数控车床刀具偏置里R和T怎么设置(学习数控车加工编程,搞懂这12个指令代码是关键)
Posted
篇首语:夫唯不争,故天下莫能与之争。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床刀具偏置里R和T怎么设置(学习数控车加工编程,搞懂这12个指令代码是关键)相关的知识,希望对你有一定的参考价值。
数控车床刀具偏置里R和T怎么设置(学习数控车加工编程,搞懂这12个指令代码是关键)
本期资料基于FANUC系统车床,希望对知友们工作和学习有所帮助。
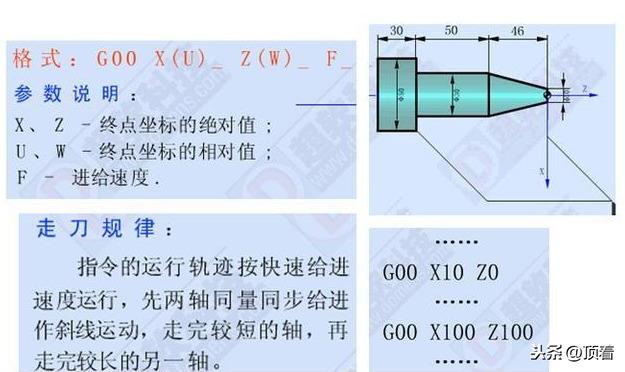
1、G00 快速定位指令
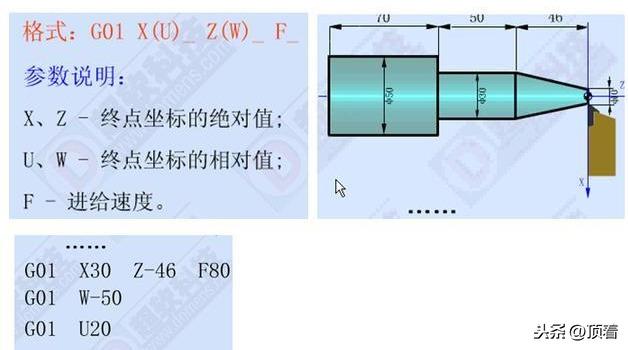
2、G01直线插补指令
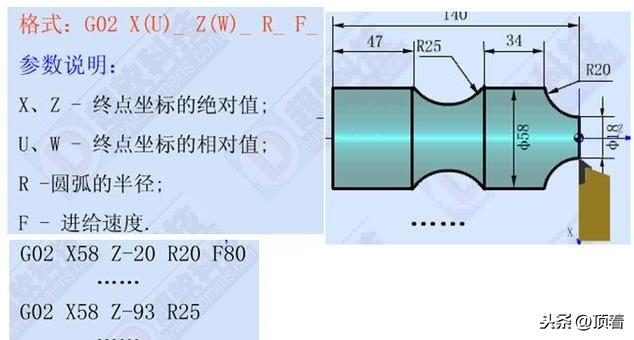
3、G02顺时针圆弧插补指令
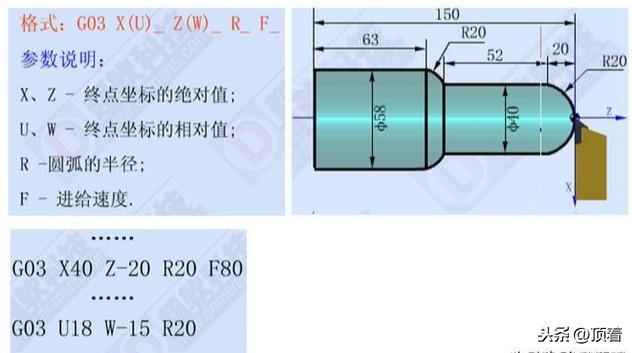
4、G03 逆时针圆弧插补指令
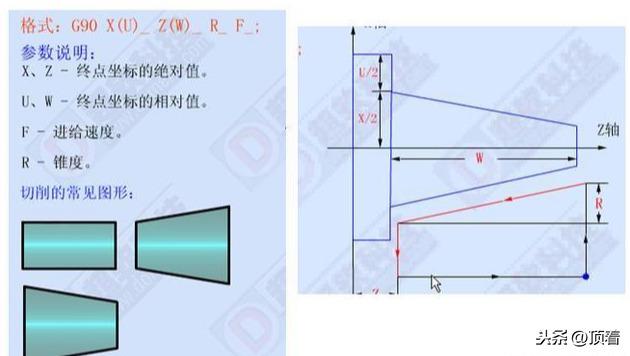
5、G90 外圆、内圆车削循环指令
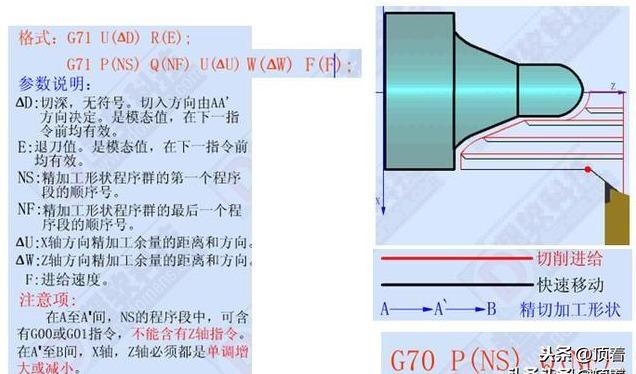
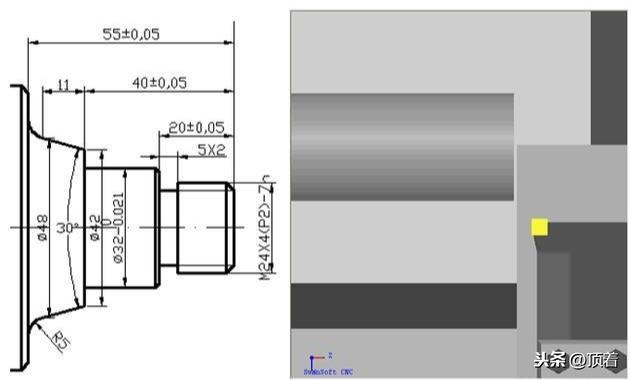
6、G71 外圆粗车循环指令
O0001;
G98;
M03 S500 T0101;
G00 X82 Z3;
G71 U1.5 R0.5;
G71 P1 Q2 U0.5 W0.1 F120;
N1 G00 X0;
G01 Z0 F80 S1000;
X20;
X24 Z-2;
Z-20;
X30;
X32 W-1;
Z-40;
X42;
X48;
W-11;
G02 X58 Z-55 R5;
G01 X72;
X76 W-2;
N2 X82;
G70 P1 Q2;
G00 X100 Z100;
M05;
M30;
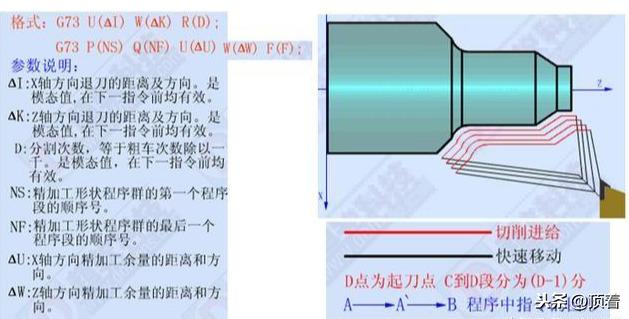
7、G73封闭切削循环指令
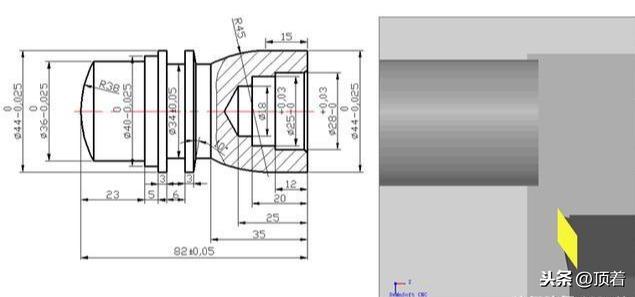
O0001;
G98;
M03 S500 T0101;
G00 X48 Z3;
G73 U5 R5;
G73 P1 Q2 U0.5 W0 F150;
N1 G00 X44 Z1;
G01 Z-15 F100 S1000;
G03 X34 Z-35 R45;
G01 W-5;
X44 W-1;
N2 X46;
G70 P1 Q2;
G00 X100 Z100;
M05;
M30;
8、G72 端面粗车循环指令
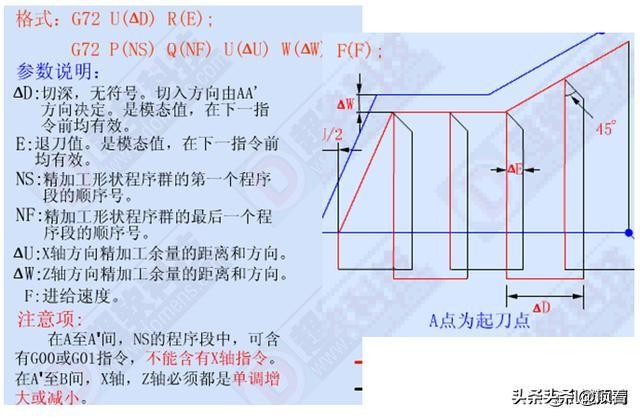
G00 X52 Z2;
G72 W1 R0.3;
G72 P1 Q2 U0.05 W0.3 F100;
N1 G00 Z-12;
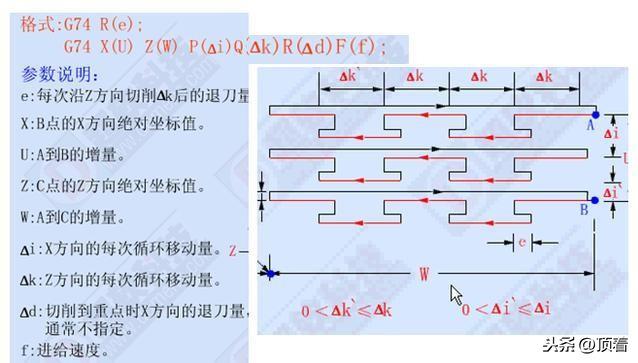
9、G74 端面深孔加工循环指令
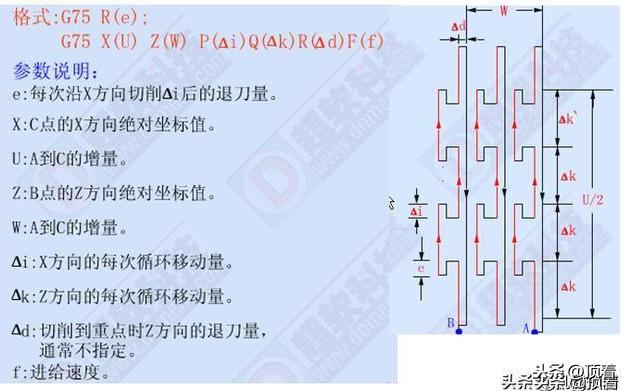
10、G75 外圆、内圆切槽循环指令
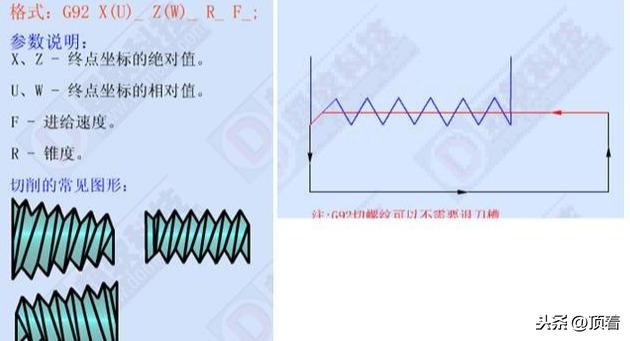
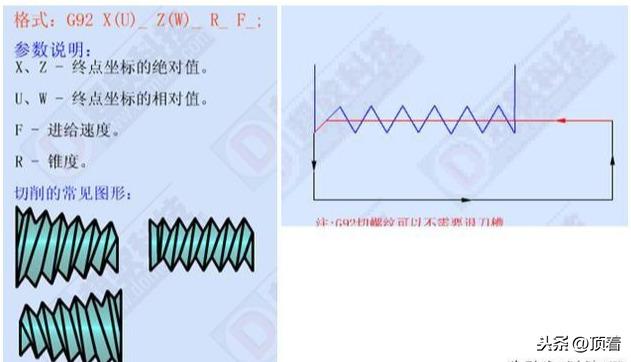
11、G92 螺纹切削循环指令
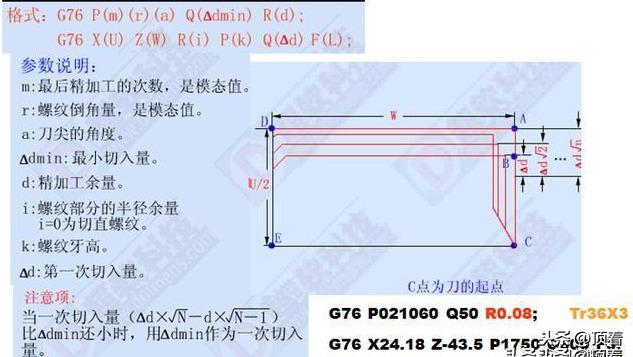
12、G76 复合型螺纹切削循环指令
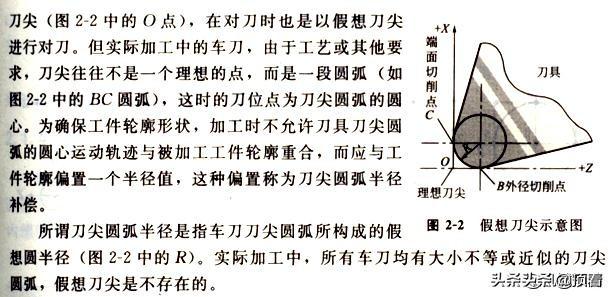

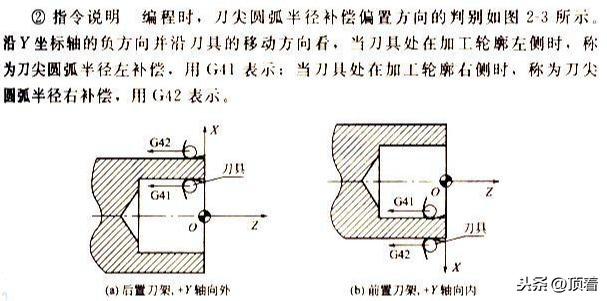
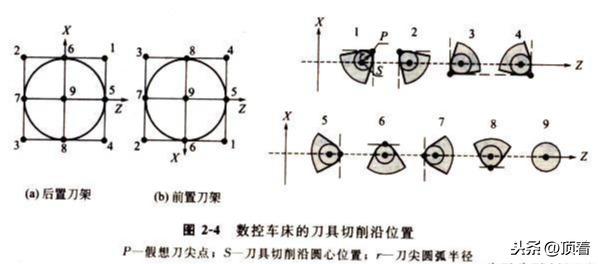
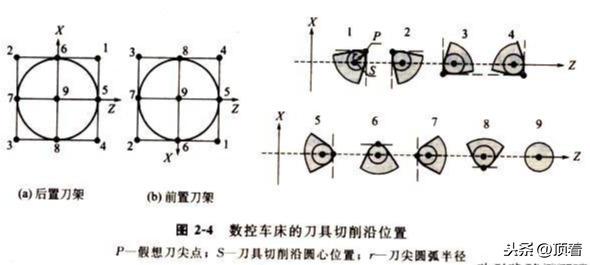
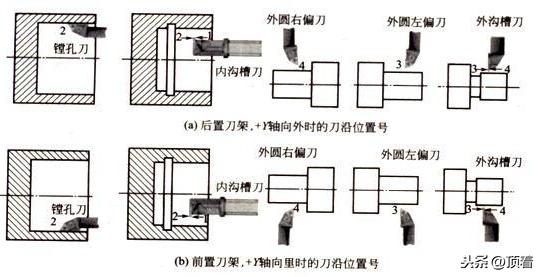
( 3 )圆弧车刀刀具切削沿位里的确定
数控车床采用刀尖圆弧补偿进行加工时,如果刀具的刀尖形状和切削时所处的位置(即刀具切削沿位置)不同,那么刀具的补偿量与补偿方向也不同。根据各种刀尖形状及刀尖位置的不同,数控车刀的刀具切削沿位置共有 9 种,如图所示。常用车刀的刀沿位置号如下图。
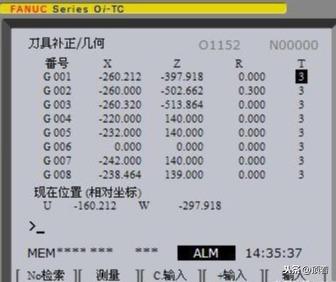
(4)刀尖圆弧半径补偿注意事项
① 刀具半径补偿模式的建立与取消程序段只能在 G00 或 G0l 移动指令模式下才有效。
② G41 / G42 不带参数,其补偿号(代表所用刀具对应的刀尖半径补偿值)由 T 指令指定。该刀尖圆弧半径补偿号与刀具偏置补偿号对应。
③ 采用切线切人方式或法线切人方式建立或取消刀补。
④ 为了防止在刀具半径补偿建立与取消过程中刀具产生过切现象,在建立与取消补偿时,程序段的起始位置与终点位置最好与补偿方向在同一侧。
⑤ 在刀具补偿模式下,一般不允许存在连续两段以上的补偿平面内非移动指令,否则刀具也会出现过切等危险动作。补偿平面非移动指令通常指:仅有G 、 M 、 S 、 F 、 T 指令的程序段(如 G90 , M05 )及程序暂停程序段 (G04 X10.0 )。
相关参考
机床用(邹军:G-MILL 1150数控机床使用UG NX后置文件输出相关说明)
...使用软件版本为NX11以上二、此后置具备防错提示功能在刀具轨迹输出过程中会有操作未设置元素进行温馨提示,不影响后置输出,这些不设置会对加工过程产生影响,请注意!!!1、进给速率未设置温馨提示2主轴转速未设置,...
数控车刚性攻丝编程(CNC加工中心程序代码大全,数控加工必备)
今天分享一份CNC加工中心程序代码大全,数控加工必备!数控机床的可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿...
...换等动作。常用M代码见表如下:加Q群868791195免费领取☞数控车、数控铣编程手册,U
...换等动作。常用M代码见表如下:加Q群868791195免费领取☞数控车、数控铣编程手册,U
数控雕刻机刀具参数设置(数控加工中心刀具转速进给参数表,干货知识,没有你就亏大了)
...睿希老师,今天给大家的学习干货资料是《数控加工中心刀具转速进给参数表》没有你就亏大了,这个表格涵盖了很多丰富的知识,想学习的朋友们可以点赞收藏起来!领取途径:点赞关注+转发+私信=免费领取学习
毫米微偏置器(数控加工编程基础知识,G代码及其功能,搞加工的应该知道)
一、G代码及其功能G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G06------抛物线插补G07------Z样条曲线插补G08------进给加速G09------进给减速G10------...
FANUC-Oi-MD系统数控编程1.1常用编程指令一:准备功能(G功能)准备功能G代码用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。数控加工常用的G功能代码见表4-1.表4-1G代码组功...
数控车精加工编程(西门子数控车床编程方法,提升自己必备小技巧速来领取)
...UG编程美丽老师,听说很多朋友们都想学习一下,西门子数控车床编程方法,那么今天给大家出一套完整的教学吧,希望对大家的学习和工作有所帮助!编程特点程序段的格式举例编程指令集G90/G91:绝对/增量位置数据G54...G57,G500...
数控车床刚性攻丝指令(CNC加工中心程序代码大全,数控加工必备)
今天分享一份CNC加工中心程序代码大全,数控加工必备!数控机床的可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿...
例一.图示如下零件材料:黄铜,毛坯:锻件,单边余量约1mm,螺纹为公制直螺纹,螺距1.5mm1#刀:内孔刀;2#刀:割槽刀(刀宽为槽宽3mm);3#刀:螺纹刀刀具起始点为(X100,Z50);N0010M03S1500N0020G00X100Z50N0030T1N0040G00X30N0050G00Z0N0060G01X55F150(加工端面...