数控车床主轴停止指令(简思基础功能类-暂停功能(状态的记录与恢复))
Posted
篇首语:与其担心未来,不如现在好好努力,只有奋斗才能给你安全感。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床主轴停止指令(简思基础功能类-暂停功能(状态的记录与恢复))相关的知识,希望对你有一定的参考价值。
数控车床主轴停止指令(简思基础功能类-暂停功能(状态的记录与恢复))

在动作运行过程中,总避免不了实现启动、暂停等功能,而暂停设置就是整个过程停止在当前运动的状态,再恢复时,动作继续运行。
【控制要求】
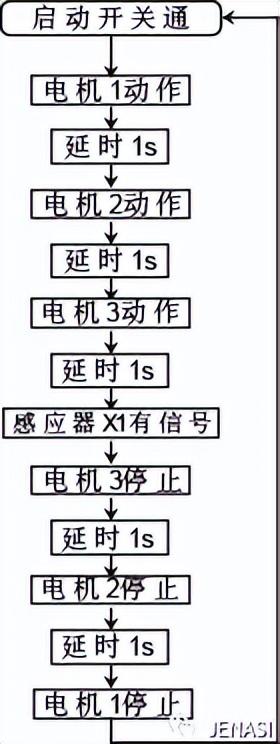
按下启动开关(自锁开关),1、2、3号电机按顺序依次动作,电机1动作,延时1s后电机2动作,再延时1s,电机3动作,延时1s后当感应器X1有信号时,电机按照3、2、1的顺序依次停止动作,每个动作间隔1s。
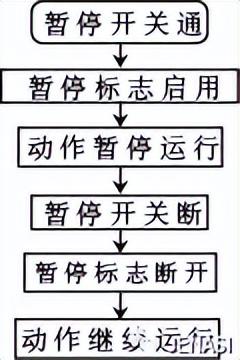
要求可以实现暂停功能,按下暂停开关(自锁开关,按下一直保持信号),动作停止,输出会断开,但需要系统能够记录当时的状态,以便恢复时能够清楚上一步的动作是什么,断开暂停开关时,当前动作恢复正常运行。
【动作分析】
按下启动开关,就是一个等待输入信号,添加等待输入X0,电机动作都是触发输出端,电机动作添加触发输出通,电机停止添加触发输出断,间隔时间都是用延时等待指令。
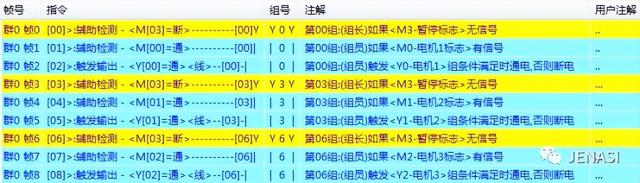
由于动作要求有暂停功能,这里就需要借助辅助标志来记录每个电机的动作状态,同时用一个辅助标志表示暂停开关的状态。如在暂停开关没信号(暂停标志断)的情况下,电机标志M有信号时,就表示输出端电机通(线网模式)。
由此可以想到,暂停开关有信号(暂停标志通)的情况下,动作全部停止,也就是程序所在环要停止,等暂停开关断开,程序所在环继续运行。这个动作在时序环实现。
而暂停标志为断时,电机标志为通状态时,这样对应的电机就会动作(采用线网模式),暂停标志为通时,条件不满足,动作全部停止。这样的动作就是在组合逻辑实现。
【控制流程图】
按照动作分析,每一个动作就是一个指令,将总动作流程图一步一步画出来,每个指令用流程图的方式连接起来。
暂停动作逻辑流程图:
【修改别名】
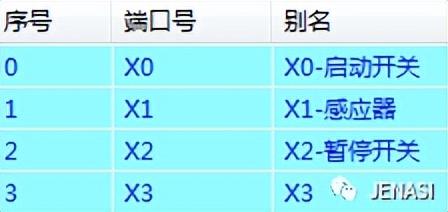
在软件别名处,对动作需要用到的端口进行别名修改:
输入端别名修改:X0:启动开关,X1:感应器,X2:暂停开关。
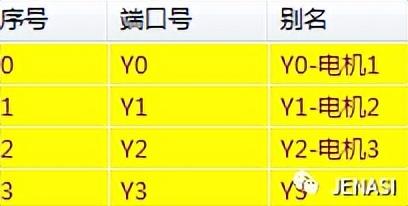
输出端别名修改:Y0:电机1、Y1:电机2、Y2:电机3。
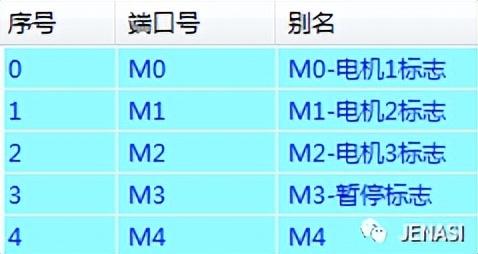
辅助标志别名修改:
【程序编辑】
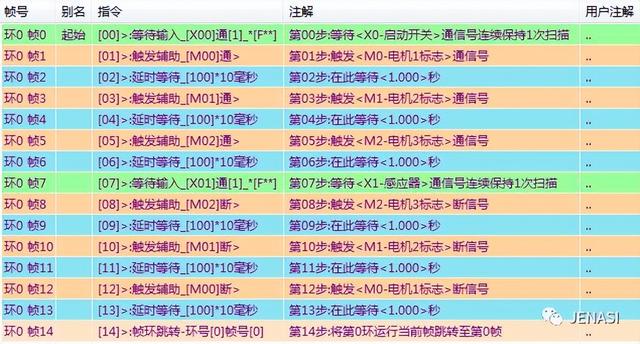
在时序环0中直接用启动开关来控制电机的标志,电机标志为通时,说明电机也是为通,电机标志为断时,说明电机也是为断,用这个辅助标志来记录电机的状态。
注:在触摸屏上实现相应的开关按键,只需要将等待输入“X端”修改成辅助标志“M”就可以了(添加等待辅助指令)。
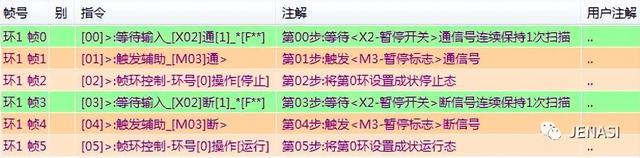
在时序环1中编辑暂停控制动作。暂停开关有信号时,触发暂停标志M3通 ,用M3来记录暂停开关的状态(方便组合逻辑实现暂停控制)。
在组合逻辑中编辑在暂停标志断开的条件下电机标志直接控制电机的动作,电机与电机标志之间为线网模式。因为用的线网模式,所以当暂停标志为通时,条件不满足,所以电机标志和电机都将为断状态。
【程序调试】
当所有的程序编辑完成之后,我们就可以将程序通过串口下发至PLC中,程序调试有几种方式。
1、可以在编程软件上进行程序调试,在菜单栏中的调试框中,打开“在线调试环”,选择下发程序的端口,即可在线调试。
2、可在触摸屏软件上实现在线模拟,进行程序调试。
相关参考
...有M00指令码状况:(1)程序暂停且黄色指示灯亮。(2)主轴停止,三轴停止。(3)切削液停止。(4)自动吹气停止。(5)按CYCLESART可再启动。M01:选择性停止条件:选择性停止切换开关ON状况:(1)程序暂停且黄色警示灯亮...
...有M00指令码状况:(1)程序暂停且黄色指示灯亮。(2)主轴停止,三轴停止。(3)切削液停止。(4)自动吹气停止。(5)按CYCLESART可再启动。M01:选择性停止条件:选择性停止切换开关ON状况:(1)程序暂停且黄色警示灯亮...
...中心上的距离进给功能S.F指定进给速度、指定螺纹的螺距主轴功能指定主轴的转速工具功能T指定刀具编号、指定刀具辅助功能M指定辅助功能的开关控制暂停P、U、X停刀的时间P、Q指定程序开始执行和返回的程段号圆弧插补格式G0...
数控编程f是什么意思(数控编程基础知识不牢固,后期加工困难,五大指令功能介绍送给你)
嗨!大家好,我是INNOCUT。数控车床加工时,指令都是根据零件所加工的形状所决定的,而发兰克系统(FANUC0i)的五大指令,可能有很多人不明白这些指令含义,今天给大家分享这些指令含义,免于后期在编程过程中产生质疑,...
恒表面切削速度控制(这五个指令功能对数控编程基础不牢固的朋友真的很有用)
大家好,我是UG编程流苏,欢迎大家阅读本期文章!数控车床加工时,指令都是根据零件所加工的形状所决定的,而法兰克系统(FANUC0i)的五大指令,可能有很多人不明白这些指令含义,今天给大家分享这些指令含义,免于后期...
数控g93攻丝编程怎么编(数控机床常用M和G代码,代表什么意思)
...00快速移动)M代码:辅助功能,辅助机床动作。(比如M03主轴正转)01G代码指令G00--快速定位G01--直线插补G02--圆弧插补(顺时针)G03--圆弧插补(逆时针)G04--暂停G05--高速高精度制御1(部分机床)G05.1--高速高精度制御2(部分机...
数控G03圆球头编程实例(第三章 FANUC oi系统数控车床操作)
第一节FANUCO-TDⅡ控制面板一、系统功能指令表在表3-1中列出的是FANUCO-TDⅡ系统常用指令。表3-1系统功能指令表G(M)代码组功能*G00G01G02G0301组定位(快速进给)直线插补(切削进给)圆弧插补CW(顺时针)圆弧插外CCW(逆时针)G0...
数控车床编程常用指令介绍1.F功能 F功能指令用于控制切削进给量。在程序中,有两种使用方法。 (1)每转进给量 编程格式G99F~ F后面的数字表示的是主轴每转进给量,单位为mm/r。 例:G99F0.2表示进给量为0.2mm/r。 (2)每分钟进给量 ...
数控车床刚性攻丝指令(CNC加工中心程序代码大全,数控加工必备)
今天分享一份CNC加工中心程序代码大全,数控加工必备!数控机床的可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿...
SIEMENS铣床G代码地址含义D刀具刀补号F进给率(与G4一起可以编程停留时间)G功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针圆弧插补CIP中间点圆弧插补G33恒螺距的螺纹切削G331不带补偿夹具切削内螺纹G332不带补偿夹...