数控车床外圆车凹圆弧(分享一点关于数控铣手动编程(宏部分)的总结一小点知识)
Posted
篇首语:亦余心之所善兮,虽九死其犹未悔。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床外圆车凹圆弧(分享一点关于数控铣手动编程(宏部分)的总结一小点知识)相关的知识,希望对你有一定的参考价值。
数控车床外圆车凹圆弧(分享一点关于数控铣手动编程(宏部分)的总结一小点知识)
以前在数控铣编程中,最不喜欢编制的就是关于倒角倒圆弧之类的宏程序编制,今天整理电脑资料时,觉得还舍不得扔掉,但是现在基本上也不常用了,索性发在网上,

希望对初学者有点帮助吧!高手路过即可!(以上主要用FANUC和HNC两种系统!
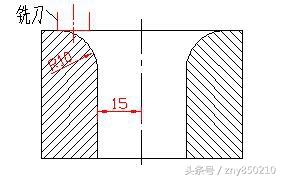
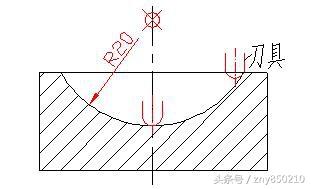
一、立铣刀倒凹圆弧: (不加刀补)

#1=-30
#2 = -90
#3 = 20 ( 圆弧半径 )
#4 = 6 ( 刀具半径 )
WHILE [ #1 GE #2 ] DO1
#5 = [ #3 - #4 ]×COS [ #1 ] ( X值 )
#6 = #4 ×SIN [ #1 ] (Z值 )
G1 X [ #5 ] Y 0 F 500
Z [ #6 ]
G2 I [ -#5 ]
#1 = #1 - 5
END1
二、立铣刀倒圆角: (加刀补 )
刀具半径为5
#1=90
#2=0
#3=5
#4=6
WHILE [ #1 GE #2 ] DO1 注:华中格式不加 DO1
N1 #10=[#4]×SIN[#1]-#4 ( Z值 )
#11 = #4-[ #4 ]×COS [ #1 ]-#3 ( 刀补 )
…
G1Z [ #4 ]F200
…
G10 L12 P02 R[#11]
G41/G42 X… Y… D02
…
#1= #1-3
END1 注:华中格式为 ENDW
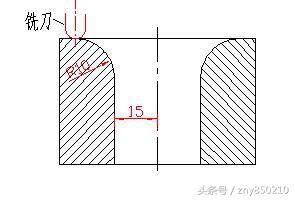
三、立铣刀倒圆角: ( 不加刀补 )
刀具半径为5
#1=90
#2=0
WHILE [ #1 GE #2 ] DO1 注:华中格式不加 DO1
N1 #3 =-25+10×COS [ #1 ]+5 ( X值 )
#4 =10×SIN [ #1 ]-10 ( Z值 )
G1X [ #3 ] Y 0 F400
Z [ #4 ]
G2 I [-#3 ] F1000
#1= #1-5
END1 注:华中格式为 ENDW
球头刀倒圆角: ( 加刀补 )
华中格式:
#1=90
#2=0
#3=5 ( 刀具半径 )
#4=5 ( 圆角半径 )
WHILE [ #1 GE #2 ]
#10= [ #3+#4 ]×SIN [ #1×PI/180 ]― #3 ― #4 ( Z值 )
#110= [ #3+#4 ]×COS [ #1×PI/180 ]―#4 ( 刀补 )
… #11= [ #3+#4 ]×COS [ #1 ]―#4 ( 刀补 )
… G10 L12 P02 R [ #11 ]
G1Z [ #10 ] F… G42 …… D02
G42 …… D110
…
…
#1 = #1-5
ENDW
注:当对刀补附值时,华中格式用“#100”以后的表示,而法那克用“可编程数据输入G10”如以上加粗部分
四、立铣刀加工球面:
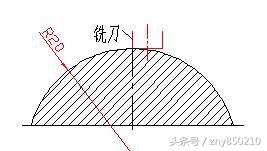
该程序适用于法那克系统:
…
G0 X8 Y0
Z 2
M 8
G1 Z0 F50 (刀具移动到工件表面的平面)
#1 = 0 ( 初始角度 )
#2 = 20 ( 球半径 )
#3 = 8 ( 刀半径 )
#6 = 90 ( 角度终止值 )
WHILE[#1GE#6]DO1
#4 = #2×[1-COS [ #1 ] ] ( Z值 )
#5 = #3+ #2 ×SIN [ #1 ] ( X值 )
G1 X [ #5 ] Y0 F200
Z [ -#4 ] F50
G2 I [ -#5 ] F 200
#1 = #1+1
END1
…
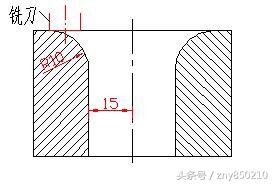
五、球头刀倒凹圆弧: (加刀补)
#1=-30
#2=-90
#3=4(刀具半径)
#4=20(圆半径)
WHILE[#1GE#2]
#10=[#4-#3]×SIN[#1×PI/180]-#3(Z值)
#110=[#4-#3]×COS[#1×PI/180](刀补)
没看明白的可交流!



相关参考