数控车床加工齿轮(大齿轮的加工方式的趋势)
Posted
篇首语:莫道桑榆晚,为霞尚满天。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床加工齿轮(大齿轮的加工方式的趋势)相关的知识,希望对你有一定的参考价值。
数控车床加工齿轮(大齿轮的加工方式的趋势)
先进的硬质合金刀片技术满足了对大型齿轮不断增长的需求。
可转位硬质合金刀具继续推动大齿轮生产率。随着大型齿轮制造商受到包括能源在内的关键行业不断增长的生产需求的进一步压力,他们努力通过更快的加工速度和进给来满足这些要求,同时仍保持高水平的质量。
齿轮车间使用可转位硬质合金刀片刀具已超过 30 年。然而,由于最近工具的进步,特别是滚齿和开槽操作,齿轮制造商现在可以实现比以往更高的生产率和更高的质量,并且有更多的工具可供选择,特别是在几何形状方面和涂料。(图1)
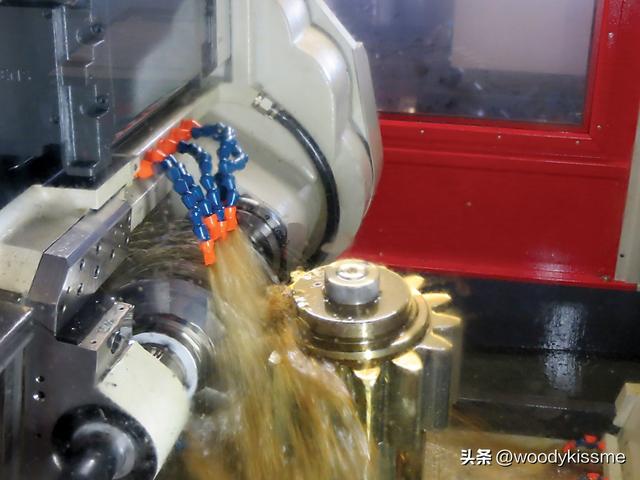
图 1:这种双头可转位硬质合金刀片滚刀利用了现代 CNC 齿轮切削机床的功能
在大多数情况下,可转位硬质合金刀具使齿轮车间的刀具寿命更长——与使用实体刀具的一两个小时相比,通常为四小时或更长时间——并提高切削速度以进行更积极的加工以减少循环时间。可转位硬质合金刀片工具还提供多个切削刃,这取决于齿轮齿形,允许车间将切削刃从一侧翻转到另一侧,从而提高工具效率。
在节省成本方面,该工具需要对刀体进行初始投资,在某些情况下,根据所需的工作类型,只需更换刀片即可将一个刀体用于多种应用。这些刀片也可以旋转,以便使用多个切削刃。另一个节省成本的机会是大型齿轮制造商可以选择不使用整体硬质合金刀具,对于某些大型齿轮应用来说,整体硬质合金刀具可能非常昂贵甚至不可能制造,但仍然可以从硬质合金提高生产率的好处中获益,而且成本更高——有效的可转位刀片。
与整体高速钢 (HSS) 或钴齿轮刀具相比,可转位硬质合金刀片不仅可以实现更高的切削速度,还有助于减少所需的刀具数量,从而再次节省成本。例如,用户能够在大约 70 到 100 英尺的表面上运行坚固的高速钢工具,具体取决于材料。随着刀具磨损,切削精度下降,刀具必须重新研磨并重新涂层。仅这一事实通常意味着商店可能会拥有三个或更多相同的实体工具可用于一项工作 - 一个正在使用的工具,一个在货架上准备好去,一个或多个正在重新研磨和重新涂层。对于一些商店来说,为了确保生产继续进行,通常会库存多达 10 个相同的工具。
另一方面,可转位 cabide 插入式刀具将允许 500、600 甚至 900 表面英尺的切削速度。这种速度的显着提高和更积极的加工导致循环时间大大减少,比高速钢刀具快四到八倍。磨损时,可转位硬质合金刀片工具只需要转位或更换刀片。(图2)

图 2:这种新的解决方案允许将进给速度提高一倍,从而将齿轮制造周期时间缩短一半。
此外,在大多数情况下,大型齿轮工具需要定制的特殊产品,而硬质合金刀片技术尤其具有优势,因为它提供了几乎无限的定制可能性。例如,使用可转位插入式间隙器,可以生产用于粗加工、半精加工或精加工的刀具。刀片可以定制为精确的齿轮齿几何形状或用于简单的粗加工。通过每次都重新开始,而不是磨损然后不得不重新研磨切割表面,插入的垫片提供了精确的可重复性和准确性。
该领域的一项重大新发展是双头可转位硬质合金刀片齿轮滚刀,该工具利用现代数控齿轮切削机床增加的功率和速度来提高生产率。这种新的解决方案,在同一个齿轮滚刀模块上有两个半螺旋,允许以比单螺旋设计快两倍的进给率运行。因此,车间可以将齿轮制造周期时间减少一半,同时仍保持尽可能高的质量水平。
在客户应用测试中,山高刀具使用山高最新的双头可转位硬质合金刀片滚刀成功地将 7 英尺、模数为 12 的大齿圈的生产周期从 22 小时缩短到仅 3 小时。与以前使用的 HSS 滚刀相比,这相当于减少了 85% 以上的时间。
山高还在齿轮切削刀片的热和热裂纹方面进行了广泛的开发工作和测试,特别是在齿槽加工中的应用。例如,在这些操作中,刀片的径向啮合非常轻,而刀具的直径很大,并且车间倾向于选择尽可能坚韧的刀片材质。然而,这种方法的问题在于,较硬的刀片材质的耐磨性较差,从而缩短了刀片的使用寿命。运行较硬材质的问题是它们更容易受到热裂纹的影响,一旦涂层开裂,热量就会传递到基体中,最终导致刀片过早失效。(图3)

图 3:这种双头可转位硬质合金刀片滚刀显着缩短了生产周期。
由于其研究和开发,山高通过其 Duratomic 涂层工艺实现了它认为的完美刀片平衡。具有定制基体和 Duratomic 涂层的刀片提供了有效的韧性组合,以防止热开裂和高耐磨性以延长刀具寿命 - 以及高速能力。
齿轮制造商应注意,无论可转位硬质合金刀片技术多么先进,机床的性能在某些情况下都会妨碍最佳的刀具性能,从而也限制了机床的产能。例如,机器必须具有高功率和高刚性才能运行双头可转位滚刀。
不幸的是,当今市场上存在大量自二战以来一直存在的旧设备。拥有此类机器的车间通常仅限于使用高速钢或粉末金属切削工具。虽然有些人也会使用整体硬质合金滚刀,但由于该工具的成本很高,这种情况不太常见。在这些情况下可以应用可转位工具,但在选择工具时必须小心。
全球对风力涡轮机形式的清洁能源的推动将继续推动对大型齿轮的需求。还有许多其他行业推动了这一需求,例如采矿和建筑、石油和天然气以及海洋等。可转位硬质合金刀具非常适合这种增长,具有更高的加工速度和生产率,这是大型齿轮切削中前所未有的。这种需求激增,以及由此产生的对这些高端工具的研发推动,表明它们已准备好在市场上持续复苏。
今天就分享到这,喜欢的朋友帮忙转发,别忘了点个赞,谢谢!
相关参考
...广泛的应用。今天小维和大家一起来了解一下螺旋齿轮的加工方法以及加工的工艺流程。螺旋齿轮是“螺旋齿圆柱齿轮”的简称。螺旋齿轮的齿线为圆柱螺旋线,齿面结线为曲线,用于传递既不平行又不相交的定传动比的两轴运...
...数控机床等离不开它。用的类型也不一样,主要看采用的加工方式,满足大部分需求。iHF爱合发齿轮加工方法:1、齿轮加工介绍铣齿采用盘形模数铣刀或指状铣刀铣齿属于一个成形法加工,铣刀刀齿截面不同形状与齿轮齿间形...
数控车床加工齿轮视频(数控滚齿机高效生产中,15模24齿齿轮,1分多做6个20CrMnTi材料)
视频加载中...
...数控机床传统的车、铣、钻、磨、齿轮加工的数控机床有数控车床、数控铣床、数控钻床、数控磨床、数控齿轮加工机床。虽然这些数控机床在加工方式和详细操控方式上有很大差异,但机床的动作和运动都是数字操控的,生产...
...数控机床传统的车、铣、钻、磨、齿轮加工的数控机床有数控车床、数控铣床、数控钻床、数控磨床、数控齿轮加工机床。虽然这些数控机床在加工方式和详细操控方式上有很大差异,但机床的动作和运动都是数字操控的,生产...
操作台加工(新购一台数控铣床,老师傅设计一万能旋转工作台,可以加工斜齿轮)
新来的一数控铣床,老师傅设计一万能旋转工作台,可以加工斜齿轮。
数控磨齿机(康尼精机KN-GV1600型数控成形砂轮磨齿机研发成功)
...轮磨齿机顺利交付客户。该设备的研制成功,对国内齿轮加工行业的一次大提升和补充,也打破了国外同类机床厂家长期以来对我国齿轮加工行业的技术封锁,解决了"卡脖子"核心技术问题,摆脱对国外设备的依赖,有利...
...用高速旋转的弹性镗头对安装在中滑板上的深孔进行磨镗加工。 这项技术是笔者在长期的机床加工和教学实践中不断积累和研究总结出来的一种最为实用的深孔精加工技术。它具有以下几个特点:①生产效率高,比车刀镗削...
...用高速旋转的弹性镗头对安装在中滑板上的深孔进行磨镗加工。 这项技术是笔者在长期的机床加工和教学实践中不断积累和研究总结出来的一种最为实用的深孔精加工技术。它具有以下几个特点:①生产效率高,比车刀镗削...
...普通型数控龙门铣床的展开以及新的规划理念引领着现代加工的潮流,以高速加工为理念的无镗轴滑枕式、多种铣头交流使用的构造型式尽显面貌,大有代替传统铣削加工的趋势。以两坐标摆角铣头为代表的各种铣头附件变成完...