数控车床四工位刀架换刀过程(数控车削加工对刀方法,不会找机床坐标原点,永远也学会加工)
Posted
篇首语:莫道桑榆晚,为霞尚满天。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床四工位刀架换刀过程(数控车削加工对刀方法,不会找机床坐标原点,永远也学会加工)相关的知识,希望对你有一定的参考价值。
数控车床四工位刀架换刀过程(数控车削加工对刀方法,不会找机床坐标原点,永远也学会加工)
程序输入数控系统并校验合格以后,操作者是不是就可以启动数控车床加工工件呢?不是的,加工零件按顺序从系统校验合格,就要进行对刀操作,对切削参数进行合理调整,最终确定的加工程序。
外圆车刀试切法对刀法
机床坐标系
由机床生产厂家规定的,以机床某一固定点为坐标原点而建立的坐标系称为机床坐标系。
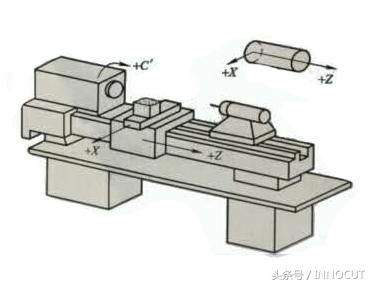
按JB3051-82的规定,车床主轴中心线为Z轴,垂直于Z轴的为X轴,车刀远离工件的方向为两轴的正方向。
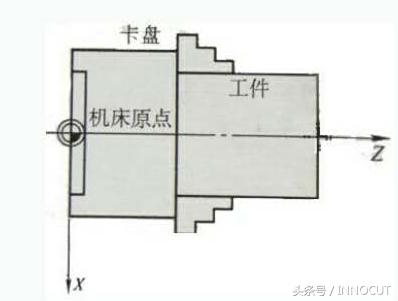
机床原点(机床零点)一般定在主轴中心线(即z轴)和主轴安装夹盘面的交点上。
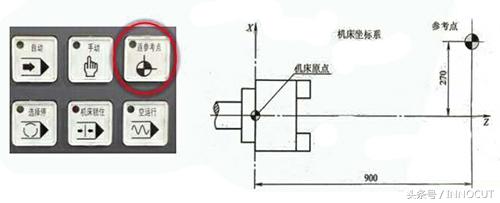
数控装置通电时并不知道机床原点,为了在机床工作是正确建立机床坐标系,通常在每个坐标轴承的移动范围内设置一个机床参考点(测量起点),机床启动时,首先要进行机动或手动的回参考点,以建立机床坐标系,机床原点实际上是通过返回(或称寻找)机床参考点来确定的。
工件坐标系
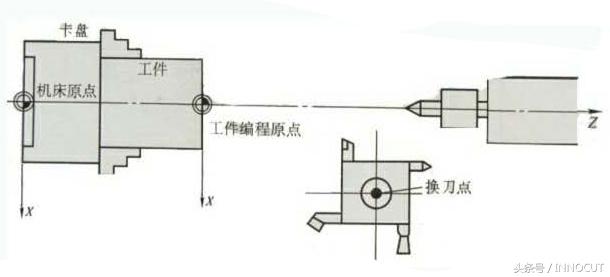
用户确定的编制加工程序的基准点(零点)称为工件原点,数控车床的工件原点一般定为零件精加工右端面与轴心线的交处,以工件原点所构砀坐标系称为工件坐标系。
工件坐标系的x和Z坐标轴与机床坐标系的x和z坐标轴平行且方向相同。
对刀的方法
对刀的作用是找到工件坐标系与机床坐标系之间的关系,数控车削加工中,应首先确定零件的加工原点,以建立准确的加工坐标系,同时考虑刀具的不同尺寸对加工的影响,这些都需要通过对刀来解决。
试切对刀的过程
1. 夹持工件,换需要对的刀具到刀架当前位。
2. 在手动操作方式下,启动主轴,用当前刀具在加工余量范围内试切工件外圆,车的长度必须能够方便测量,X轴不要移动,沿Z的正方向退出来,停主轴。

3. 测量所车的外圆尺寸Xa.
4. 按“OFS/SET”键,按CRT屏下“刀偏”软键。
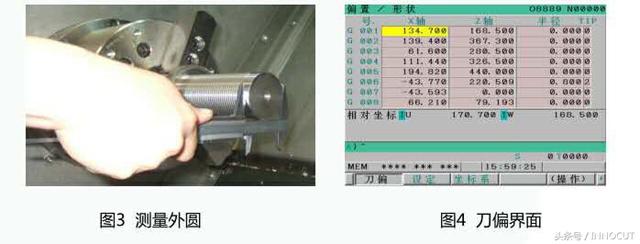
5. 按CRT屏下的软键“形状”。
6. 将光标移到与刀具号相对应的位置后,输入“Xa”,按CRT屏下的软键测量,在对应的刀补位上生成对应刀补值。

7. 在手动方式下,再用该把刀去车工件端面,车平端面后,沿X正方向退出来,Z方向不动,停主轴。
8. 按“OFS/SET”键,进入“形状”补偿设定界面,将光标移动到与刀位号相对应的位置后,输入“ZO”,按CRT屏下的软键“测量”,在对应的刀补位上生成准确的刀补值。

相关参考
数控车床自动换刀(FANUC系统数控车床四工位刀架手动换刀PMC设计)
...通,万事大吉!工作顺利,身体健康!一、刀架换刀原理数控车床使用的回转刀架是最简单的自动换刀装置,有四工位和六工位刀架,回转刀架按其工作原理可分为机械螺母升降转位、十字槽转位等方式,其换刀过程一般为刀架...
数控车床排刀装刀方法(FANUC系统数控车床四工位刀架手动换刀PMC设计)
...通,万事大吉!工作顺利,身体健康!一、刀架换刀原理数控车床使用的回转刀架是最简单的自动换刀装置,有四工位和六工位刀架,回转刀架按其工作原理可分为机械螺母升降转位、十字槽转位等方式,其换刀过程一般为刀架...
数控刀架换刀不(您有一份数控机床自动换刀装置动画演示待收,速领)
...而提高机床的加工效率和加工精度。按换刀方式的不同,数控车床的刀架系统主要有回转刀架、排式刀架和带刀库的自动换刀装置等多种形式。图为电动刀架,图源网络对刀架的基本要求:1.换刀时间短,以减少非加工时间。2....
数控车床回转刀架结构设计(数控车床维修16例-刀架换刀有时不到位,依然执行自动进给)
例3、刀架换刀有时不到位,依然执行自动进给2012.9.4机床型号:CK3263B,2001出厂,数控系统:FANUC0iTC。故障现象:机床在自动执行程序时,刀架换刀有时不到位,依然执行自动进给。该刀架有八个工位,对应八个X2N行程开关,开...
数控车床刀架换刀卡住(数控车床刀架不能启动?用这七个小方法解决)
数控刀架是数控车床最普遍的一种辅助装置,它可使数控车床在工件一次装夹中完成多种甚至所有的加工工序,以缩短加工的辅助时间,减少加工过程中由于多次安装工件而引起的误差,从而提高机床的加工效率和加工精度。这...
斗山数控机床(斗山数控车CNC225(发那科系统)8工位刀架卡住异响故障维修记录)
斗山数控车CNC225(发那科系统)8工位后置刀架卡住异响故障维修记录故障描述:8工位后置刀架换刀时异响,电机马达卡住,刀架转不到位(之前换刀咔咔异响已有很长一段时间,但换刀重复定位精度可以满足加工要求)。2.机...
...而提高机床的加工效率和加工精度。按换刀方式的不同,数控车床的刀架系统主要有回转刀架、排式刀架和带刀库的自动换刀装置等多种形式。对刀架的基本要求:1.换刀时间短,以减少非加工时间。2.减少换刀动作对加工范围...
数控车床怎么排刀(您有一份数控机床自动换刀装置动画演示待收,速领)
...而提高机床的加工效率和加工精度。按换刀方式的不同,数控车床的刀架系统主要有回转刀架、排式刀架和带刀库的自动换刀装置等多种形式。图为电动刀架,图源网络对刀架的基本要求:1.换刀时间短,以减少非加工时间。2....
数控车床刀架换不到位(CAK系列数控车床维修实例-刀架找不到刀号)
例41刀架转不停,找不到刀号。(2012.9.28)机型:CAK5085ni,CNC:GSK980TDa到现场后检查发现,当前刀位为4号,在系统诊断界面0.3(T04)=1,0.0(T01)时不时的变化,在0.0不变化时,换刀能找到刀位,在0.0有变化时,刀架找不到刀位。...
针对数控车床刀架换刀时需要人工手动操作、换刀时间长的工作情况,选用STC12C2052单片机作为控制器件,设计了一套刀架控制系统,实现了数控车床刀架的自动换刀,节省了换刀的时间,提高了数控车床的加工效率。同时,针...