数控车床卡盘分类(师傅教了半年的徒弟,让装夹工件,结果连三爪卡盘与四爪都分不清)
Posted
篇首语:心专才能绣得花,心静才能织得麻。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床卡盘分类(师傅教了半年的徒弟,让装夹工件,结果连三爪卡盘与四爪都分不清)相关的知识,希望对你有一定的参考价值。
数控车床卡盘分类(师傅教了半年的徒弟,让装夹工件,结果连三爪卡盘与四爪都分不清)
年初,工厂招了一批新人,让车间的师傅教简单的操作,学会能加工零件就行。
今天师傅让学了半年的徒弟去把两台数控车的工件装上。
徒弟在哪边搞了一上午,下午上班师傅去看徒弟装好没,结果差点气晕这老师傅。
一台三爪卡盘的装得还算不错,但别一台机床的四爪摆在哪里没弄,这徒弟说不会找中心点,怕装不好,把零件加工坏了。
师傅很郁闷,因为这徒弟每天上班,不是奔着来学技术的,而是来混日子的,也不清楚老板把这样的人留着干嘛,学习一点都不用心,玩手机、找接口去厕所抽烟,一混就是一天。
今天给大家讲讲装三爪和四爪卡盘的区别在哪?都有哪些优势
首先车削加工时,必须把工件装夹在机床夹具中、经过找正和夹紧,使它在整个切削过程中始终保持正确的位置。
工件安装的质量和速度直接影响工件的加工质量和生产效率,应得到重视。车削外圆时,根据工件的形状、大小、数量和加工精度的不同,一般可分为以下四种装夹方法,即用三爪自定心卡盘装、四爪单动卡盘装夹、一夹一顶装夹和两顶尖装夹。

三爪白定心盘的构造
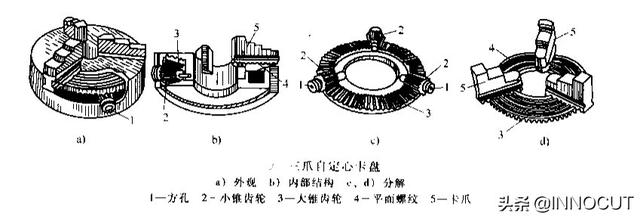
三爪自定心卡盘的结构形状如图所示。它是车床上应用较为广泛的一种通用夹具,主要由外壳体、三个卡爪、三个小锥齿轮、一个大锥齿轮等零件组成。
当卡盘扳手方排插入小锥齿轮2的方孔1中转动时,小锥齿轮就带动大锥齿轮3转动,大锥齿轮的背面是平而螺纹4,卡爪5背面的螺纹与平面螺纹啮合,从而驱动三个卡爪同时沿径向运动以夹紧或松开工件。
三爪自定心卡盘的特点
三爪自定心卡盘能自动定心,不需要花太多时间去找正:但是,在装夹较长的工件时,工件离卡盘较远处的旋转轴线不·定与车床主轴的旋转轴线重合,这时就必须找正,当三爪自定心卡盘使用时间较长导致精度下降,且T工件的加工精度要求较高时,也需要对工件进行找正。
三爪自定心卡盘装夹工件方便、迅速,但夹紧力较小,只适用于大批量的中小型规则工件的装夹,如圆柱形、正三边形、正六边形等工件:

三爪自定心卡盘使用时的注意事项
三爪自定心卡盘三个卡爪背面的螺纹牙数不同,安装时须将卡爪上的号码1、2、3与卡盘的号码1、2、3对好,按顺序安装。如卡爪上没有号码,可把三个卡爪并排放齐,比较背面螺纹的牙数。多的为1,次的为2,最少的为3,按顺序安装。
三爪自定心卡盘还可装成正爪和反爪(三爪自定心卡盘有正、反两副卡爪,有的只有一副,可以装配成正爪或反爪)。
必须注意:
用正爪装夹工件时,工件直径不能太大,一般卡爪伸出卡盘圆周不超过卡爪长度的一,否则由于卡爪与平面螺纹啮合牙数少,受力时容易使卡爪上的螺纹碎裂;装夹直径较大的工件时,一般采用反爪装夹。较大的带孔的工件需车外圆时,可使三爪做离心移动,撑住工件内孔来车削。
四爪单动卡盘装夹
动。四个卡爪的背面都有半圆弧形螺纹与丝杠啮合.在每个丝杠的顶端都有方孔,用来安插扳手方梢。转动卡盘扳手,便可通过丝杠带动卡爪单独移动,以适应所夹持工件大小的需要。通过四个卡爪的相应配合,可将工件装夹在卡盘中。与三爪自定心卡盘样其背面有定位台阶(止口)与车床主轴上的连接盘连接成一体。

四爪单动卡盘的特点
由于四爪单动卡盘的四个卡爪各自独立移动,装夹工件时不能自动定心,因此工件装夹后必须通过找正,使工件加工部分的旋转轴线与车床主轴旋转轴线重合才能车削。虽然装夹比较麻烦,但夹紧力比三爪自定心卡盘大,适用于装夹大型或形状不规则的工件,四爪单动卡盘可装成正爪和反爪两种形式,其中反爪用来装夹直径较大的工件。
其它装夹大概介绍一下
一夹一顶装夹
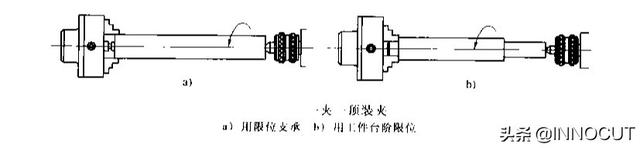
车削一般轴类工件,尤其是较重的工件时,可将工件的端用三爪自定心或四爪单动卡盘夹紧,另一端用后顶尖支顶,如图2-11所示,这种方法称为一夹·顶装夹。为了防止由
于进给力的作用而使工件产生轴向位移,可以在主轴前端锥孔内安装一限位支承,如图所示。也可利用工件台阶进行限位,如图所示。用这种方法装夹比较安全可靠,能承受较大的进给力,因此应用很广泛。车削轴类工件时.最好应用这种方法。
用后顶尖安装支顶工件时,必须先在工件的端面钻出中心孔。
中心孔是轴类工件精加工(如精车、磨削)的定位基准,对工件的加工质量影响很大。中心孔圆度差,则加工出的工件圆度差,中心孔锥面粗糙,工件表面相糙度值也大。因此,中心孔必须圆整,锥孔表面粗糙度值小,角度正确,两端的中心孔必须同轴。对于要求较高的中心孔,还需经过精车修整或研磨。
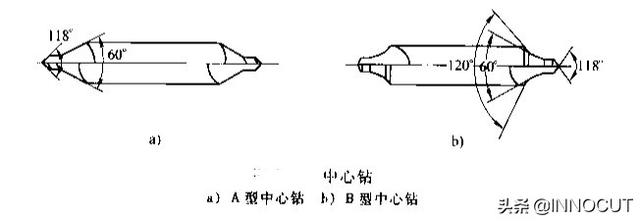
中心孔是用中心钻钻出的。常用的中心钻用高速钢制造,如图2-12所示。直径6.3mm以下的中心孔,通常用整体式中心钻直接钻出。直径较大的中心孔,通常用相应的钻头、圆维形铭钻配合加工而成。中心钻可用钻夹头夹持,然后直接或用锥形套过渡插入车床尾座套简的锥孔中。
钻中心孔的方法
常用的钻中心孔的方法有两种。
(1)在车床上钻中心孔把件夹在卡盘上,尽可能伸出短些,找正后车平端面,然后缓慢均匀地摇动尾座手轮,钻出中心孔。待钻到尺寸后,让中心钻保持原位置不动数秒,使中心孔圆整后再退出;或轻轻进给,使中心钻的切割刃将60°锥面切下薄薄·层切屑,以减小中心孔的表面粗糙度值。钻中心孔的过程中还应注意勤退刀,及时清除切屑,并进行充的冷却润滑。此种方法适用于直径较小、重量较轻的轴类工件。
(2)定出中心后钻中心孔直径较大、重量较重或比较复杂的工件,无法在车床上钻中心孔时,常常在工件上先划好中心,然后在钻床上用手电钻或在镗床上钻出中心孔。
相关参考
...具体分析并确定正确的装夹方法。常用的装夹方法有四爪卡盘装夹、三爪卡盘装夹、两顶尖间装夹、利用心轴装夹、跟刀架或中心架装夹等。‘装夹方式的选择车削外圆时工件的装夹有几种各不相同的方式,每种装夹方式都具有...
卡爪的拆装(1)卡爪的识别三爪自定心卡盘有正,反两副卡爪。正卡爪用于装夹外圆直径较小和内孔直径较大的工件;反卡爪用于装夹外圆直径较大的工件。每副卡爪分别标有1,2,3的编号,安装卡爪时必须按照顺序装配。如...
数控车床夹具有哪些(数控机床夹具有哪些?数控机床夹具分别有何特点?)
...但夹在范围变化小时,尺寸变化时需重新调整卡爪位置。数控车床通常使用液压自定心卡盘,这个项目可能适用于批量加工。 (3)可调卡爪式卡盘 比其他类型的卡盘需要更多的时间,而
数控车床改装液压卡盘图解(数控车床车削师傅,给你的车削技术秘笈,车削加工注意事项)
车削是指车床加工是机械加工的一部分。车床加工主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。 车工的技术是学不...
怎么根据焊条调电流(10多年老焊工,是这样教徒弟判断焊接电流的, 受教了)
...它工种来说是其工资收入也是较高的。不过听工地电焊工师傅讲,想干电焊,不仅要能够吃苦,而且还得苦练焊接技术。而作为一个焊工如何正确的选择焊接电流十分的重要。大家说呢?听一位从事电焊10多年的电焊工老师傅讲...
如图所示工件,写出完整的加工工序和程序,毛坯为直径50mm×200mm材,材料为45钢,数控车削端面、外圆,最后割断。根据零件图样要求、毛坯情况,确定工艺方案及加工路线(1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持50外...
...压卡盘、气动卡盘以及电动卡盘等,而其中的液压卡盘是数控车床上使用比较多的一种卡盘,也是比较实用的卡盘。本文将以数控车床液压卡盘来进行相关内容的介绍。 液压卡盘是一种依靠液压系统来进行控制的夹具,只需...
...压卡盘、气动卡盘以及电动卡盘等,而其中的液压卡盘是数控车床上使用比较多的一种卡盘,也是比较实用的卡盘。本文将以数控车床液压卡盘来进行相关内容的介绍。 液压卡盘是一种依靠液压系统来进行控制的夹具,只需...
数控车床结构数控车床按结构分类卧式数控车床卧式数控车床主轴水平置的为卧式数控车床(最为常见的类型,除大型车床外基本都是卧式车床)立式数控车床立式车床立式车床主轴垂直水平面。立式车床主要用于大型重型工件,...
数控车床主轴分度(数控车床识别分类,加工生产操作前的准备,这些基础很重要)
数控车床种类繁多,在进入机加工这行业之前,我们需要了解车床的种类及应用,刀架与刀具,工件的装夹与找正方式,今天给大家讲讲车床种类与工件装夹方式。车床按主轴位置分类立式数控车床:立式数控车床简称为数控立...