数控车床夹头怎么打表(精密模具加工的8个常见误区,解决后加工能力更上一层)
Posted
篇首语:善行无辙迹、善言无瑕谪。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床夹头怎么打表(精密模具加工的8个常见误区,解决后加工能力更上一层)相关的知识,希望对你有一定的参考价值。
数控车床夹头怎么打表(精密模具加工的8个常见误区,解决后加工能力更上一层)

我们知道电火花加工是电解蚀除工件,电化学则是电解液溶解工件,相对来说,电火花加工现在已经很普及。

例如在模具制造中,电火花加工就是一项重要的艺。不过模具工厂里的一些技术误区会导致数控电火花加工达不到预期的精度、表面、效率等要求,下面我们来对这些常见的问题进行分析讲解。
Q1
电极碰工件分中时,经常打偏
使用电极直接碰工件的方法,属于面接触。接触面之间不可避免地存在或多或少的细微物,接触面也存在装夹精度误差,它们将直接影响找边、分中的精确度。使用这种方法,必须严格要求将接触面擦拭干净,但由于还是有人为因素的存在,精度会有不稳定的情况。
对于数控放电机,推荐使用基准球分中的方法,这是模具工厂放电必备的方法。通常的做法是:
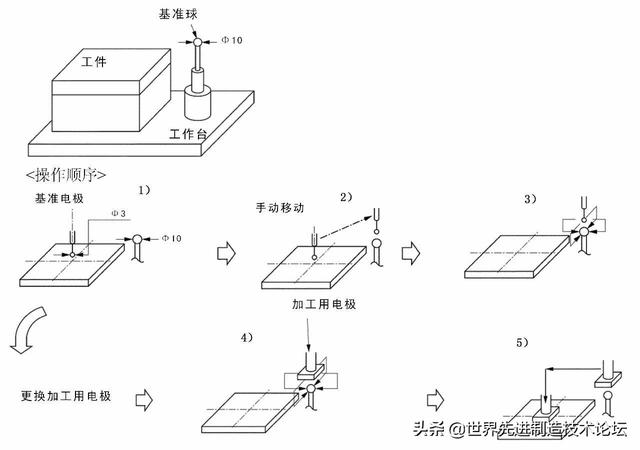
具体步骤:
装夹工件;在工作台上放一个基准球;在主轴头上安装测头;使用测头对工件分中;使用测头对基准球分中;取下测头,安装电极;之后的电极都是对基准球进行分中。
由于分中过程都是点对点的感知接触,因而可实现μm级的高精度定位精度。另外,电极分基准球的过程移动距离变小,可充分利用机床的行程,效率也提高了。
Q2
一直选用同一种电极材料
国内大多数模具企业使用紫铜作为电极材料。在追求高效率加工的今天,你是否去考察过石墨电极的加工优势?或许你会简单地认为石墨电极只适用于大型模具加工或者粗加工。事实上,这种认识是片面的或者还停留在传统的制模观念。

当前越来越多的模具企业,开始使用石墨电极来大幅度缩短模具制造周期。因为无论是铣削电极还是放电加工的过程,都能节约大概50%的时间,这是石墨电极的显著优势。另外,石墨做大电极重量轻,窄缝加工不容易变形,CNC铣削没有毛刺,可设计整体电极来减少电极数目等等,都充分体现了石墨材料的优势。当然了,在要求Ra0.4μm以下的精细表面加工,石墨加工就不太合适了。
对于微细类加工,要求极低的电极损耗。这时就有必要选用优质的紫铜电极或者铜电极。对于高附加值零件的放电加工,使用价格更昂贵的铜钨合金能获得更小的电极损耗,尤其在加工硬质合金类工件。
Q3
电极火花位偏小,降低加工效率
很多企业都是从使用传统放电机升级到数控放电机,不少工厂在使用数控放电机时,电极火花位工艺仍然参照传统放电机,比如粗加工粗加工电极火花位取单边0.15mm,精加工电极取单边0.06mm。
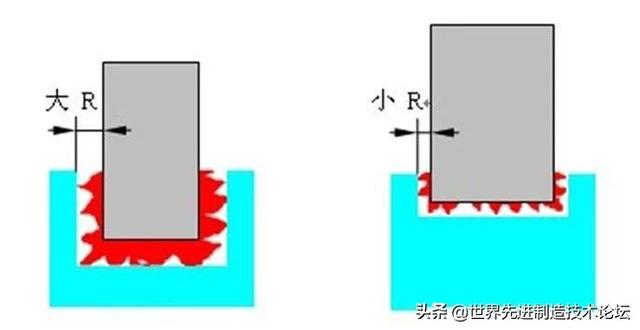
偏小的电极火花位大幅度限制了数控放电机不能使用更大的电流来进行高速加工。事实上,在高速切入加工后,只需通过平动加工即可快速修光型腔侧面,这是实现放电表面、效率、精度指标完美效果的工艺方法。这里提供一个参考,数控放电机的粗加工电极火花位取单边0.3~0.15mm,精加工电极取单边0.15~0.1mm。需要参照放电面积与加工量,在面积允许的情况下,尽可能将火花位做大一些,可获得甚至是高达几倍的加工效率。
Q4
仍然使用手动夹头安装、调整电极
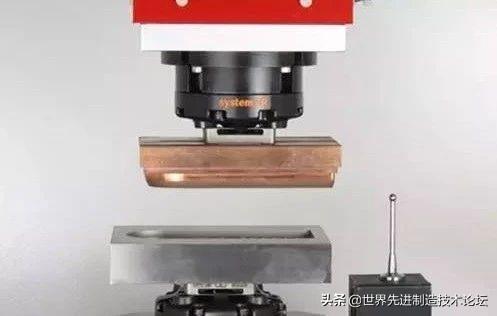
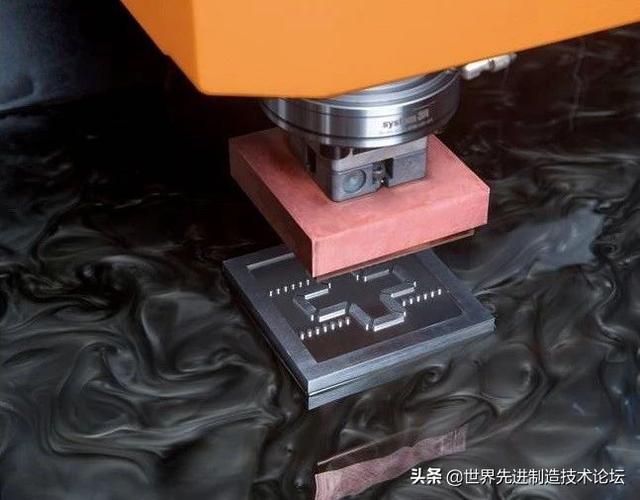
企业出于实力或者成本的考虑,使用传统的手动夹头安装、调整电极,这种方法简单实用,被普遍使用。但一些企业购买了几十万的数控放电机,仍然在使用传统夹头。
使用传统的手动夹头,机床的实际利用率并不高,在不能满足生产效能的情况下只能花更多的资金投资增加放电机床。事实上,好马需配好鞍,数控机应配置如3R快速装夹定位夹具,可以省去人工打表的过程,减少了机床频繁的待机,提高了生产效能。

Q5
使用数控机床,不用侧打与斜打功能
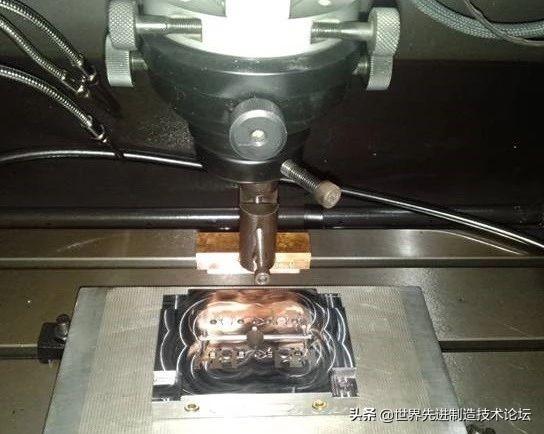
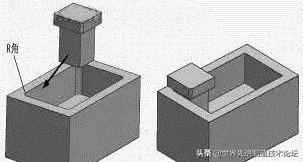
数控放电机可实现侧打、多轴加工。图示为一注塑模的成型镶件,四周有比较薄、深的胶位,此部位适合侧打。

放电清除切削加工后剩下的刀具R角,是比较常见的加工类型,如果采用X、Y、Z三轴联动的方法,即斜向加工,可避免因加工部位面积小而发生放电不稳定、电极局部损耗的现象。
Q6
大面积的高光洁度加工难以达到要求
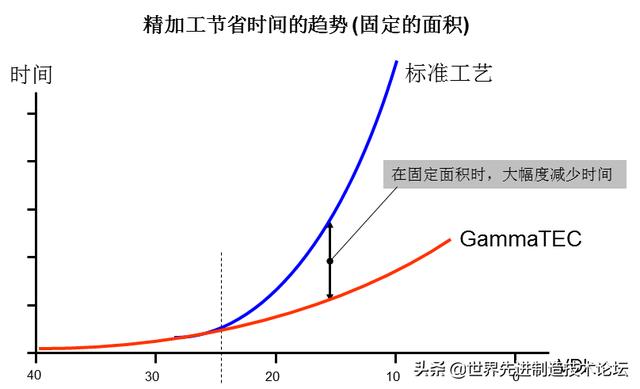
如果模具放电加工都属于大面积(30平方厘米以上)类型,并且表面都要求在VDI18以下,要求均匀一致的火花纹理,像电视遥控器类型腔。那么放电加工就是一个头痛的问题,经常会为了纹理作反反复复的修整,加工效率也很低。
如果是批量放电加工大面积、大型腔类模具,应考虑使用混粉加工技术,可大幅度提高加工效率,更容易获得大面积的精细纹理或者镜面。
Q7
不正确的放电加工表面品质控制
一些模具企业,制造的模具要求并不是很高,放电部位基本都要后续进行抛光处理。在这种情况下,模具放电加工却在追求VDI18(Ra0.8μm)以下甚至是镜面加工的要求,而同时又在抱怨放电速度太慢,交期来不及。
应根据模具不同的要求来正确控制放电表面品质,分清楚放电的优先级是效率还是品质。对于大多数后续要进行抛光处理的加工部位,放电加工达到VDI22(Ra1.25μm)或以上即可。对于细微的部位,为避免抛光变形可以加工精细些。这里需要强调的是,在追求VDI22以下的高品质亚光表面要求时,放电时间会大幅度增加,同时电极损耗也会增加。
Q8
镜面放电加工误区
对于没有接触过镜面放电加工的模具企业,对这门技术会颇感兴趣。但遗憾的是,由于缺乏实践经验,他们的一些不正确的认知,导致出现加工失败的案例。
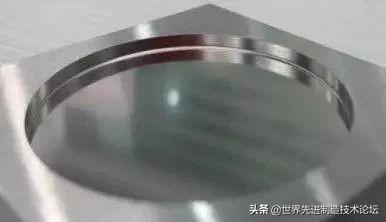
事实上,对于数控放电机来说,实现镜面加工并不难,而像VDI7(Ra0.2μm)级别的亚镜面才是具有极高的加工难度。能否实现高品质的镜面效果,除选用的加工参数外,其很大程度取决于工件材料,某些材料如SKD11、DC53、仿冒S136是无论如何也达不到好的镜面效果,因此一定要判断材料再决定进行镜面放电,否则可能会浪费时间而达不到要求。而对于电极来说,并没有那么严格的要求,并不是要求电极必须进行镜面抛光处理。
镜面加工的主要经验是时间的控制。多大的面积,应该设定多少时间,有经验的师傅可灵活地实现高效率的镜面生产,没有经验的情况下就只能依赖数控机床的专家系统,慢悠悠地进行放电加工,反正品质是有保证的...
上述即是模具加工中常存的8大误区了,不得不说很多是源于对传统加工理念的依赖,这也说明加工工艺的改进,设备层面是一方面,理念革新也要随之跟上,才能有效的实现如今的精密加工要求。
内容来源:夹具侠,侵权烦请联系删文。
相关参考
数控车床加工轴为什么中间跳动大(数控铣床加工零件常见问题及解决方法,请收藏)
...复杂,批量小。钛浩机械是以回转顶尖、丝杠、轴加工、数控车床加工、刀柄刀杆、夹头接杆为公司的主打产品,这类产品需要经常改装或调整设备,普通机床或专用化程度高的自动化机床已不能适应这些要求。为了解决上述问...
数控车床液压夹头怎么调松紧(浅谈数控车床的精度问题与日常保养)
数控车床所应用的自动控制技术、自动检测技术和精密机械设计和制造等先进技术的高新技术的产物,是技术密集度及自动化程度都很高的、典型的机电一体化产品。与普通车床相比较,数控车床不仅具有零件加工精度高、生产...
THK6380加工中心主轴部件结构图,加工中心主轴主要由四个功能部件构成,分别是主轴、刀具自动夹紧机构、切屑清除装置和主轴准停装置。其中主轴11的前支承配置了三个高精度的角接触球轴承,用以承受径向载荷和轴向载荷,...
丝锥用时间长了会钝,钝了的丝锥千万别扔掉,磨一磨还能用。俗话说的好,新三年、旧三年,“缝缝补补”又三年,这样不仅节约了成本又不失利用价值,两全其美!磨丝锥是个技术活,不是一天两天能练成的,看看老外这手...
滚齿机数控芯轴怎么调(弹簧夹头图纸分享:涨套夹具经典结构和案例有哪些?)
...列产品,主打:ER弹簧夹头,高精度弹簧夹头,5C夹头,数控车床弹簧夹头,津上弹簧夹头,西铁城弹簧夹头等精密五金配件产品,是正规的弹簧夹头厂家,可来图纸定做加工,品种齐全、价格合理,实力雄厚,重信用、守合同...
滚齿机数控芯轴怎么调(弹簧夹头图纸分享:涨套夹具经典结构和案例有哪些?)
...列产品,主打:ER弹簧夹头,高精度弹簧夹头,5C夹头,数控车床弹簧夹头,津上弹簧夹头,西铁城弹簧夹头等精密五金配件产品,是正规的弹簧夹头厂家,可来图纸定做加工,品种齐全、价格合理,实力雄厚,重信用、守合同...
数控车床夹头厂(CNC40钨钢数控车床夹头的工作原理与技术优势)
CNC40钨钢数控车床夹头的工作原理与技术优势:CNC40钨钢数控车床夹头是一种用来装置在车床上的一种用来禁锢钻度头或者是铣刀的一种筒形的夹具,是一种用来固定加固需要问改造的零件的一种固定装置。在弹簧夹头的运用中...
...误区,机械密封本身是一种要求较高的精密部件,对机械加工、装配质量都有很高的要求,在使用机械密封时,更应分析使用机械密封的各种因素。1、机械密封概述:本文分析总结了泵机械密封常见的渗漏部位、渗漏原因和对...
数控车床夹头用什么材料(车床弹簧夹头厂家告诉你:车削加工的特点及应用)
车床弹簧夹头厂家告诉你车削加工的特点及应用:车削加工是在车床上利用车刀对工件的旋转表面进行切削加工的方法。车削加工时,工件的回转运动为主运动,车刀相对工件的移动为进给运动。它主要用来加工各种轴类、套筒...
数控车用弹簧夹头型号(弹簧夹头、铣夹头、快换刀架、砂轮修整器、数控刀柄等系列产品)
顶尖系列精密平口钳系列磨刀机系列铣夹头系列数控刀柄系列公司主要生产各类弹簧夹头、铣夹头、钻夹头、顶尖、接杆、变径套、万能镗头、分度头、回转工作台、快换刀架、砂轮修整器、数控刀柄、精密平口钳、磨刀机等系...