数控车床宏程序钻孔怎么编(数控加工侧洗头(90度)打孔编程方法讲解(手编)转载)
Posted
篇首语:自由的生活方式是借知识和洞察获得的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床宏程序钻孔怎么编(数控加工侧洗头(90度)打孔编程方法讲解(手编)转载)相关的知识,希望对你有一定的参考价值。
数控车床宏程序钻孔怎么编(数控加工侧洗头(90度)打孔编程方法讲解(手编)转载)
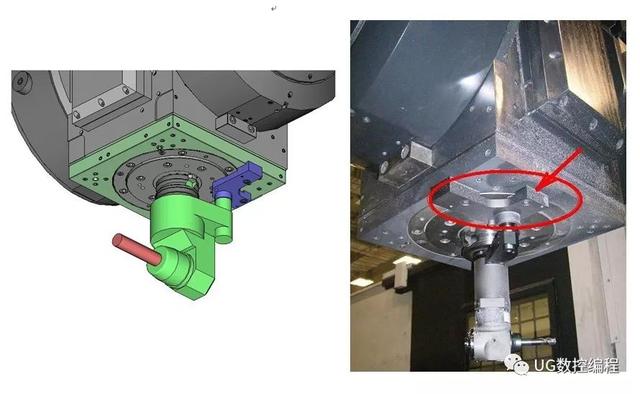
角度头怎样与机床主轴(spindle)连接。
角度头的应用。


角度头的方向(这种角度头有称之为侧铣头)。
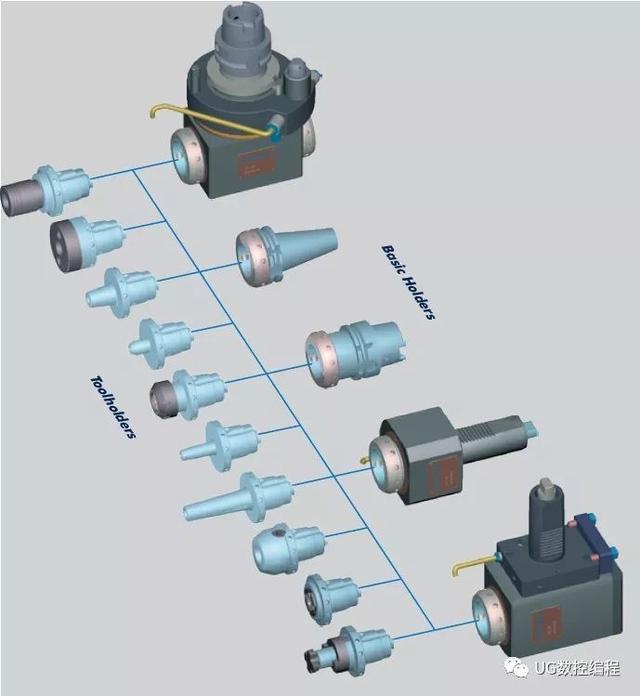
从角度头与主轴的连接可以看出,当主轴定位后(如M19),通常角度头的朝向只有一个,所以在加工几个方向时需要几个角度头(如上图5个角度头)。但是即使是一个方向,可以用多种刀具。
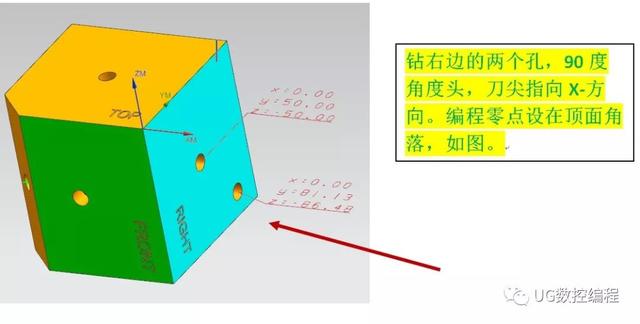
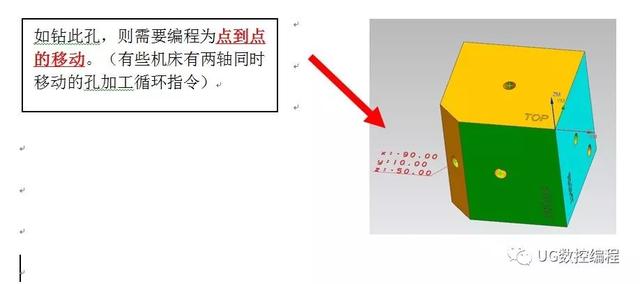
⑥角度头的编程举例。
代码:
G40 G90 G80 G49
G91 G28 Z0.0 X0. Y0.
T1 M06
G17 G54 G90 G0 Y50. X20. (刀尖位于孔右上方)
S1000 M04 (反转,通过角度头后变成正转)
G43 Z-50. H01 M08 (下到第一个孔的中心)
G19 (YZ平面加工)
G98 G81 Y50. Z-50. X-10. F250. R3. (孔中心:Y50. Z-50. 孔深-10.)
Y81.13 Z-86.48 (钻第二个孔)
G80 G00 X20. (往X+方向移动,离开工件)
G17
G91 G28 Z0.0
G91 G28 X0.0 Y0.0
M30
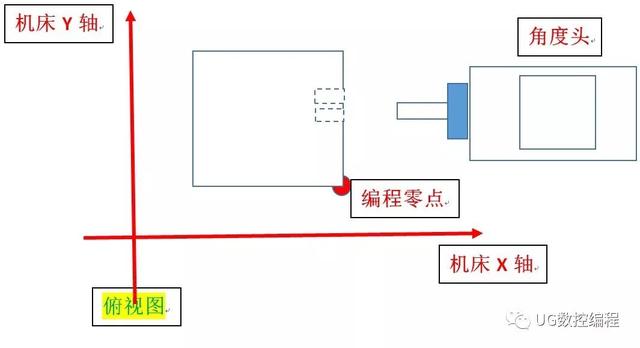
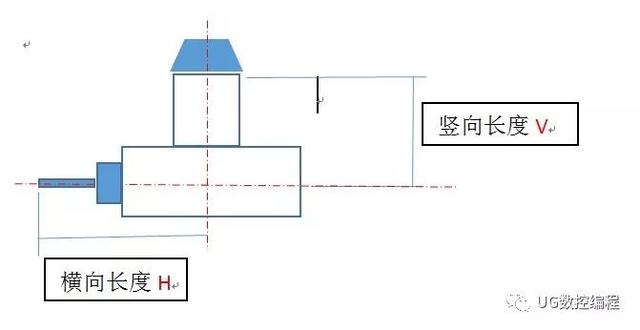
⑦角度头的长度读取与加工坐标的设置。
问题:如下图,机床是怎样读取角度头的横竖长度(VH)的呢?
先看坐标的设置:
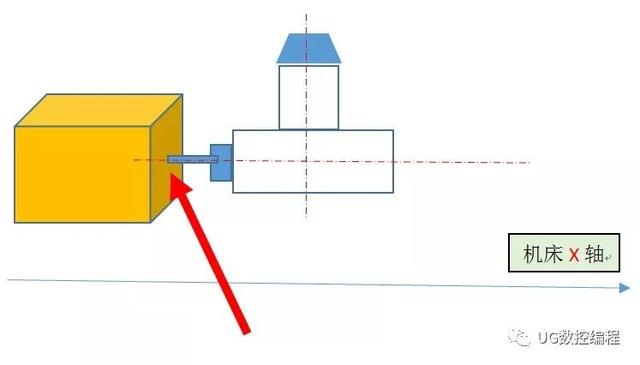

(重点)G54的X:(此时机床已考虑了横向长度H)
刀尖碰工件侧面,读取机床X坐标设为G54的X 坐标, (如法拉克按钮MEASURE)
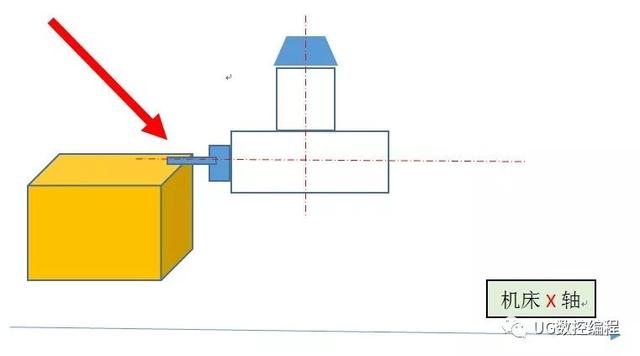
(重点)G54的Z:(此时机床已考虑了竖向长度V)
刀径碰工件顶面,读取机床Z坐标,再下降一个半径值,设为G54的Z 坐标。

G54的Y坐标设置:
刀径碰工件前面,读取机床Y坐标,再移动一个半径值,设为G54的Y 坐标。与一般设定一样。
总结:
1. 角度头的长度是通过设置坐标来计算在内的,(可以不必知道角度头的横竖准确长度VH)。
2. 简单的角度头在主轴定位后,通常只能加工一个方向。
⑧加工面不平行机床轴向。
⑨机床的可选项功能(option)。
1. 有些高端机床可能有角度头的参数设置,如横竖长度。

2. 有些高端机床可能有特定的参数设置界面,如:
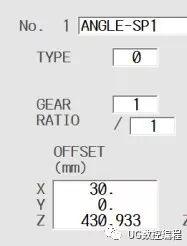
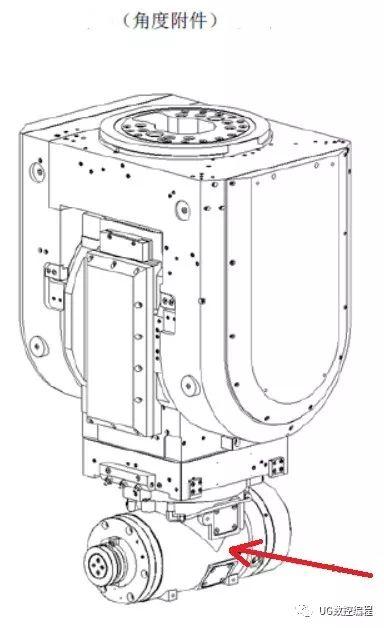
⑩机床的附件(attachment)。
1. 以上所讲是比较小的角度头,可以考虑直接从刀库自动换刀,有些角度头尺寸较大,如下图,称之为附件。通常这种附件是有附加的存储空间(attachment room).
附注:
1. 可调角度头。
如下图,这种角度头的编程通常用到宏程序读长度补偿。

2. 角度头的软件编程。
角度头的编程通常用到宏程序读长度补偿。如果软件后处理得当,最好是软件编程,通过软件来考虑长度补偿。
相关参考
...的分类与应用范围第三节数控机床的主要性能指标第二章数控车床编程简介第一节数控车床编程基础第二节数控机床常用刀具和切削用量的选择第三章FANUC-0i数控系统编程与操作第一节程序格式与相关编程知识第二节G代码编程与...
数控车床钻孔宏程序实例(VERICUT仿真fanuc系统X向钻孔)
在使用FANUC15T-T/FANUC15T控制系统对X向钻削轨迹进行模拟时,需要注意的是由于此种情况下钻削运动为X轴的移动,此时控制孔位钻削深度位置是由钻削指令段中的X数值所确定的而不是由Z数值所决定,因此需要将X字地址添加定义若...
好久没有写字发原创文章,新产品生产忙时间不多了,经常加班,忙里偷闲今天和大家分享一下,法拉克铣削斜坡面的宏程序模板,了解和掌握宏程序对大家日常生产有很大作用。今天隔壁冲压钣金车间拿过来一个折弯90度简单...
数控车床钻深孔(数控车如何利用宏程序在深孔钻削加工中轻松排屑并保护刀具?)
今天我们来讲解一个钻深孔的宏,我们都知道我们在钻深孔的时候由于钻头难以冷却,铁销难以排出,会造成钻头寿命减短,卡削,严重会断钻头,今天我们利用宏程序可以让钻头得到冷却,铁销容易排出,合理保护刀具寿命,...
数控机床自动排屑装置设计(数控车如何利用宏程序在深孔钻削加工中轻松排屑并保护刀具?)
...成钻头寿命减短,卡削,严重会断钻头,今天我们利用宏程序可以让钻头得到冷却,铁销容易排出,合理保护刀具寿命,我们来看下图:从上图可以看出,我们需要钻孔直径为12,长度100,我们一般G代码G74循环代码,难以达到理...
数控车床内圆R角怎么编(数控车上加工圆弧螺纹宏程序,这个案例值得你学习)
运用宏程序编程优点还很多,比如说刀具寿命管理,安全预测程序开发,数控G指令开发,产品、磨具参数化编程等等。学会宏程序编程是一件多么夸姣的事啊!说起大螺距圆弧螺纹加工,批量生产大多用旋风铣来加工可是一些...
...那么,遇到这类零件如何编程呢?很棒的方法就是利用宏程序,那么我给你讲三点,让你明白此类零件的宏程序编程思路。一、三角函数先回顾下数学中的三角函数(如下图)如上图,已知夹角a,sina=BC/ACcosa=AB/ACtana=BC/AB那么知...
数控镗铣床怎么加工内螺纹(邹军:铣削螺纹 --普通程序VS 宏程序)
螺旋插补铣普通程序%(分层-3刀)O442N1T1M06G90G00G54G40G17G94X0.000Y0.000S3979M03G43H1Z15.000M08G90G01X7.976Y-7.976F5000G90Z-20.000G91G01G42D1X-1.414Y1.414Z0.000F1289G01X0.000Y6.562Z0.125G03X0.000Y0.000Z1.000I-6.562J0.000F3302G03X0.000
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...