数控车床刀具选择及切削用量(切削用量如何选择你知道吗?)
Posted
篇首语:知识养成了思想,思想同时又在融化知识。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床刀具选择及切削用量(切削用量如何选择你知道吗?)相关的知识,希望对你有一定的参考价值。
数控车床刀具选择及切削用量(切削用量如何选择你知道吗?)
大家下午好我是你们的好朋友UG编程美丽老师,很多粉丝朋友告诉我说切削的用量不知道如何去选择感觉很困惑~不要担心一向宠粉的我,来帮助你们解决哈,希望对你们有所帮助哦,看完之后记得帮我点点赞哦,你们的支持就是我每天的动力,谢谢大家!
切削用量的选择
数控车削加工中的切削用量包括背吃刀量ap,主轴转速n或切削速度vc(用于恒线速度切割)、进给速度vf或者进给量f。这些参数均应在机床给定的允许范围内选取!
一:切削用量的选用原则
粗车时,应尽量保证较高的金属切除率和必要的刀具耐用度。选择切削用量时应首先选取尽可能大的背吃刀量a。其次根据机床动力和刚性的限制条件,选取尽可能大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度v。。增大背吃刀量a。可使走刀次数减少,增大进给量f有利于断屑。精车时,对加工精度和表面粗糙度要求较高,加工余量不大且较均匀。选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础:土尽量提高生产率。因此,精车时应选用较小(但不能太小)的背吃刀量和进给量,并选用性能高的刀具材料和合理的几何参数,以尽可能提高切削速度。
二:切削用量的选取方法
①背吃刀量的选择粗加 工时,除留下精加工余量外,一次走刀尽可能切除全部余量。也可分多次走刀。精加工的加工余量一般较小,可一次切除。在中等功率机床上,粗加工的背吃刀量可达8 ~10mm;半精加工的背吃刀量取0.5~5mm;精加工的背吃刀量取0.2~1.5mm。
②进给速度(进给量)的确定粗加工时,由于对工件的加工表面质量没有太高的要求,这时主要根据机床进给机构的强度和刚性、刀杆的强度和刚性、刀具材料、刀杆和工件尺寸以及已选定的背吃,刀量等因素来选取进给速度。精加工时,则按表面粗糙度要求、刀具及工件材料等因素来选取进给速度。进给速度v可以按公式v f =fXn计算,式中f表示每转进给量,粗车时一般取0.3~0.8mm/ r;车时常取0.1~0. 3mm/r;切断时常取0.05~0.2mm/r。
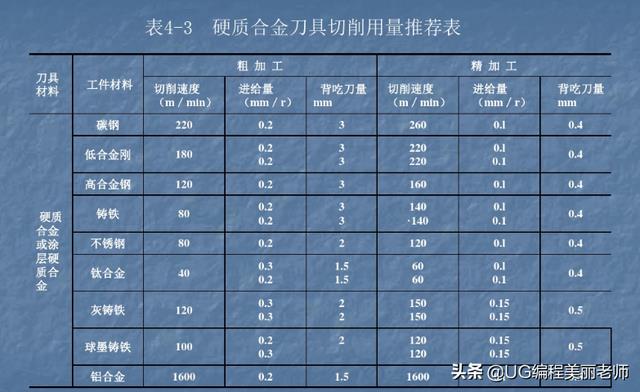
③切削速度的确定 切削速度v。 可根据已经选定的背吃刀量、进给量及刀具耐用度进行选取。实际加工过程中,也可根据生产实践经验和查表的方法来选取。粗加工或工件材料的加工性能较差时,宜选用较低的切削速度。精加工或刀具材料、工件材料的切削性能较好时,宜选用较高的切削速度。切削速度v。确定后,可根据刀具或工件直径(D)按公式n=1000v./JπD来确定主轴转速n (r/min)在工厂的实际生产过程中,切削用量一般根据经验并通过查表的方式进行选取。常用硬质合金或涂层硬质合金切削不同材料时的切削用量推荐值见表4-3。
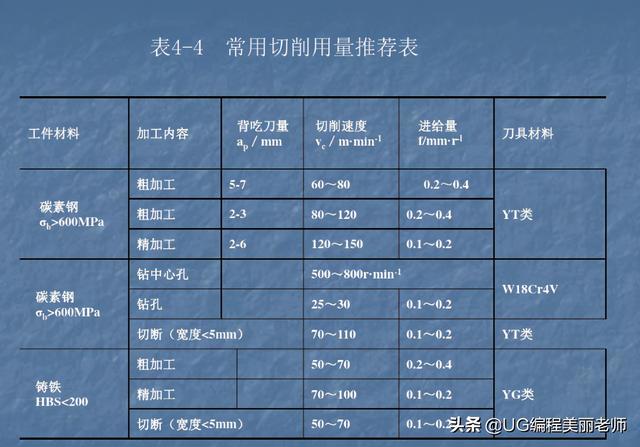
表4-4为常用切削用量推荐表,供参考。
三:选择切削用量时应注意的几个问题
①主轴转速应根据零件 上被加工部位的直径,并按零件和刀具的材料及加工性质等条件所允许的切削速度来确定。切削速度除了计算和查表选取外,还可根据实践经验确定,需要注意的是交流变频调速数控车床低速输出力矩小,因而切削速度不能太低。根据切削速度可以计算出主轴转速。
②车螺纹时的主轴转速
数控车床加工螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时, 刀具沿主进给轴(多为Z轴)方向位移个螺距即可。在车削螺纹时,车床的主轴转速将受到螺纹的螺距P(或导程)大小、驱动电机的升降频特性,以及螺纹插补运算速度等多种因素故对于不同的数控系统,推荐不同的主轴转速选择范围。大多数经济型数控车床推荐车螺纹时的主轴转速n(r/min)为:
n≤(1200/P)一k式中P一一被 加工螺纹螺距,mm;k一-保险 系数,一般取 为80。数控车床车螺纹时,会受到以下几方面的影响:
●螺纹加工程序段中指令的螺距值,相当于以进给量f (mmr)表示的进给速度vp。如果将机床的主轴转速选择过高,其换算后的进给速度v。(m.mm/min)则必定大大超过正常值。
●刀具在其位移过程的始终,都将受到伺服驱动系统升降频率和数控装置插补运算速度的约束,由于升降频率特性满足不了加工需要等原因,则可能因主进给运动产生出的“超前”和“滞后”而导致部分螺牙的螺距不符合要求。
●车削螺纹必须通过主轴的同步运行功能而实现,即车削螺纹需要有主轴脉冲发生器(编码器),当其主轴转速选择过高,通过编码器发出的定位脉冲(即主轴每转一周时所发出的一个基准脉冲信号)将可能因“过冲”(特别是当编码器的质量不稳定时)而导致工件螺纹产生乱纹(俗称“乱扣”)
相关参考