数控车床g98编程实例(FANUC数控铣床编程实例18-复杂凹十字台加工)
Posted
篇首语:当筵意气临九霄,星离雨散不终朝。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床g98编程实例(FANUC数控铣床编程实例18-复杂凹十字台加工)相关的知识,希望对你有一定的参考价值。
数控车床g98编程实例(FANUC数控铣床编程实例18-复杂凹十字台加工)
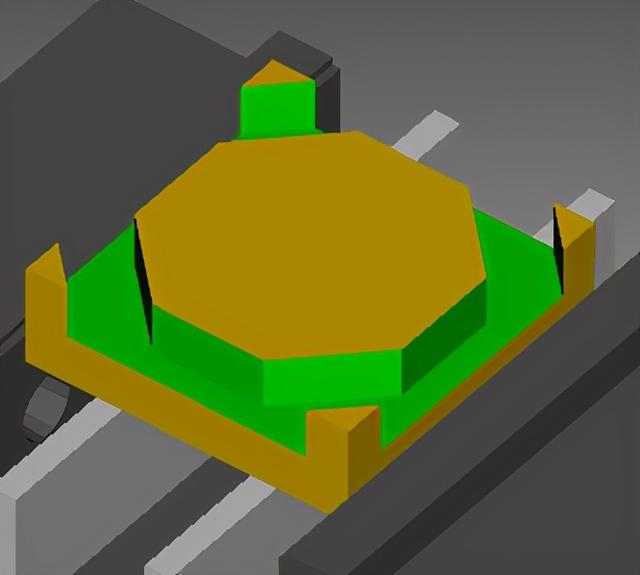
下图零件是在方形零件上方加工六棱凸台,再在凸台上加工二层凹槽。可以使用φ13立铣刀加工这些特征,另外的三个孔可以使用钻头和铰刀加工。

工步1:铣削棱柱凸台
走刀轨迹如下

参考程序
T3M6
G90G54G40G43H3G00Z100M03S2500
M08
G00X70Y23
G00Z5
#1=-1
N10 G1Z#1F500
G1G41X41.5D1F800
Y-17.19
X17.19Y-41.5
X-17.19
X-41.5Y-17.19
Y17.19
X-17.19Y41.5
X17.19
X41.5Y17.19
X43Y10
G1G40X70Y23
#1=#1-2
IF [#1GE-15] GOTO 10
G0Z100
T0M6
M9
M5
M30
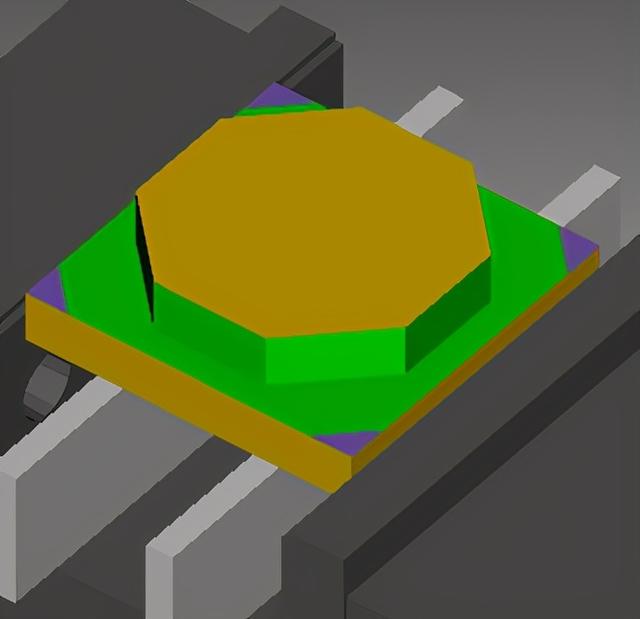
仿真结果
工步2:切出四角余料
四角的余料可以使用旋转指令加工,使用小段直线加工即可。

参考程序
T3M6
G90G54G40G43H3G00Z100M03S2500
M08
G00Z5
#1=0
N10 G68 X0 Y0 R#1
G00X70Y41
#2=-1
N20G1Z#2F500
G1X35F800
G1X70F1500
#2=#2-2
IF [#2 GE -15] GOTO 20
G0Z5
#1=#1+90
IF [#1 LE 270] GOTO 10
G69
G0Z100
T0M6
M9
M5
M30
仿真结果
工步3:孔加工
因为三个孔都是通孔,垫铁放置要避让开孔的位置。

参考程序
T12M6 (钻孔8mm)
G90G54G40G43H12G00Z100M03S200
M08
Z50
G98G81X-38Y38Z-40R-10F60
X38Y-38
G80G00Z100
T8M6 (钻孔15.7mm)
G98G81X-38Y38Z-40R-10F60
X38Y-38
G80G00Z100
T9M6 (铰16mm孔)
G98G81X-38Y38Z-40R-10F60
X38Y-38
G80G00Z100
T12M6 (钻孔8mm)
G98G81X0Y0Z-40R5F60
G80G00Z100
T13M6 (钻孔19.7mm)
G98G81X0Y0Z-40R5F60
G80G00Z100
T14M6 (铰20mm孔)
G98G81X0Y0Z-40R5F60
G80G00Z100
M9
M5
M30
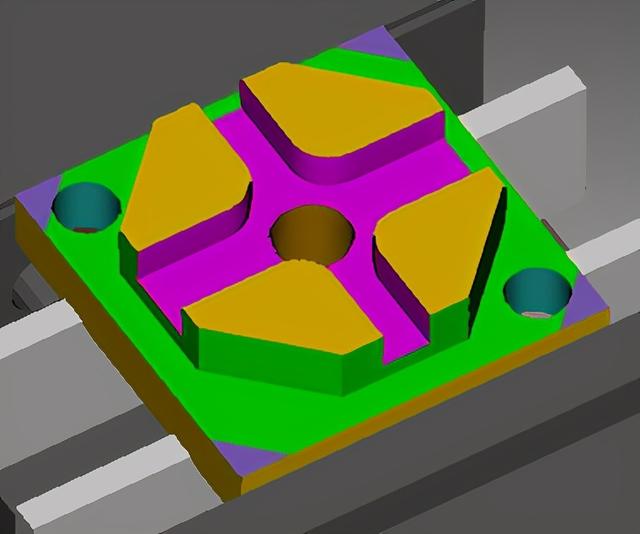
仿真结果

工步4:铣削深十字凹槽
走刀轨迹,虽然走刀轨迹和加工图十字台的一样,但由于编程时采用右刀补,刀具会偏置到沿刀轨前进方向的右侧,即加工零件中间的槽。

主程序
T15M6
G90G54G40G43H15G00Z100M03S2500
M08
G00Z5
M98P2
G51.1X0
M98P2
G51.1Y0
M98P2
G50.1X
M98P2
G50.1XY
G0Z100
T0M6
M9
M5
M30
子程序
O2
G00X50Y50
#2=-2
N20G1Z#2F500
G1G42X6.5D1F500
Y10,R10
X50
G40Y50
#2=#2-2
IF [#2 GE -10] GOTO 20
G0Z5
M99
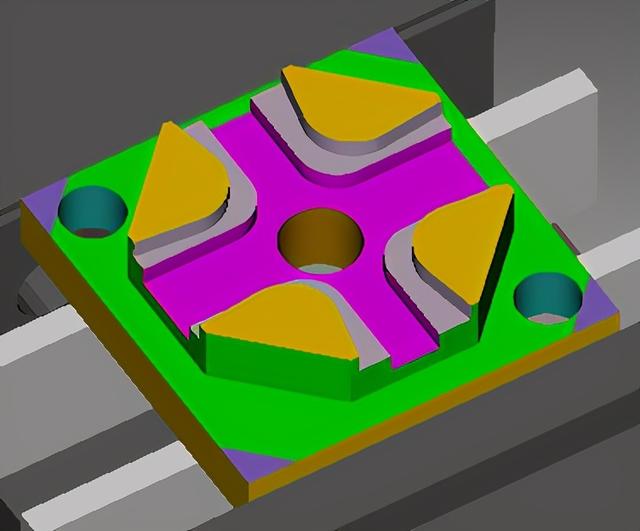
仿真结果
工步5:铣削浅十字凹槽
走刀轨迹如下

主程序
T15M6
G90G54G40G43H15G00Z100M03S2500
M08
G00Z5
M98P2
G51.1X0
M98P2
G51.1Y0
M98P2
G50.1X
M98P2
G50.1XY
G0Z100
T0M6
M9
M5
M30
子程序
O0001
G00X50Y50
#2=-3
N20G1Z#2F500
G1G42X42Y42D1F500
X14.95Y41.5
X11.89Y27.10
G3X24.89Y12.67R12
G1X41.5Y14.42
X42Y42
G40X50Y50
#2=#2-2
IF [#2 GE -5] GOTO 20
G0Z5
M99
仿真结果
相关参考
FANUC系统数控铣床几个简单编程实例 实例一平面加工 参考程序: O0001; G90G94G21G17; G91G28Z0; G90G54M03S350; G00X-52.0Y-50.0; Z5.0M08; G01Z-8.0F50; Y50.0F52; G00Z5.0; X-44.0Y-50.0; G01Z-4.0F50; Y50.0F52; G00Z5.0; X10.Y50.0; G01Z-6.0F50; G02X10.0Y...
数控铣床铣平面程序(FANUC数控铣床编程实例1-铣削矩形零件平面一)
矩形零件是最常见的零件,而铣削平面又是经常遇到的加工任务。手工编程加工平面需要考虑的事情有矩形平面的尺寸、刀具的尺寸、工件坐标系原点、走刀路线以及加工参数等内容。加工平面时,尽量选用大直径的铣刀,这样...
数控铣床刀补怎么使用(FANUC数控铣床编程实例2-铣削矩形零件平面二)
当刀具直径小于零件平面宽度时,就要走多行轨迹,此时要考虑的是走几行,行间距是多少。不加刀补折线往返平行走刀铣削平面上图零件使用ø12立铣刀加工,零件平面宽度24mm,显然不可能一次走刀加工完成。行间距取2/3倍的...
数控G03圆球头编程实例(第三章 FANUC oi系统数控车床操作)
第一节FANUCO-TDⅡ控制面板一、系统功能指令表在表3-1中列出的是FANUCO-TDⅡ系统常用指令。表3-1系统功能指令表G(M)代码组功能*G00G01G02G0301组定位(快速进给)直线插补(切削进给)圆弧插补CW(顺时针)圆弧插外CCW(逆时针)G0...
例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)FANUC数控车编程如下:O9001N10G50X100Z10(设立坐标系,定义对刀点的位置)N20G00X16Z2M03(移到倒角延长线,Z轴2mm处)N30G01U10W-5G...
数控车床编程实例(120页数控车床程序的编制及操作,数控车床编程,车削加工实例)
...工完。2.挑选机床设备依据零件图样要求,选用经济型数控铣床即可
数控铣床自动循环编程(数控铣床编程操作,四个实例助你快速入门)
数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。下面我们就来看看数控铣床编程实...
...工完。2.挑选机床设备依据零件图样要求,选用经济型数控铣床即可
数控怎样编程(数控车床编程教程,图文实例详解,这套资料就够了)
大家好我依然是你们的粥粥老师,今天分享数控车床编程教程,送给正在自学的同学练习一下,需要完整的资料评论区领取!