数控车床内孔刀杆怎么选择啊(用指令G71、G73加工外轮廓,要知道余量U为正,内轮廓余量U为负)
Posted
篇首语:我贪钱,大概是因为卑微到泥土里,只有它能给我一丝安全感吧.本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床内孔刀杆怎么选择啊(用指令G71、G73加工外轮廓,要知道余量U为正,内轮廓余量U为负)相关的知识,希望对你有一定的参考价值。
数控车床内孔刀杆怎么选择啊(用指令G71、G73加工外轮廓,要知道余量U为正,内轮廓余量U为负)
内轮廓车削加工
内轮廓车削与外轮廓车削基本相同,只是车内轮廓的 工作条件比较差,加上刀杆刚性差,容易振动,因此内轮 廓的车削加工与测量比较困难。
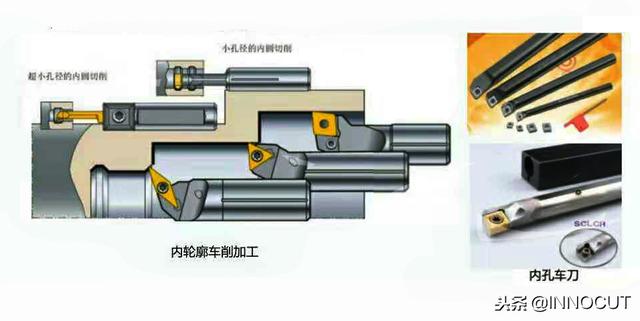
内孔车刀的安装要求
1.安装内孔车刀时,刀尖应对准工件中心或略高一-点,这样可以避免车刀收到切削力的作用产生“扎刀”现象并造成孔径扩大。
2.刀杆伸出刀架不宜过长,为避免内孔车刀对中心高刚性不足而产生振动,一般比工件
孔深长5~ 6mm。
3.内孔车刀刀杆应与工件轴心平行,否则车削时,刀杆容易碰到内孔表面。

内孔车刀试切对刀
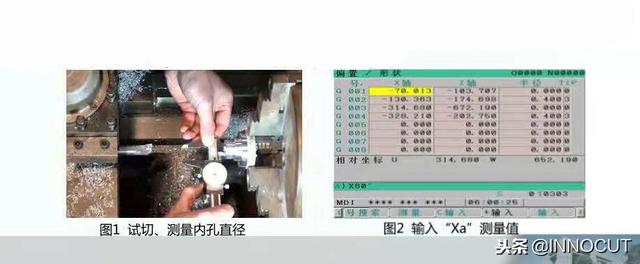
(1 )在手动操作方式下,启动主轴,用当前刀具在加工余 量范围内试切工件内孔,车的长度必须能够方便测量, X轴 不要移动,沿Z的正方向退出来,停主轴。
( 2 )测量所车的内孔尺寸Xa ,如图1。
(3)按"OFS/SET" 键,进入“偏置/形状”界面,将光标 移到与刀位号相对应的位置后,输入孔径Xa,按CRT屏下的 软键 “测量 完成X向对刀,如图2。
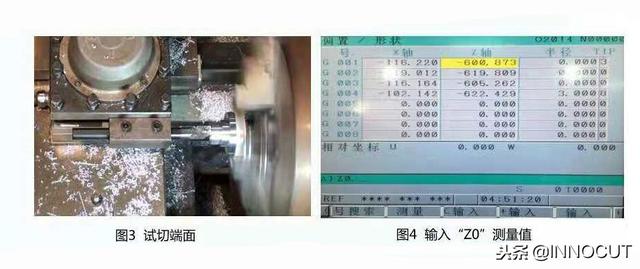
(4)在手动方式下,用内孔车刀刀尖触碰已加工的端面,Z 方向不动,如图3。
(5)按"OFS/SET" 键,进入“偏置/形状”界面,将光标 移到与刀位号相对应的位置后,输入"Z0”, 按CRT屏下的 软键“测量”,完成Z向对刀,如图4。
常用测量孔径的方法
内孔孔径测量量具的选择与孔径的精度要求有关,精度要求较高的孔径常用内径量表
或内径千分尺测量,也可采用圆柱塞规测量,精度要求一般的孔径可用游标卡尺测量。

内轮廓编程注意事项
数控车削内孔的指令与外圆车削指令基本相同,但也 有区别,编程时应注意以下方面:
1.粗车循环指令G71、G73 ,在加工外轮廓时余量U为 正,但在加工内轮廓时余量U应为负。
2.若精车循环指令G70采用半径补偿加工,以刀具从右 向左进给为例。在加工外径时,半径补偿指令用G42, 刀具方位编号是“3"。在加工内轮廓时,半径补偿指 令用G41 ,刀具方位编号是"2” 。
3,加工内孔轮廓时,切削循环的起点、切出点的位置选 择要慎重,要保证力具在狭小的内部结构中移动而不干 涉工件。循环起点、切出点的X值一-般取与预加工孔直径 稍小一点的值,如下图所示。

内轮廓加工编程的方法

内轮廓加工注意事项
1内孔车刀刀杆的选择应合理,既要能满足刚性,又 要避免刀杆与孔壁干涉。
2内孔车刀的换刀点应较远些,应防止与工件产生撞 击。
3内轮廓加工G71编程时,注意加工余量U前面加 且轮廓顺序从大到小。
4,加工内轮廓时,切削循环起点、切出点的位置选择要 合理,避免刀具与工件发生碰撞。
相关参考
数控车内孔刀怎么磨(数控车床精密车削孔加工后出现刮痕的处理方法)
数控车床精密车削加工中心孔加工后出现刮痕怎么处理呢,遇到这种情况怎么办今天万国智能数控就带大家一起来了解一下:1、看一下能不能改变下加工参数,有可能是参数的设置不合理。2、另一方面避免刮痕的有效方法是使...
一.G71指令格式:G71U_R_;G71P_Q_U_W_F_;U—粗加工时每次的切深,单边值;R—粗车时直径上的退刀量;P—精加工路线起刀点的程序段号;Q—精加工路线结束时的程序段号;UW—第二行里的U跟W是精加工留的余量(U为直径方向,车外...
...常重要的,特别是针对采用偏心原理的工作调整,安装镗孔刀后一定要注意观察镗刀的主刀刃上平面,是否与镗刀头的进给方向在同一水平面上?安装在同一水平面上才能保证几个切屑刃是在正常的加工切削角
数控机床代码指令有G00快速点定位。G01直线插补G02顺时针圆弧G03逆时针圆弧。G04暂停。G28自动返回机床原点.G32等螺距螺纹切削。G40取消刀具半径补偿,G41刀具半径左补偿,G42刀具半径右补偿,G70精加工循环,G71轴向粗车循环,G7...
数控车床刀杆刀片价格(车刀种类知识用途,做数控的怎能不了解呢)
一、车刀种类和用途车刀是应用最广的一种单刃刀具。也是学习、分析各类刀具的基础。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
数控车床车凸圆弧实例(宏程序入门的第四讲,含上凹圆弧零件的编程之同心圆法)
今天进行数控车床编程宏程序入门的第四讲,关于轴上凹球面零件的加工。从下图中可知,该零件是一个中级工考工的简单轴类零件的加工。1、从学生实训的角度而言:学生主要是学代码指令的应用,更在乎通过程序编制能正...
...分析各类刀具的基础。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。...
法兰加工机床(少见的六角车床加工异形工件视频,高效高速高逼格)
...,当时第一眼觉得这种六工位的很少见,而且6把刀都是内孔刀,是根据方刀架改的,而且外扩也可以。这种六角车床主要适于加工形状比较复杂,特别是带有内孔和内外螺纹的工作,如各种阶梯小轴、套筒、螺钉、螺母、接...