数控车床卡盘装卸(拨叉钻床夹具的设计、计算及使用)
Posted
篇首语:学习知识要善于思考,思考,再思。我就是靠这个方法成为科学家的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床卡盘装卸(拨叉钻床夹具的设计、计算及使用)相关的知识,希望对你有一定的参考价值。
数控车床卡盘装卸(拨叉钻床夹具的设计、计算及使用)
前 言
拨叉是变速箱换挡机构中的一个主要零件,主要起换挡作用。如果拨叉槽口的配合尺寸精度不高时,滑移齿轮就达不到要求的定位精度,这样滑移齿轮就不能很好地与其他齿轮进行正确有效的啮合,从而影响整个传动系统的工作。本文将详细介绍一款拨叉的钻孔夹具。
一
零件的分析
加工零件:拨叉
加工位置:拨叉上M10mm,螺纹底孔Φ8.4mm
加工工艺要求:
加工表面
尺寸及偏差(mm)
公差及精度等级
M10螺纹孔
M10×1-7H
IT7
二
夹具的设计
2.1 确定定位方案,选择定位元件
本工序加工要求保证的位置精度主要是槽中心与该孔中心线的距离和对称度公差0.2。根据基准重合原则,以φ15孔,槽和叉口为定位基准,分别定位于定位心轴6,偏心轮8和偏销3上。心轴限制四个自由度,偏心轮限制一个自由度,偏销限制一个自由度,从而实现六点定位。
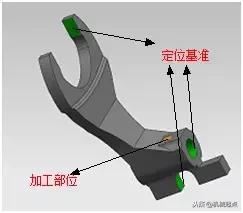
图1 加工零件
2.2 确定夹紧机构
在装夹工件时,先把工件放置在夹具的定位元件上,使它获得正确的位置,然后采用一定的机构将它压紧夹牢,以保证在加工过程中工件不会由于切削力、离心力、惯性力、重力等作用而产生移动或者振动,以至改变原来的位置。
通过手柄顺时针转动偏心轮,偏心轮上的对称斜面进入工件槽内,在定位的同时将工件夹紧。由于钻削力不大,故工作时比较可靠。
2.3 确定其它装置和夹具体
夹具体是夹具的基础件,夹具的其它各种元件,机构和装置等要安装在夹具体上,夹具体的形状和尺寸取决于夹具各种装置的布置及夹具与机床的连接,设计时应满足以下基本要求:
①应有足够的强度和刚度,在刚度不足的部位应设加强筋,使夹具能承受在加工过程中所产生的作用力而不至于变形和振动。
②结构简单紧凑,重量轻,体积小。对不重要的部位可挖空以减轻重量。
③夹具在机床上的安装应稳固和安全,重心要低。夹具在加工时所受外力和自身重力的作用点应在夹具体的安装基面内。
④便于切屑的排除,防止加工时切屑积聚影响工件的正确定位。
⑤具有良好的结构工艺性,包括毛坯铸造、机械加工和装配的工艺性。
⑥尽量采用标准化、系列化的元件或结构,或选用一些标准化的零部件来组合成夹具体,缩短设计制造周期。
▲ 夹具体的设计应当通盘考虑,使上述各部分通过夹具体联系起来,形成一套完整的夹具,因为是在立式钻床上使用,夹具安装在工作台上可直接用钻套找正,并用压板固定,故只需要在夹具体上留出压板压紧的位置即可,又考虑到夹具的刚度和安装的稳定性,夹具体底面设计成周边接触的形式。
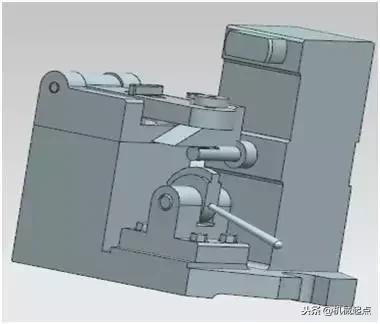
图2 夹具模型图
2.4总体结构的分析
该夹具有如下特点:
①夹具体采用整体铸件结构,刚性较好。为保证铸件壁厚均匀,内腔掏空,为减少加工面,各部件的结合面处设置铸件凸台。
②定位心轴6和定位防转偏销1均安装在夹具体的立柱上,通过夹具体上的孔与底面的平行度来保证心轴与夹具底面的平行度要求。
③为了便于装卸零件和钻孔后进行攻丝,夹具采用了铰链式钻模板结构。钻模板是用销轴3采用基轴制装在模板座7上,翻下时与支撑钉5接触,以保证钻套的位置精度,并用锁紧螺钉2锁紧。
④钻套孔对心轴的位置,在装配时,通过调整模板座来达到要求。在设计时,提出了钻套孔对心轴线的位置度要求Φ0.04mm来调整达到此要求后,在模板座与夹具体上配钻铰定位孔、打入定位销时使之位置固定。
⑤偏心轮装在其支座中,安装调整夹具时,偏心轮的对称斜面的中心与夹具钻套孔中心线保持3.1±0.03mm的要求,并在调整好后打入定位销使之固定。
⑥夹紧时,通过手柄顺时针转动偏心轮,使其对称斜面楔入工件槽内,在定位的同时将工件夹紧。由于钻削力不大,故工作可靠。
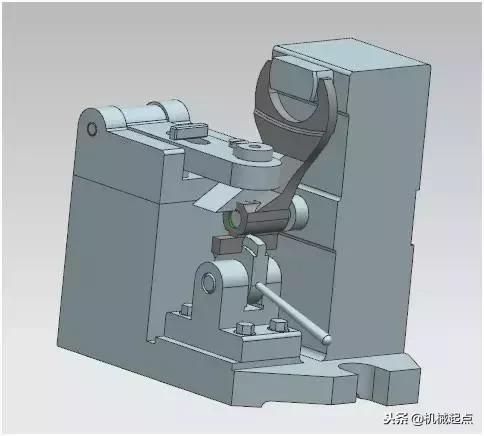
图3 整体装夹效果图
三
计算分析
3.1定位误差的分析
在选择定位基准时,均选择的是工序基准,根据基准重合误差也为零,但是还存在基准位移误差。
▲ 综上可得差在该工序尺寸制造公差0.5mm的0.2-0.33,即在0.1-0.17mm之内,此定位方案可行。
3.2 对夹紧力的分析
左侧夹紧力的作用点选择拨叉的上下两处,如夹具装配图所示,方向与重力方向相同。
▲ 在确定了夹紧力的大小和方向后,还需要合理确定夹紧力的大小,夹紧力若不足,就会使工件在加工过程中产生位移并容易引起震动,夹紧力过大又会造成工件或夹具不应有的变形或表面损伤,因此,应该对夹紧力进行计算。
四
夹具的使用说明
使用时先将夹具体装夹在车床工作台上,夹具体底面的一对定位键可使整个夹具在机床工作台上有一正确的安装位置,然后用四爪卡盘夹紧,以利于车削加工。
安装工件时,松开辅助支承上的压紧螺钉,松开压板上的螺母将压板取下,然后将工件装上,放上压板,拧紧螺母对轴箱体上下两处进行夹紧。当完成夹紧后,调节辅助支承,来增加工件刚度,减小切削变形。
在对工件进行装夹时,由于底面的定位块是对称设计的,工件重量比较大,所以装夹工件时可以正装,也可以反装,这就大大节省了装夹工件所用时间,为工件的装夹带来方便,提高了生产效率。


免责声明:本公号转载的文章、图片、音频视频文件等资料的版权归版权所有人所有,转载目的在于传递更多信息。原作者认为其作品不宜供大家浏览,或不应无偿使用,请及时与我们联系,以迅速采取措施,避免给双方造成不必要的损失。
原创声明:资讯内容非原创,原创仅限形式组合过滤!
相关参考