”选项,弹出相应对话框,如图4-55设置。
(3)单击“指定切削区域”,点击“全重选”,选择外表面。
(4)单击“切削参数”按钮,如图4-56设置。
(5)单击“进给和速度”按钮,设置主轴转速为3500,进给率为1000,进刀为800,确定返回。
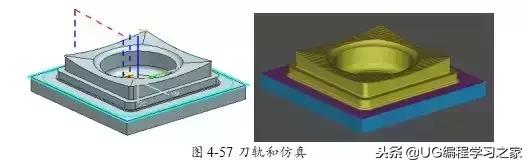
(6)生成刀轨,并确认刀轨,确定退出,如图4-57。
3.6.7创建操作AS6
(1)点击“创建操作”按钮,弹出对话框,如图4-58设置。
(2)双击导航条中的“AS6”选项,弹出相应对话框,如图4-59设置。

(3)点击“指定切削区域”为零件的内表面。方法为“表面积”。
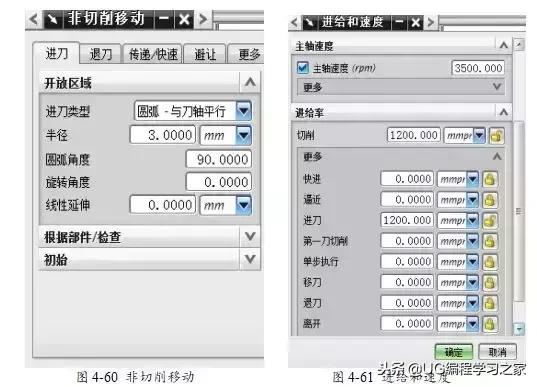
(4)点击“非切削移动”按钮,弹出对话框,如图4-60,设置。
(5)点击“进给和速度”按钮,弹出对话框,如图4-61设置。
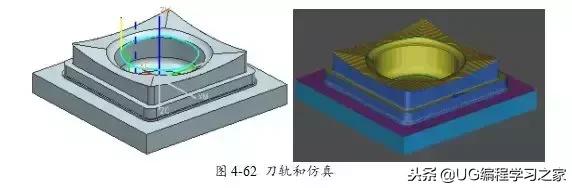
(6)生成刀轨,并确认导轨,确定退出,如图4-62。
3.6.8创建程序NC5并创建操作AS7
(1)参照4.2.8的方法创建程序NC5,复制操作AS5。内部粘贴在NC4程序组下,并重命名为AS7,外侧清根加工。
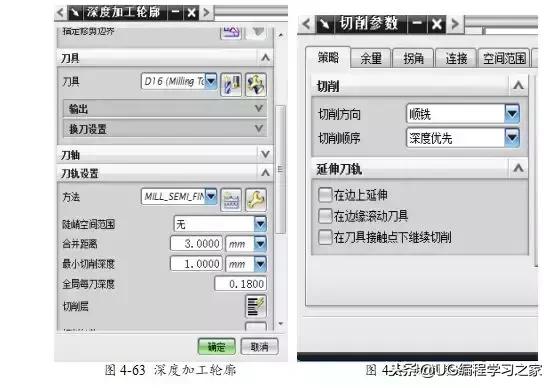
(2)双击导航条中的“AS7”选项,弹出相应对话框,如图4-63设置。
(3)单击“切削参数”按钮,如图4-64设置。
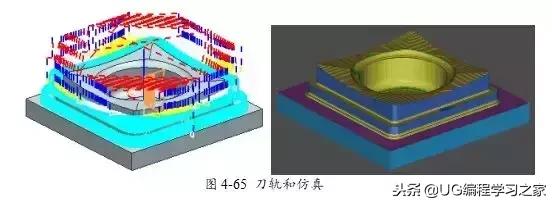
(4)生成刀轨,并确定刀轨,确定退出,如图4-65。
3.6.9创建操作AS8
(1)参照4.2.8的方法复制操作AS7。内部粘贴在NC5程序组下,并重命名为AS8,内侧清根加工。
(2)双击导航条中的“AS8”选项,弹出相应对话框,如图4-66设置。
(3)点击“指定切削区域”按钮,选择型腔的表面。


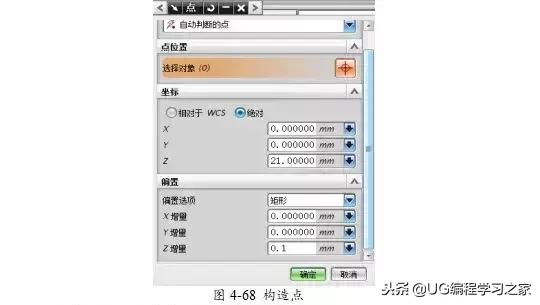
(5)点击“点构造器”按钮,弹出对话框,如图4-68设置,选择型腔圆心。确定返回。
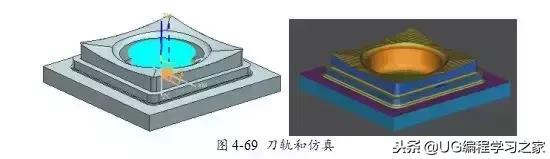
(6)生成刀轨,并确认刀轨,确定退出,如图4-69。
3.6.10创建程序NC6并创建操作AS9
(1)点击“创建程序”按钮,创建程序NC6。
(2)点击“创建操作”按钮,弹出对话框,如图4-70设置,确定返回。
(3)双击导航条中的“AS9”选项,弹出相应对话框,如图4-71设置。

(4)单击“指定切削区域”按钮,选择零件顶面为切削区域。
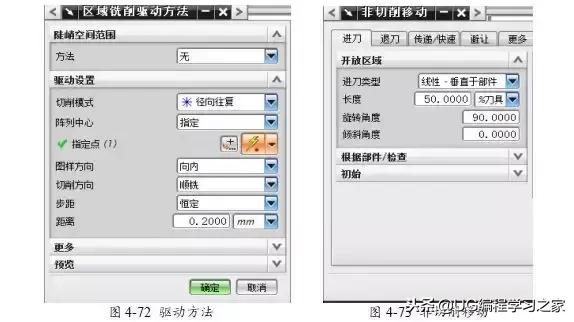
(5)方法选择“区域铣削”,弹出相应的对话框,如图4-72设置。选择型腔圆弧中心为阵列中心,确定退出。
(6)单击“非切削移动”按钮,弹出对话框,如图4-73设置。
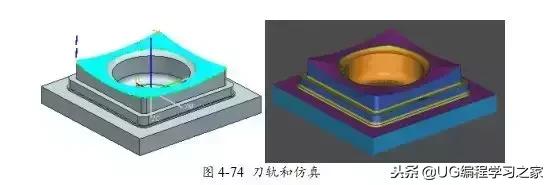
(7)单击“进给和速度”按钮,设置主轴转速为3500,进给率为1200,进刀为600,确定退出。
(8)生成刀轨,并确认导轨,确定退出,如下图4-74。
6.11创建程序NC7并创建操作AS10
(1)点击“创建程序”按钮,创建程序NC7。
(2)点击“创建操作”按钮,弹出对话框,如图4-75设置,确定返回。
(3)双击导航条中的“AS10”选项,弹出相应对话框,如图4-76设置。

(4)单击“非切削移动”按钮,弹出对话框,如图4-77设置。
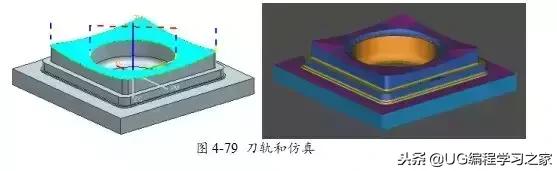
(5)单击“进给和速度”按钮,如图4-78设置主轴转速为4000,进给率为300,进刀为200,确定退出。

(6)生成刀轨,并确认导轨,确定退出,如图4-79。
第四章 后处理生成程序
4.1后处理
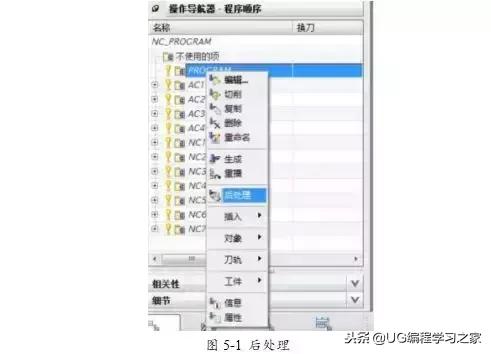
在“PROGRAM”上右键弹出菜单,选择“后处理”选项,弹出后处理器,在其中选择后处理文件,如图5-1。
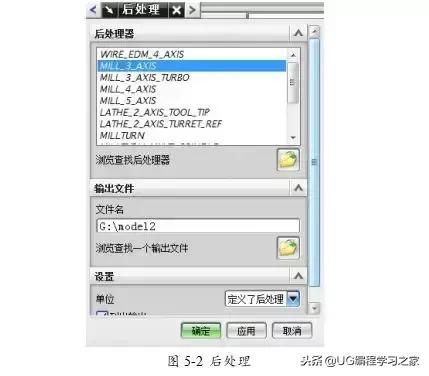
这里选择已经编辑设置好的MILL-3- AXIS系统后处理文件,指定存放位置,确认输出,生成G代码,至此,加工完成。如图5-2。
4.2生成程序
由于生成的程序太多,在此只截取部分程序,如图5-3.
当你想学UG编程,找不到学习的方法?
想是问题做才是答案,提供免费的视频资料 UG软件等各种一切免费资料
私信回复: UG
可以领取学习资料,祝大家学有所成!
相关参考