数控车床加工直线特征采用G01(数控车床都知道,但是会手动编程的又有多少呢?今天我来教你编程)
Posted
篇首语:少年恃险若平地,独倚长剑凌清秋。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床加工直线特征采用G01(数控车床都知道,但是会手动编程的又有多少呢?今天我来教你编程)相关的知识,希望对你有一定的参考价值。
数控车床加工直线特征采用G01(数控车床都知道,但是会手动编程的又有多少呢?今天我来教你编程)
大家好,我是木子,今天给大家带来,数控车床基础的手动编程教学,话不多说,上干货
数控车床的基本编程方法
一、编程的一般规则
1、绝对坐标编程
格式:G00 X Z ;
说明:刀具运动的终点是用绝对坐标指令的,地址X后面的数字为直径值。
2、增量坐标编程
格式:G00 U W ;
说明:刀具运动的终点是用增量坐标指令的,地址U后面的数字为X方向实际移动量的2倍值。
3、混合坐标编程
格式:(1)G00 X W ;
(2)G00 U Z ;
说明:(1)X轴为绝对坐标,Z轴为增量坐标。
(2)X轴为增量坐标,Z轴为绝对坐标。
4、特殊指令G90、G91编程
格式:G90 G00 X Z ;
G91 G00 X Z ;
说明:G90指令,表示程序段中的运动坐标数字为绝对坐标值。
G91指令,表示程序段中的运动坐标数字为增量坐标值。
二、快速点定位指令G00
格式:G00 X(U) Z(W) ;
说明:
(1)刀具以点位控制方式从当前点快速移动到目标点。
(2)快速定位,无运动轨迹要求,移动速度是机床设定的空行程速度,与程序段中指定的进给速度无关。
(3)G00指令是模态代码,其中X(U),Z(W)是目标点的坐标。
(4)车削时快速定位目标点不能直接选在工件上,一般要离开工件表面1~2mm。
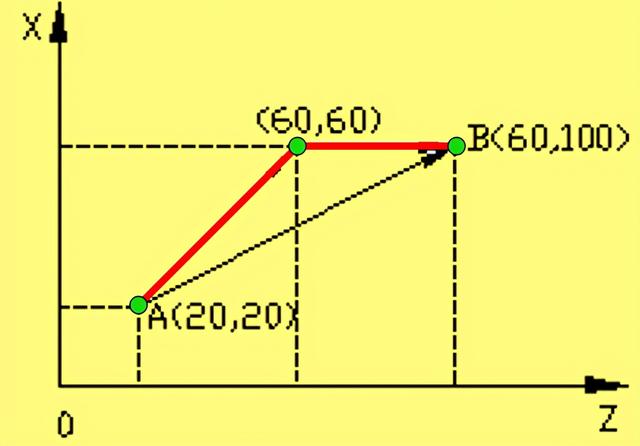
如图所示,从起点A快速运动到目标点B,其绝对坐标方式编程为:
G00 X60. Z100.;
其增量坐标方式编程为:
G00 U80. W80.;
执行上述程序段时,刀具快速运动到点(60,60),再运动到点(60,100),所以使用G00指令时要注意刀具是否和工件及夹具发生干涉,忽略这一点,就容易发生碰撞。
三、直线插补指令G01
格式:G01 X(U) Z(W)_ F ;
说明:(1)刀具从当前点出发,在两坐标或三坐标间以插补联动方式按指定的进给速度直线移动到目标点。G01指令是模态指令。
(2) 进给速度由F指定。它可以用G00指令取消。在G01程序段中或之前必须含有F指令。
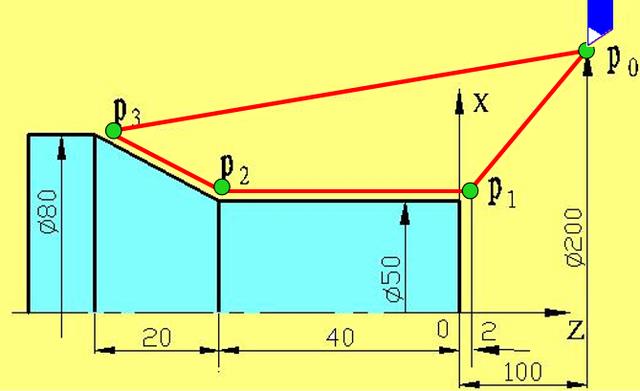
如图所示,选右端面O为编程原点,绝对坐标编程为:
G00 X50. Z2. S800 M03 ;
G01 Z-40. F80 ;
X80.0 Z-60. ;
G00 X200. Z100.;
增量坐标编程为:
G00 U-150. W-98. S800 M03;
G01 W-42. F80;
U30. W-20.;
G00 U120. W160.;
工件如图所示,刀尖从A点移动到B点,完成车外圆、车槽、车倒角的操作。
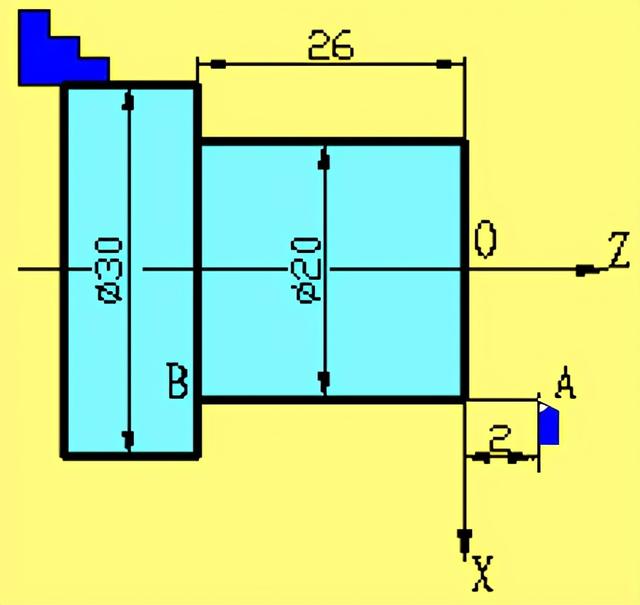
①车外圆
G00 X20. Z2. ;
绝对坐标方式:
G90 G01 Z-26. F80;
增量坐标方式:
G01 U0 W-28. F80;
或:G91 G01 X0 Z-28. F80;
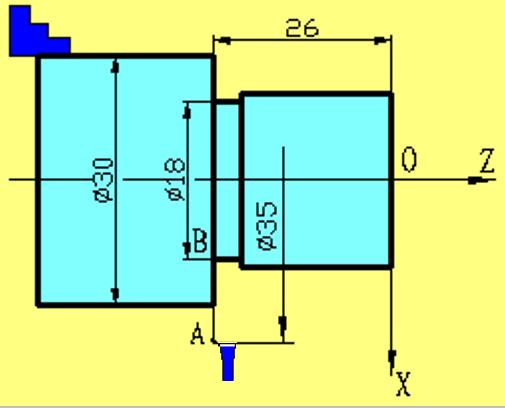
②车槽
G00 X35. Z-26.;
绝对坐标方式:
G01 X18. F50 ;
增量坐标方式:
G01 U-17. F50 ;
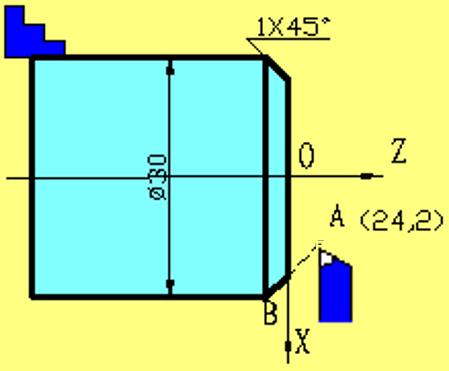
③车倒角
G00 X24. Z2.;
绝对坐标方式:
G01 X30. Z-1. F80;
增量坐标方式:
G01 U6. W-3. F80 ;
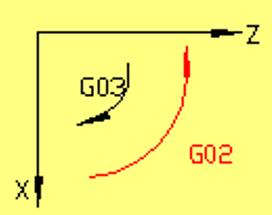
四、圆弧插补指令G02∕G03
格式:G02/G03 X(U)_ Z(W)_ I_ K_ F_;
或:G02/G03 X(U)_ Z(W)_ R_ F_;
说明:
(1)G02:顺时针圆弧插补,
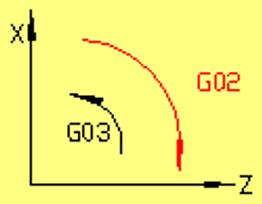
G03:逆时针圆弧插补。
(2)采用绝对坐标编程时,圆弧终点坐标为工件坐标系中的坐标值,用X、Z表示,当用增量坐标编程时,圆弧终点坐标为圆弧终点相对于圆弧起点的坐标增量值,用U、W表示。
(3)I为圆弧起点至圆弧中心在X方向上的距离(以半径值表示),K为圆弧起点至圆弧中心在Z方向上的距离。I、K是增量值,并带有“+、-”号。I、K方向是从圆弧起点指向圆心,其正负取决于该方向与坐标轴方向是否相同,相同为正,反之为负。
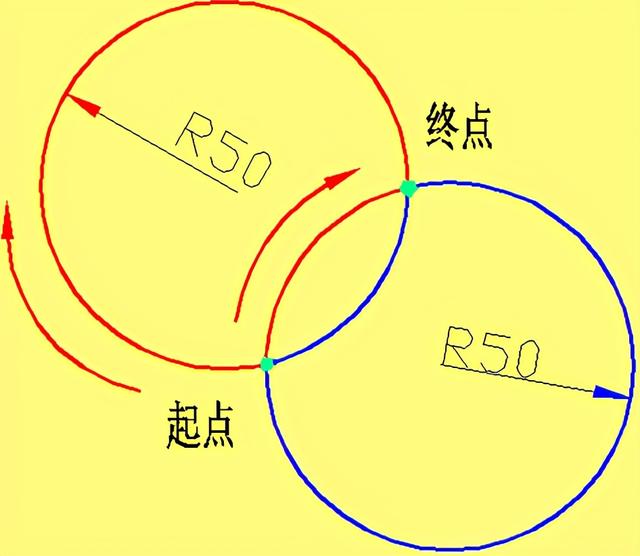
(4)用半径R指定圆心位置时(它不能与I、K同时使用),由于在同一半径R的情况下,从圆弧的起点到终点有两个圆弧路径。为区别二者,规定圆心角α≤180°时,用“+R”表示,正号可省略;圆心角α>180°时用“-R”表示。用半径R指定圆心位置时,不能进行整圆加工。
①使用圆心坐标I、K编程绝对坐标编程方式:
G00 X20. Z2.;
G01 Z-30. F80;
G02 X40. Z-40. I10. K0 F60;
增量坐标编程方式:
G00 U-80. W-18.;
G01 U0 W-32. F80;
G02 U20. W-10. I10. K0 F60;
②使用圆弧半径R编程
G00 X20. Z2.;
G01 Z-30.F80;
G02 X40. Z-40. R10. F60;
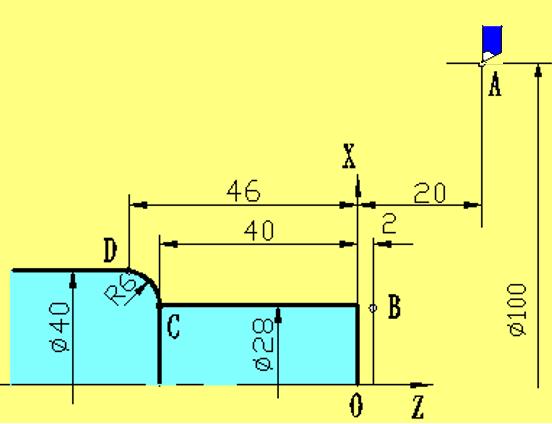
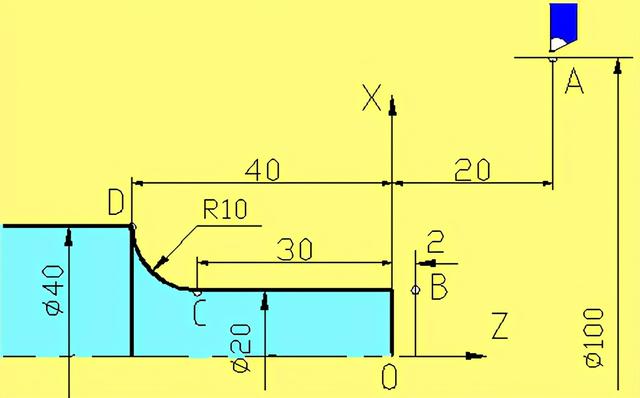
如图所示,刀具从A点开始沿B→C→D移动的程序段如下:
①使用圆心坐标I、K编程绝对坐标编程方式:
G00 X28. Z2.;
G01 Z-40. F80;
G03 X40. Z-46.
I0 K-6. F60;
增量坐标编程方式
G00 U-72. W-18.;
G01 W-42. F80 ;
G03 U12. W-6. I0 K-6. F60;
②使用圆弧半径R编程,绝对坐标编程方式:
G00 X28. Z2.;
G01 Z-40. F80;
G03 X40. Z-46. R6. F60;
2.编制图示零件的加工程序。
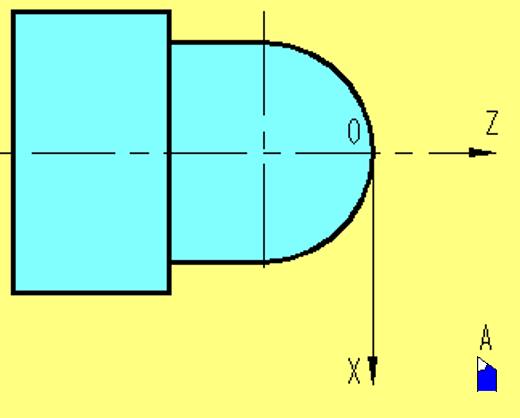
①选择刀具,确定安装位置:选择60°刀,安装于T01号位置;
②确定加工路线:粗车、精车ф18外圆、半球SR7至图纸尺寸。
③设置编程坐标原点、换刀点:原点在右端面中心,换刀点A(30,10)。
④计算刀具轨迹坐标值
⑤编程
G50 X30. Z10.;
S800 M03 T0101;
G00 X19. Z1.;
G01 Z-23. F80;
G00 X20. Z1.;
X15.;
G01 Z-13. F60 ;
G00 X16 Z1.5 ;
X0 ;
G03 X16. Z-7. I0 K-8.5 F40;
G01 X15. ;
G02 X0 Z0.5 I-7.5 K0 F40 ;
G01 X0 Z0 F20 ;
G03 X14. Z-7. I0 K-7. F20 ;
G01 Z-13.;
X18.;
Z-23.;
G00 X30. Z10.;
M30;
五、 暂停指令G04
格式:G04 X(P)_
说明:
(1)执行该程序段暂停给定时间,暂停时间过后,继续执行下一段程序。
(2)X(P):暂停时间。其中X后面可用小数表示,单位为秒,如G04 X5.
表示前面的程序执行完后,要经过5秒的暂停,下面的程序段才能执行。地址P后面用整数表示,单位为毫秒。如G04 P1000 表示暂停1000毫秒。
例如:车削环形槽,刀具进给暂停2秒的程序为:
G01 U-6. F50; 切槽
G04 X2.; 主轴不停,刀具在槽底停留2秒
G00 U6.; 退刀
今天的分享就到这里了,喜欢的朋友给个关注哦
相关参考
G00是数控加工过程中的快速定位指令,相当于普车中的快走刀,不参与工件加工,只能用于刀具快速移动到定位点。当然了定点位置不能在工件表面。事实上你用G01也能做出G00的效果,只要F值够大,不过劝你别这样玩太危险了...
数控加工中心g90是什么意思(数控加工中心参数、指令、代码)
...直线和折线两种,该指令只是用于点定位,不能用于切削加工G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工2、G02与G03G02:顺时针圆弧插补G03:逆时针圆弧插补3、G04(延时或暂停指令)一般用于正反...
数控车床编程常用指令(数控编程M代码大全,收集好了,超级好东西)
1、G00与G01G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工2、G02与G03G02:顺时针圆弧插补G03:逆时针圆弧插补3、G04(延时或暂...
数控车床工艺品图纸及代码(干数控的福利,最全的数控代码大全,数控人士收藏了好,绝对有用)
数控编程代码详细解释一、G00与G01G00运动轨迹有直线以及折线两种,该指令只是用于点定位,不能用于切削加工G01按指定进给速率以直线运动方式运动到指令指定的目标点,一般用于切削加工二、G02与G03G02:顺时针圆弧插补G03:逆...
直线插补指令G01数控编程直线插补指令G01数控编程零件图样%3305N1G92X100Z10(设立加工工件坐标系,定义对刀点的位置)N2G00X16Z2M03(移到倒角延长线,Z轴2mm处)N3G01U10W-5F300(倒3×45°角)N4Z-48(加工Φ26外圆)N5U34W-10(切第一段锥)...
数控加工中心加工(数控加工中心,CNC车床编程学习教程案例)
...藏哦,下次就找不到了!下面我们正式进入今天的内容:数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)N80G02U10W-5R5(精加工R5圆弧)N90G01
...G02顺时针圆弧切削G03逆时针圆弧切削G04暂停G05P2高速切削加工方式打开走G01G05P0高速切削加工方式关走G01G09正确停止检查单节有效G10资料设定G11资料设定模式取消G12圆周切削CWG13圆周切削CCWG15极坐标指令取消G16极坐标指令G17XY平面...
进给速度用F表示刀具中心运动时的进给速度,由地址码P和后面若干位数字构成。这个数字的单位取决于每个系统所采用的进给速度的指定方法。注意事项:进给速度的单位是直线进给速度mm/mi,还是旋转进给速度mm,的指定方法。...
数控车床指令代码大全(学习数控车加工编程,搞懂这12个指令代码是关键)
1、G00快速定位指令2、G01直线插补指令3、G02顺时针圆弧插补指令4、G03逆时针圆弧插补指令5、G90外圆、内圆车削循环指令6、G71外圆粗车循环指令O0001;G98;M03S500T0101;G00X82Z3;G71U1.5R0.5;G71P1Q2U0.5W0.1F120;N1G00X0;G01Z0F80S1000;X20;X24...
数控车床G76怎么用(学习数控车加工编程,搞懂这12个指令代码是关键)
1、G00快速定位指令2、G01直线插补指令3、G02顺时针圆弧插补指令4、G03逆时针圆弧插补指令5、G90外圆、内圆车削循环指令6、G71外圆粗车循环指令O0001;G98;M03S500T0101;G00X82Z3;G71U1.5R0.5;G71P1Q2U0.5W0.1F120;N1G00X0;G01Z0F80S1000;X20;X24...