数控车床上常用的刀具有哪些(不同材料的数控刀具,分别都适用于加工什么零件?这些都清楚吗?)
Posted
篇首语:正确的道路是这样:吸取你的前辈所做的一切,然后再往前走。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床上常用的刀具有哪些(不同材料的数控刀具,分别都适用于加工什么零件?这些都清楚吗?)相关的知识,希望对你有一定的参考价值。
数控车床上常用的刀具有哪些(不同材料的数控刀具,分别都适用于加工什么零件?这些都清楚吗?)
干数控最常遇到的问题,就是买的刀具加工不了几个工件,刀尖就磨损了,不同的刀具都具备了哪些性能,这些了解吗?
来看看刀具材料应具备的性能
足够的硬度和耐磨性:足够的耐磨性。
足够的强度和韧性:承受振动和冲击, 不致断裂。
足够的热硬性红硬性:高温下能继续切削,高温下能抗氧化、抗粘结、抗扩散。
良好的工艺性:便于制造
经济性:寿命与加工零件数量的比值。
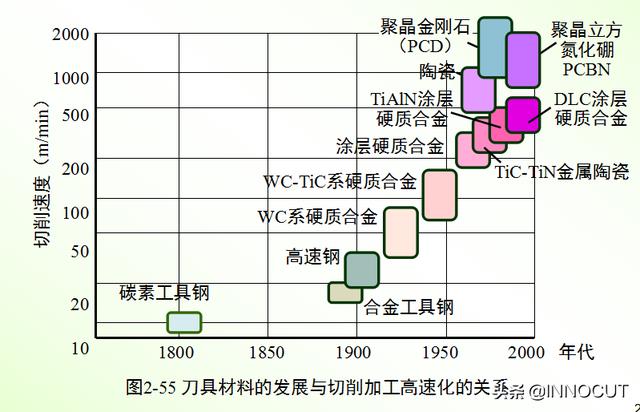
常用刀具材料
碳素工具钢 手工工具和切削速度较低的刀具
合金工具钢 手工工具和切削速度较低的刀具
高速钢
硬质合金
陶瓷、立方氮化硼、金刚石、聚晶金刚石
常用刀具材料
高速钢
高速钢是一种加入了较多的W钨、Mo钼、Cr铬、V钒等合金元素的高合金工具钢。
特点:1)强度高,抗弯强度为硬质合金的2~3倍;2)韧性高,比硬质合金高几十倍;3)硬度HRC63以上,且有较好的耐热性;4)可加工性好,热处理变形较小。
应用:常用于制造各种复杂刀具(如钻头、丝锥、拉刀、成型刀具、齿轮刀具等)。
CVD(化学气相沉积法)900~10500C,5um~10um,用于硬质合金
PVD(物理气相沉积法)300~5000C,2um~5um,用于高速钢
保持原有韧性的情况下,大大提高刀具耐磨性,刃磨前刀面提高刀具寿命。
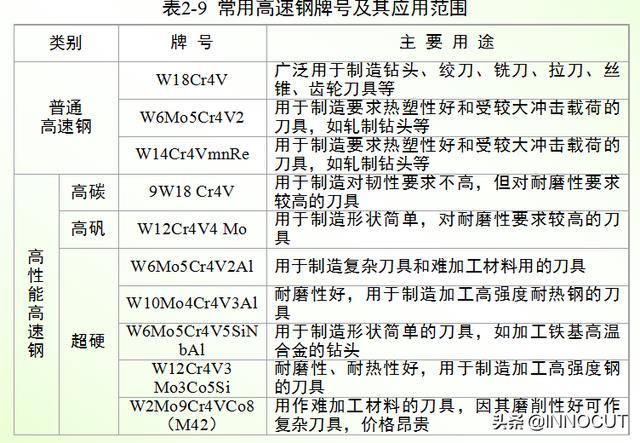
切削速度比碳素工具钢及合金工具钢高1—3倍,故称为高速钢,又称锋钢、白钢。高速钢的常温硬度为63—70HRC,热硬性为540—6200C。高速钢刀具易磨出较锋利的刀口,特别适用于制造结构复杂的成形刀具、孔加工刀具及铣刀、拉刀、螺纹刀具、切齿刀具等。
高速钢分为普通高速钢和高性能高速钢,普通高速钢常用牌号有W6Mo5Cr4V2和W18Cr4V等。高性能高速钢是指在普通高速钢中增加碳、钒、钴或铝等合金元素的新钢种,常见有高碳高速钢(如9W18Cr4V)、高钒高速钢(如W12Cr4V4Mo)、钴高速钢(如W2Mo9Cr4VCo8)、铝高速钢(如W6Mo5Cr4V2AI)。高速钢刀具的表面进行氮化钛(TiN)、碳化钛(TiC)等涂层后,使其硬度高和耐磨性强.同时又有较好的强度与韧性,目前广泛应用在钻头、丝锥、成形铣刀、切齿刀具上。
硬质合金
硬质合金是用高硬度、高熔点的金属碳化物(如WC、TiC、TaC、NbC等)粉末和金属粘结剂(如Co、Ni、Mo等)经高压成型后,再在高温下烧结而成的粉末冶金制品。
硬质合金的硬度、耐磨性、耐热性都很高,允许的切削速度远高于高速钢,且能切削诸如淬火钢等硬材料。硬质合金的不足是与高速钢相比,其抗弯强度较低、脆性较大,抗振动和冲击性能也较差。
硬质合金因其切削性能优良而被广泛用来制作各种刀具。在我国,绝大多数车刀、面铣刀和深孔钻都采用硬质合金制造,目前,在一些较复杂的刀具上,如立铣刀、孔加工刀具等也开始应用硬质合金制造。
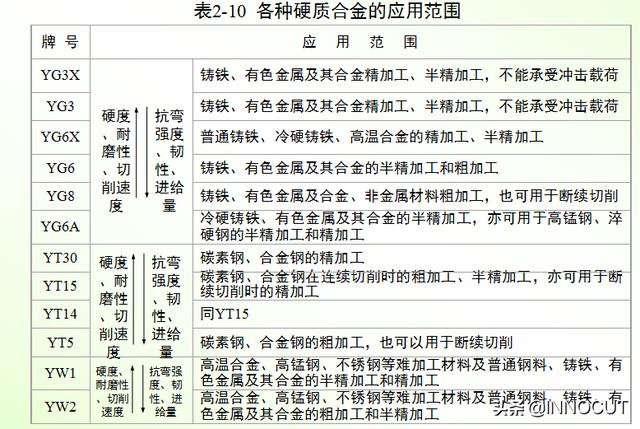
①钨钴类硬质合金(YG)
切削铸铁等脆性材料和有色金属及其合金
精加工—YG3,半精加工—YG6,粗加工—YG8
Co量增加,抗弯强度和冲击韧性增加
加工钢时易发生粘结和扩散磨损
②钨钛钻类硬质合金(YT)
切削塑性金属材料
精加工—YT30,半精加工-YT15,粗加工-YT5
抗弯强度和冲击韧性略于YG类
③添加稀有金属碳化物的硬质合金(YA、YW)
通用硬质合金
切削难加工材料
④镍钼钛类硬质合金(YN)
填补硬质合金和陶瓷间的空白
切削碳钢、合金钢等(精加工),
大尺寸时效果尤其显著
⑤复合材料表面涂层硬质合金刀具
TiC、TiN、A1,0等
强度、韧性和切削刃锋性有所下降。
不适合粗加工,宜小进给量和低速加工。
⑥其他硬质合金刀具
超细晶粒硬质合金:0.2~1um
难加工材料的断续切削和低速切削
钢结硬质合金:60~70?速钢为粘结相
退火状态可进行锻造和切削加工
常用刀具材料
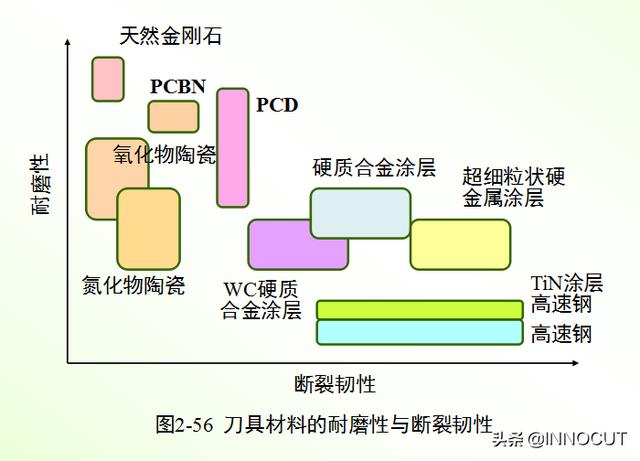
陶瓷刀具材料
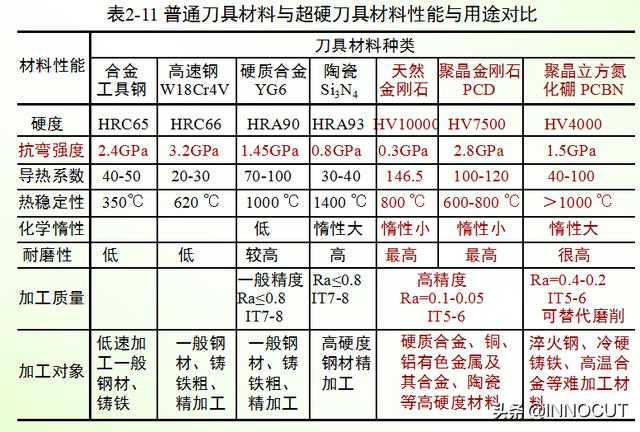
陶瓷材料比硬质合金具有更高的硬度(HRA91~95)和耐热性,在1200℃的温度下仍能切削,耐磨性和化学惰性好,摩擦系数小,抗粘结和扩散磨损能力强,因而能以更高的速度切削,并可切削难加工的高硬度材料。
主要缺点是性脆、抗冲击韧性差,抗弯强度低。

以Al2O3或Si3N4为基体,添加少量金属,高温烧结而成,高的硬度和耐热性,可切削高硬度材料。 性脆,抗冲击韧性差。
超硬刀具材料
天然金刚石是自然界最硬的材料,耐磨性极好,刃口锋利,切削刃的钝圆半径可达0.01um,刀具寿命可达数百小时。因价格昂贵,主要用于高速、精密加工。
聚晶金刚石由金刚石微粉在高温高压下聚合而成,硬度比天然金刚石略低(HK6500~8000),价格便宜,焊接方便,可磨削性好,已成为金刚石刀具主要材料。
金刚石刀具不适于加工钢及铸铁,700~8000C碳化。
聚晶立方氮化硼(CBN)由单晶立方氮化硼微粉在高温高压下聚合而成。硬度为HV3000~4500,耐热性达1200℃,化学惰性很好,在1000℃的温度下不与铁、镍和钻等金属发生化学反应。主要用于加工淬硬工具钢、冷硬铸铁、耐热合金及喷焊材料等。用于高精度铣削时可以代替磨削加工。
认真完看上述,下次买刀再也不会被坑了~
相关参考
数控车床的刀是什么材料(数控加工技术中,常用刀具类型都在这里)
数控车削加工中,外圆刀,用于外圆的车削,根据主偏角不同可,分为90°、75°、45°等数控车削加工中,切槽刀,主要用于切槽和切断数控车削加工中,数控镗刀,主要用于内孔的加工数控铣削加工中,面铣刀,主要用于平面的...
...、工具钢1)碳素工具钢,含碳量0.65%-1.35%的优质高碳钢,常用牌号有T8A、T10A和T12A,用的最多的是T12A。其中T8A用于制造形状简单的切削软金属的刀具及木工刀具,T10A用于制造丝锥、铰刀、车刀、板牙等,T12A用于制造车刀、铣刀...
数控车床常用的刀具有哪些(数控加工中心铣削过程中常用的刀具)
我们知道数控加工中心区别是数控铣床的一大特征就是有无刀库。加工中心一般具有机械手刀库内有16或24把刀具,可以在加工过程中完成自动换刀。不同的加工工序需要不同的刀具种类,但都用于切削金属材料,所以加工中心...
我们知道数控加工中心区别是数控铣床的一大特征就是有无刀库。加工中心一般具有机械手刀库内有16或24把刀具,可以在加工过程中完成自动换刀。不同的加工工序需要不同的刀具种类,但都用于切削金属材料,所以加工中心...
...时。所以在选择工具时有很多问题值得考虑。本文介绍CNC常用刀具的相关知识。我认为好的工具是提高CNC加工效率的第一步。模具材料和涂层当今使用的各种刀具材料具有适合不同加工要求的特性。普通工具材料所需的性能包括...
切削工具是机械制造中用于切削加工的工具。绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具...
数控车床刀纹粗怎么处理(数控编程技术:常用刀具及在masterCAM实际应用的设置)
常用刀具及在masterCAM实际应用的设置(一)分类电脑锣用刀种类很多下面按各分类分别介绍。公制(MM)有直径0.5、1、2、2.5、3,4,5,6,8,10,12,16,20,25,30,32,40材质区分高速钢,有公制或英制,这种刀最常用,特别是...
数控车床上的对刀方式是什么(数控车床对刀的三种方法及过程图解介绍)
数控车削加工中,应首先确定零件的加工原点,以建立准确的加工坐标系,同时考虑刀具的不同尺寸对加工的影响。这些都需要通过对刀来解决。(1)一般对刀一般对刀是指在机床上使用相对位置检测手动对刀。下面以Z向对刀为...
数控车刀刀片(常用的刀具材料表大全,机加工必备知识,看看你记住了吗?)
...朋友们下午好呀!我是你们的叶子老师,今天给大家分享常用的刀具材料表大全!这是我静心制作整理出来的,希望对正在自学编程的你有帮助!做机加工必备知识!领取途径:私信“UG”或者“UG教程”,免费发送!
数控加工常用的刀具有哪些(数控加工技术中,常用刀具类型都在这里)
数控车削加工中,外圆刀,用于外圆的车削,根据主偏角不同可,分为90°、75°、45°等数控车削加工中,切槽刀,主要用于切槽和切断数控车削加工中,数控镗刀,主要用于内孔的加工数控铣削加工中,面铣刀,主要用于平面的...