数控车床加工内孔视频(常用的车削、铣削、钻削加工计算公式全在这里了,随用随查)
Posted
篇首语:有志者事竟成,破釜沉舟,百二秦关终属楚。。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床加工内孔视频(常用的车削、铣削、钻削加工计算公式全在这里了,随用随查)相关的知识,希望对你有一定的参考价值。
数控车床加工内孔视频(常用的车削、铣削、钻削加工计算公式全在这里了,随用随查)

01
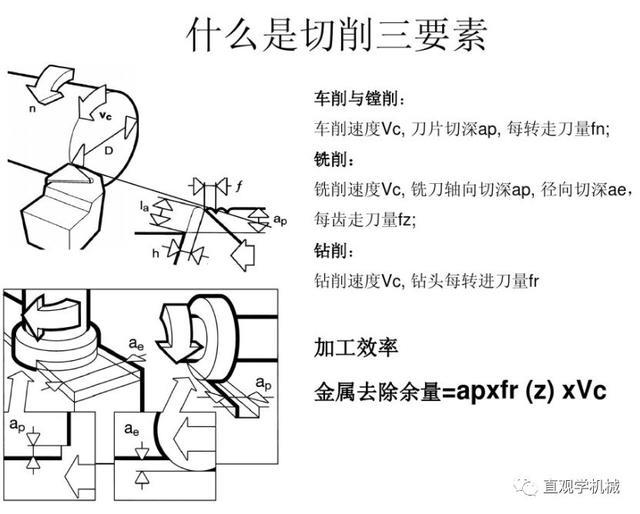
常用车削加工计算公式

● 切削线速度Vc(m/min)

Dm:加工直径,单位(mm)
n:主轴转速,单位(rpm)
● 主轴转速 n (rpm)

Vc:切削线速度,单位(m/min)
Dm:加工直径,单位(mm)
● 金属去除率 Q (cm3/min)

Vc:切削线速度,单位(m/min)
ap:切深(吃刀量),单位(mm)
fn:每转进给量,单位(mm/r)
● 净功率 Pc (kW)
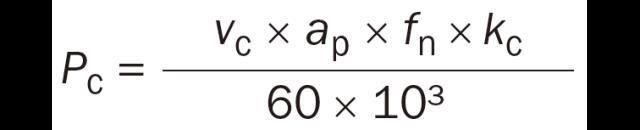
Vc:切削线速度,单位(m/min)
ap:切深(吃刀量),单位(mm)
fn:每转进给量,单位(mm/r)
● 加工时间 Tc (min)
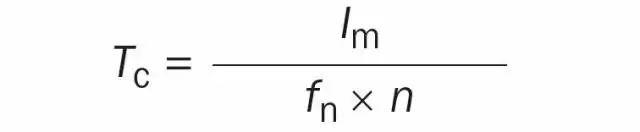
Im:加工长度,单位(mm)
fn:每转进给量,单位(mm/r)
n:主轴转速,单位(rpm)
● 特定切削力 Kc(N/mm2)

kc1:特定切削力,适用于hm= 1 mm
hm:平均切屑厚度,单位(mm)
mc:实际校正系数hm
γ0:切屑前角
02
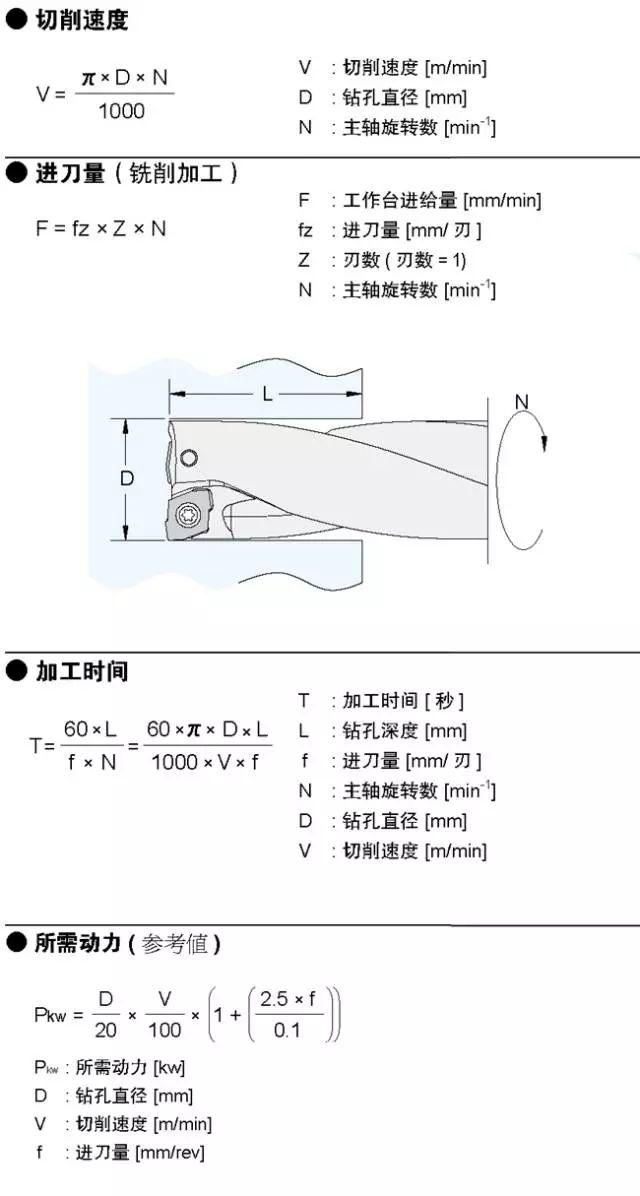
常用铣削加工计算公式

03
常用孔加工计算公式
其它一些加工计算公式,也许对你有用。
一、挤牙丝攻内孔径计算公式:
公式:牙外径-1/2×牙距
例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm
M6×1.0=6-(1/2×1.0)=5.5mm
例2:公式:M3×0.5=3-(0.5÷2)=2.75mm
M6×1.0=6-(1.0÷2)=5.5mm
二、一般英制丝攻之换算公式:
1英寸=25.4mm(代码)
例1:(1/4-30)
1/4×25.4=6.35(牙径)
25.4÷30=0.846(牙距)
则1/4-30换算成公制牙应为:M6.35×0.846
例2:(3/16-32)
3/16×25.4=4.76(牙径)
25.4÷32=0.79(牙距)
则3/16-32换算成公制牙应为:M4.76×0.79
三、一般英制牙换算成公制牙的公式:
分子÷分母×25.4=牙外径(同上)
例1:(3/8-24)
3÷8×25.4=9.525(牙外径)
25.4÷24=1.058(公制牙距)
则3/8-24换算成公制牙应为:M9.525×1.058
四、美制牙换算公制牙公式:
例:6-32
6-32 (0.06+0.013)/代码×6=0.138
0.138×25.4=3.505(牙外径)
25.4÷32=0.635(牙距)
那么6-32换算成公制牙应为:M3.505×0.635
1、 孔内径计算公式:
牙外径-1/2×牙距则应为:
M3.505-1/2×0.635=3.19
那么6-32他内孔径应为3.19
2、挤压丝攻内孔算法:
下孔径简易计算公式1:
牙外径-(牙距×0.4250.475)/代码=下孔径
例1:M6×1.0
M6-(1.0×0.425)=5.575(最大下孔径)
M6-(1.0×0.475)=5.525(最小)
例2:切削丝攻下孔内径简易计算公式:
M6-(1.0×0.85)=5.15(最大)
M6-(1.0×0.95)=5.05(最小)
M6-(牙距×0.860.96)/代码=下孔径
例3:M6×1.0=6-1.0=5.0+0.05=5.05
五、压牙外径计算简易公式:
1.直径-0.01×0.645×牙距(需通规通止规止)
例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)
例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)
六、公制牙滚造径计算公式:(饱牙计算)
例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)
例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)
七、压花外径深度(外径)
外径÷25.4×花齿距=压花前外径
例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13
八、多边形材料之对角换算公式:
1.四角形:对边径×1.414=对角径
2.五角形:对边径×1.2361=对角径
3.六角形:对边直径×1.1547=对角直径
公式2:1.四角:对边径÷0.71=对角径
2.六角:对边径÷0.866=对角径
九、刀具厚度(切刀):材料外径÷10+0.7参考值
十、锥度的计算公式:
公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数
等于查三角函数值
公式2:简易
(大头直径-小头直径)÷28.7÷总长=度数

来源:品悦阳光切削刀具
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容。
往期文章
日本超精细加工技术,在螨虫身上刻字细至微米级
据说能搞定这套模具结构的都是高手
这波机械结构动图太烧脑,吃完鸡腿再看吧
最全不锈钢知识,别再问我201、202、301、302、304哪个是好钢!
瀑布一样,易拉罐(盖)的高速冲压工艺和技术
相关参考