数控车床倒角计算公式(数控车床常加工棒料计算公式,要记住不难)
Posted
篇首语:黄沙百战穿金甲,不破楼兰终不还。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床倒角计算公式(数控车床常加工棒料计算公式,要记住不难)相关的知识,希望对你有一定的参考价值。
数控车床倒角计算公式(数控车床常加工棒料计算公式,要记住不难)
以下资料仅供参考,现有的数控系统一般有自动倒角功能,不需要再做复杂的计算
直径Φ 倒角量 a 角度θ 正切函数tan θ 正弦函数 sin θ 余弦函数 cos θ 圆弧半径R 乘以号x
除以号÷ 先运算( )内结果,再运算【 】,再运算全式
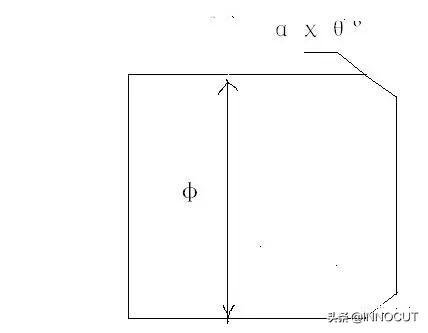
一、外圆倒斜角计算公式
例子: Φ 30直径外端倒角1.5x60°
程式:Go X32 Z2
1,倒角起点直径X= Φ-2xaxtanθ° X=30-2x1.5x1.732=24.804 G1 X24.804 Z0 F0.2
2,倒角起点长度Z=0 其中tan60°由数学用表查出 G1 X30 Z-1.5 F0.15
3,倒角收点直径X= Φ; G1 Z-50
4,倒角收点长度Z= -a
。。。。。。
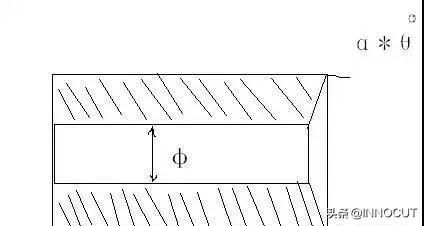
二、内圆倒斜角计算公式
例子: Φ 20孔径外端倒角2x60°
程式:Go X18 Z2
1,倒角起点直径X= Φ+2xaxtanθ° x=20+2x2x1.732=26.928 G1 x26.928 Z0 F0.2
2,倒角起点长度Z=0 G1 X20 Z-2 F0.15
3,倒角收点直径X= Φ; G1 Z-30
4,倒角收点长度Z= -a
。。。。。。
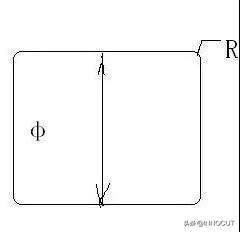
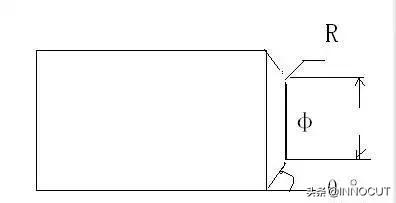
三、外圆倒圆角计算公式
例子: Φ 35直径外端圆角R3
程式:Go X36 Z2
1,倒角起点直径X= Φ-2*R X=35-2x3=29 G1 X29 Z0 F0.2
2, 倒角起点长度 Z=0 G3 X35 Z-3 R3 F0.15
3,倒角收点直径X= Φ; G1 Z-30
4,倒角收点长度Z= - R
。。。。。。
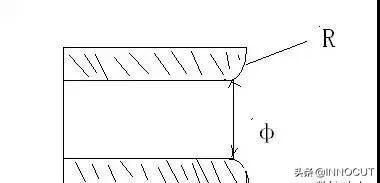
四、内圆倒圆角计算公式
例子; Φ 20孔径外端圆角R2
程式:G0 X18 Z2
1,倒角起点直径X= Φ+2*R X=20+2x2=24 G1 X24 Z0 F0.2
2, 倒角起点长度 Z=0 G2 X20 Z-2 R2 F0.1
3,倒角收点直径X= Φ; G1 Z-25
4,倒角收点长度Z= - R 。。。。。。
五、G90、G92数控指令R锥度值的计算:
例子:大端Φ 35小端Φ32锥体长20 牙长16mm让刀3mm加工
1、计算图上锥度比例值: (32-35)/20=-0.15 程式;G0 X37 Z3
(起始端直径 - 收点端直径)÷锥体长度 G92 X33.8 Z-16 R-1.425 F2
2、计算G92实际R值(车牙时,起始端至收点端的半径差):-0.15X1/2X(16+3)=-1.425 X33.1
锥度比例值x1/2x(有效牙长度+让刀位置) X32.6
3、G92的收刀点直径: 35+(-0.15X(20-16))-2X1=32.4 X32.4
锥体收点端直径+锥度比例值x(锥体长度—有效螺纹长度)—2x牙高
。。。。。
六、球冠的高度计算公式:
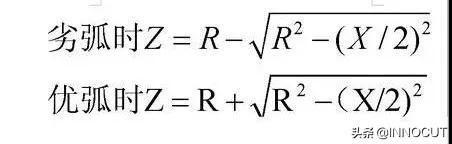
1、当截面为劣弧时。球冠高度= R-【R2-(X/2)2)】的方差的平方根
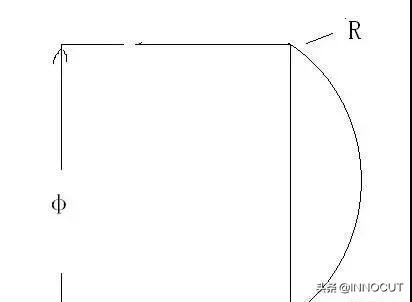
2、当截面为优弧时。球冠高度=R+【R2-(X/2)2)】的方差的平方根
例如:Φ 35外径前端车制一个R50的圆弧面
弓高=R50-【R50乘方-(35/2)乘方】的方差的平方根=3.162
程序:S800 M3G99T0101
G0 X36 Z2
G71 U2 R1 F0.25
G71 P10 Q40 U0.8 W0.1
N10 G0 X0
N20 G1 Z0
N30 G3 X35 Z-3.162 R50
N40 G1 X36
G70 P10 Q40 S1500 F0.1
G0 X100 Z50
M5
M30
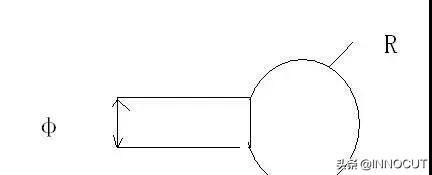
例如:Φ 40棒料车制尾柄为 Φ 18 的 R20的球体
弓高=R20+【R20乘方-(18/2)乘方】的方差的平方根=37.86
程序:S800 M3G99T0101
G0 X41 Z2
G71 U2 R1 F0.25
G71 P10 Q40 U0.8 W0.1
N10 G0 X0
N20 G1 Z0
N30 G3 X40 Z-20 R20
N40 G1 X41
G70 P10 Q40 S1500 F0.1
G0 X100 Z50
T0202
G0 X44 Z-37.86
G72 W2.5 R0 F0.25
G72 P50 Q80 U0.8 W0
N50 G0 Z-20
N60 G1 X40
N70 G3 X18 Z-37.86 R20
N80 G1 Z-37.86
G70 P50 Q80 S1500 F0.1
G0 X100 Z50
M30
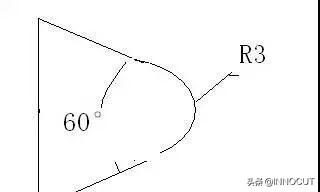
七、锥体与球体结合体的接点计算:
1、顶端 X=0 Z=0
2、圆弧与锥体相切点 X=2xRxcosθ°
Z= -(1-Sinθ°)xR
收点端 X=锥体大端Φ Z= -(Φ-切点X)÷2÷tanθ+切点的Z
例如:Φ32棒料车制一个前端为R3的60度顶尖
圆弧与锥体切点X=2*3*0.866=5.196
Z=-(1-0.5)*3=-1.5
锥大端=32
锥体大端=-(32-5.195)÷2÷ 0.57733+(-1.5)=-24.713
程序:S700 M3G99T0101
G0 X32.5 Z2
G71 U2 R1 F0.25
G71 P10 Q40 U0.8 W0.1
N10 G0 X0
N20 G1 Z0
N30 G3 X5.196 Z-1.5 R3
N40 G1 X32 Z-24.713
G70 P10 Q40 S1500 F0.1
G0 X100 Z50
M5
M30
八、锥台圆角的计算:
1、起始端X =Φ-2R【 (1-sin θ)*tanθ-cos θ】Z=0
2、切点 X =Φ+2R (1-sin θ)*tanθ Z =-(1-Sinθ)*R
3、收点X=锥体大端直径Φ Z = -(Φ-切点X)÷2÷tanθ+切点的Z(也就是锥长)
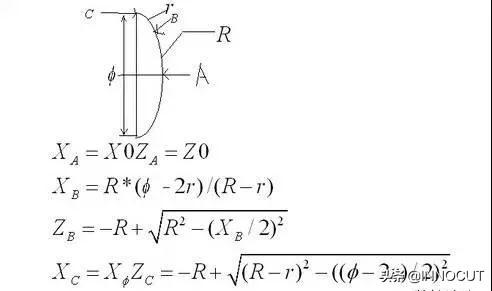
九、大圆弧R与小圆弧 r 的接合:
1、起始端 X=0 Z=0
2、切点X Z见上图
3、收点X =Φ Z=见上图
例如直径100棒料车R80大球端,r10卷边
S500M3T0101G99
G0 X102 Z2
G71 U2.5 R1 F0,25
G71 P10 Q50 U0.8 W0.2
N10 G0 X0
N20 G1 Z0
N30 G3 X91.428 Z-14.347 R80
N40 G3 X100 Z-22.554 R10
N50 G1 Z-23
G70 P10 Q50 S800 F0.12
G0 X150 Z50
M5
M30
相关参考
数控车床g90是什么意思(数控车床常用计算公式,都记下了吗?)
以下资料仅供参考,现有的数控系统一般有自动倒角功能,不需要再做复杂的计算)直径Φ倒角量a角度θ正切函数tanθ正弦函数sinθ余弦函数cosθ圆弧半径R乘以号x除以号÷先运算()内结果,再运算【】,再运算全式一、外圆倒斜角计...
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm...
一、挤牙丝攻内孔径核算公式4N(h:_%T2r公式:牙外径-1/2×牙距:0p#F#r)i(|2i$D4F"^$x$E*t例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm3Px:u9K\'q8W1~例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝...
数控车床进给速度计算(切削速度、吃刀量、进给速度三者关系及计算公式,很实用记得收藏)
数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以...
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:...
数控车床进给速度F怎么计算(深度解析切削速度、吃刀量和进给速度三者关系及计算公式)
1、切削用量的选择原则 粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手...
数控车床加工内孔视频(常用的车削、铣削、钻削加工计算公式全在这里了,随用随查)
01常用车削加工计算公式●切削线速度Vc(m/min)Dm:加工直径,单位(mm)n:主轴转速,单位(rpm)●主轴转速n(rpm)Vc:切削线速度,单位(m/min)Dm:加工直径,单位(mm)●金属去除率Q(cm3/min)Vc:切削线速度,单位(m/min)ap:切...
数控铣转速的计算(常用的车削、铣削、钻削加工计算公式全在这里了,随用随查)
01常用车削加工计算公式●切削线速度Vc(m/min)Dm:加工直径,单位(mm)n:主轴转速,单位(rpm)●主轴转速n(rpm)Vc:切削线速度,单位(m/min)Dm:加工直径,单位(mm)●金属去除率Q(cm3/min)Vc:切削线速度,单位(m/min)ap:切...
数控车床进给(切削速度、吃刀量、进给速度三者关系及计算公式,很实用记得收藏)
数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写入程序中。切削用量包括切削速度、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。1、切削用量的选择原则粗加工时,一般以...
数控折弯机折弯加工工艺参数(各种钣金折弯极限尺寸计算公式汇总,干货)
min=(V/2)+2+t………(7)不同材料厚度的最小折边尺寸Lmin(见表5)。2 最小Z型折边中间高度(如图六)Z型折边中间高度受V型槽中心到下模边距离影响,最小折边高度为公式(8):Hmin=(V/2)+2.5+2t………(8)不同材料厚度的...