数控车床g84攻牙格式(案例5-UG数控编程案例)
Posted
篇首语:沉舟侧畔千帆进,病树前头万木春。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床g84攻牙格式(案例5-UG数控编程案例)相关的知识,希望对你有一定的参考价值。
数控车床g84攻牙格式(案例5-UG数控编程案例)
数控行业基本知识与常用G指令的用法
常用G代码的用法G00 快速定位

10 G0 X100 Y100 G01 直线插补
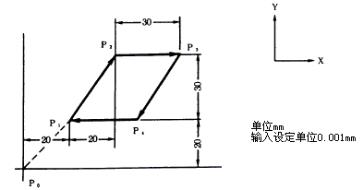
G90 G00 X20000 Y20000;
G01 X20000 Y30000 F300
X30000 ;
X-20000 Y-30000;
X-30000 ;
P0P1
P1P2
P2P3
P3P4
G02(G03)圆弧插补
G04 暂停
G04 P1000 暂停1秒
G17 G18 G19 平面选择
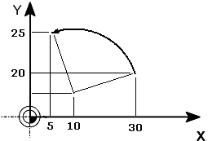
结果,这个情况下圆弧命令如下所列:
G17 G03 G90 X5. Y25. I-20. J-5.;
或者
G17 G03 G90 X5. Y25. R20.616.;
圆弧在 XY 面上
G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_或
G17 G02 ( G03 ) G90 ( G91 ) R_ F_
圆弧在 XZ 面上
G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_或
G18 G02 ( G03 ) G90 ( G91 ) R_ F_
圆弧在 YZ 面上
G19 G02 ( G03 ) G90 ( G91 ) J_ K_ F_或
G19 G02 ( G03 ) G90 ( G91 ) R_ F_
G20 G21 公英制的选择
G20; 英制指令
G21; 公制指令
详细说明
G20,G21 的切换仅对直线轴有意义,对于旋转轴无意义。G20,G21 仅对指令单位进行
切换,输入单位不予切换。也就是说,在起始英制处于开关(OFF)时,即使是将加工程序 的指令单位以 G20 切换成英制单位,刀具补正量等待各设定单位仍然保持公制单位不变,就对设定值予以注意。
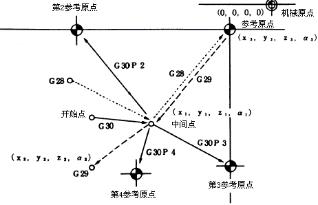
G28\\G29 回参考点
G28 指令指定时,以 G0 速度定位至指令轴位置以后,各轴以快速进给速度做第 1 参考点复归。
G28 X_ Y_ Z_ _;(= 附加轴)[自动参考点复归]
G29 X_ Y_ Z_ _;(= 附加轴)[开始位置复归]
G40 刀具半径补偿取消
G41 G42 刀具半径补偿
G00 G41 X_ Y_D_ 或 G01 G41 X_ Y_D_
G00 G42 X_ Y_D_ 或 G01 G42 X_ Y_D_
G43 G44 刀具长度补偿
依据这些指令,各轴移动指令的终点位置,可依设定的补正量做补正。所以,程式作成 时假想刀具长的值与实际的值,可以用补正量方式设定,以提高程式的通用性。
G43 Z_ H_; 刀具长补正+起点
G44 Z_ H_; 刀具长补正-起点
G49 刀具长度补偿取消
G49 Z_; 刀具长补正取消
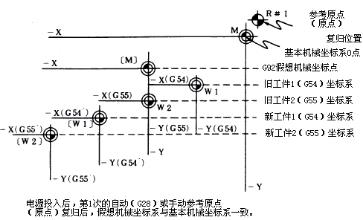
G53 基本机械坐标系
基本机械坐标系为机械上固定位置(刀具交换位置、行程极限位置等)的坐标系。 G53 指令及坐标指令指定时,刀具向基本机械坐标系上的指令位置移动。
详细说明
基本机械坐标系在电源投入后,以自动或手动参考原点复归。
决定的参考原点为基准, 自动地建立起坐标系。
基本机械坐标系不会因 G92 指定而改变。
G53 指令仅在指定的单节有效。 G53 指令在增量值指令(G91)时,以选择中的坐标系的增量值移动。
即使 G53 指令指定时,指令轴的刀具径补正量不取消。
第 1 参考原点的坐标值是以基本机械坐标系的零点(原点)起到参考原点复归位置的距 离。 所有 G53 命令均以快速进给方式移动。
当 G53 命令和 G28(零点复归)命令被指定在同一单节时,后续的命令有效。
G54—G59 工件坐标系设定
工件坐标是以加工工件的斟点做为原点,便于加工程式作成的坐标系。
本指令的使用,可以移动工件坐标系的位置。工件坐标系于程式作成时可有 6 种(G54~ G59)
标准固定循环;G80~G89, G73, G74, G76
位置定位及钻孔和攻牙等的加工程式可以仅用 1 个单节的指令,按照一定的加工顺序执 行的机能,称做固定循环。循环的加工顺序及机能一览表如下所示。另外,依据标准固定循 环的编辑,使用者本身可以变更固定循环的加工顺序及登录,也可以自己把编辑的固定循环 程式输入 NC 系统中。固定循环机能一览表如下表所示。

格式:

固定循环的位址及意义:

G73 步进循环
格式
G73 X_ Y_ Z_ Q_ R_ F_ P_;
P : 暂停指定
G74 反向攻牙
格式 :
G74 X_ Y_ Z_ R_ P_ F_;
P : 暂停指定
G76 精镗孔循环
格式
G76 X_ Y_ Z_ R_ Q_ F_;
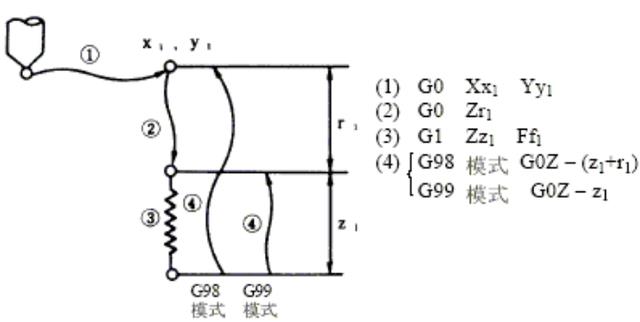
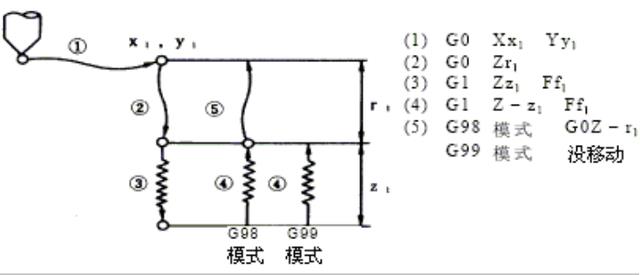
G81 点钻循环
格式
G81 X_ Y_ Z_ R_ F_;
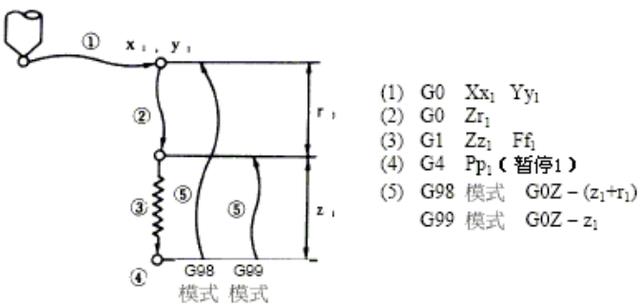
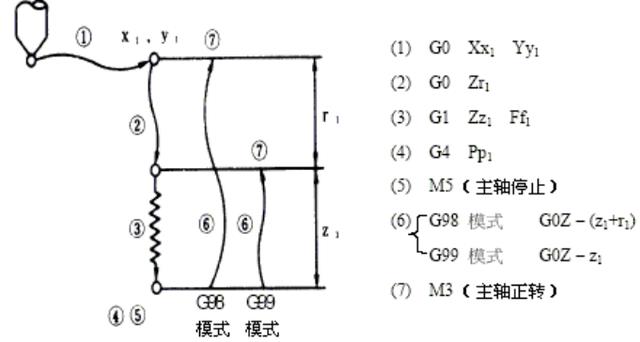
G82 点钻 底部暂停
格式
G82 X_ Y_ Z_ R_ F_ P_;
P : 暂停指定
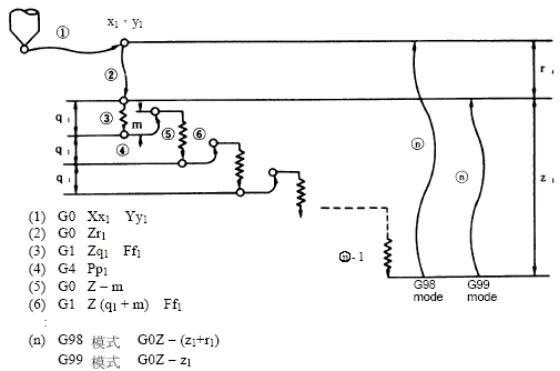
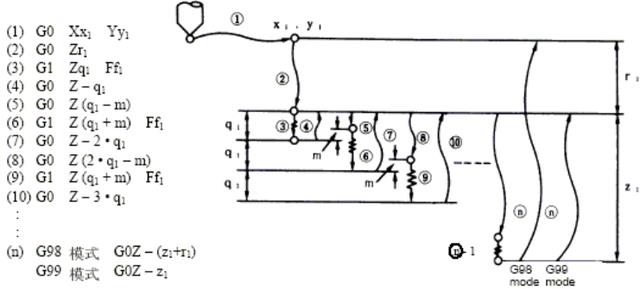
G83 深孔钻循环
格式
G83 X_ Y_ Z_ R_ Q_ F_;
Q :每次切削量的指定,通常以增量值来指定
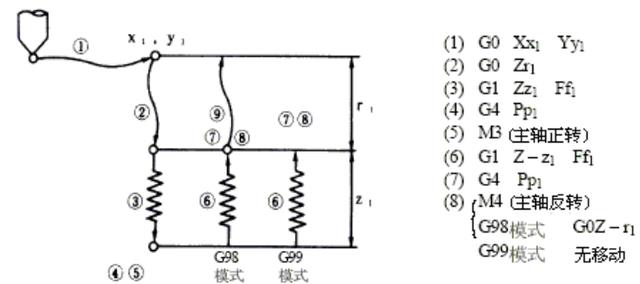
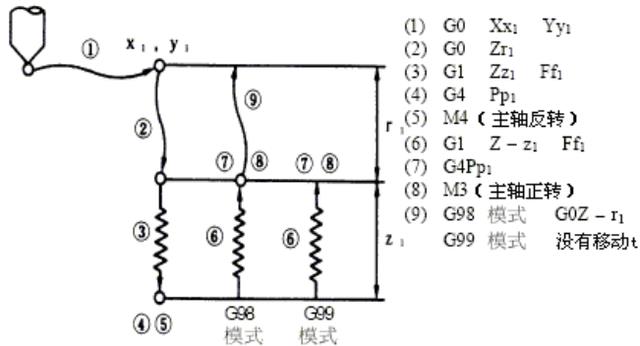
G84 攻牙循环
格式
G84 X_ Y_ Z_ R_ F_ P_ ;
P : 暂停指定
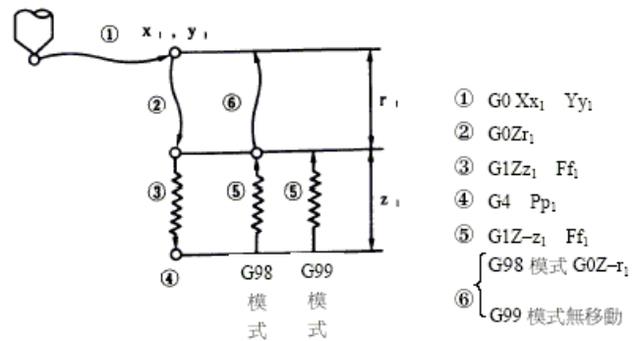
G85 镗孔循环
格式
G85 X_ Y_ Z_ R_ F_;
G86 镗孔循环
格式
G86 X_ Y_ Z_ R_ F_ P_;
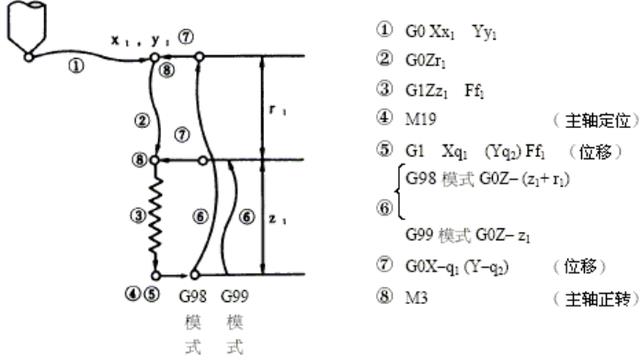
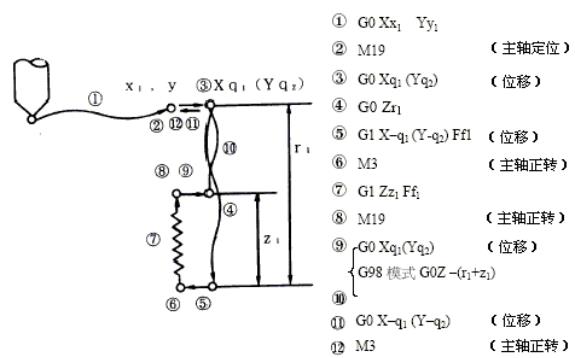
G87 反镗孔循环
格式
G87 X_ Y_ Z_ R_ Q_ F_;
请注意 z1 及 r1 的指定。(z1, r1 的符号相反)另外,无 R 点复归
G88 镗孔循环
格式
G88 X_ Y_ Z_ R_ F_ P_;

G89 镗孔循环
格式
G89 X_ Y_ Z_ R_ F_ P_;
G90 绝对坐标指令值设定
G91 相对坐标指令值设定
G94 G95 同期进给
按 G95 指令,可以用 F 指令方式指定每转相对的进给量,此指令使用时,需附有主轴 编码器。G94 指令提供切换回每分钟进给方式(非同期切削),在该方式下可指定每分钟相 对进给量的进给方式。
G94︰每分钟进給 (mm/min) (非同期切削) (F1=1mm/min)
G95︰每转进給 (mm/rev) (同期切削) (F1=0.01mm/rev)
G95 指令为持续模式指令,直至 G94 指令使用为止均有效。
G98 G99 固定循环刀具回复设定
常用M代码
M01 选择性程序停止
M02 程序结束
M03 主轴正转
M04 主轴反转
M05 主轴停止
M06 换刀
M08 冷却液开启
M09 冷却液关闭
M30 程序结束
M98 M99 子程序的调入和结束
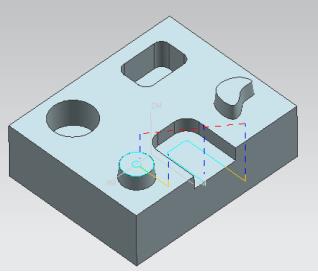
3、UG NX软件数控编程模块的运用
3.1 UG NX软件编程模块介绍

3.2四个父节点的创建

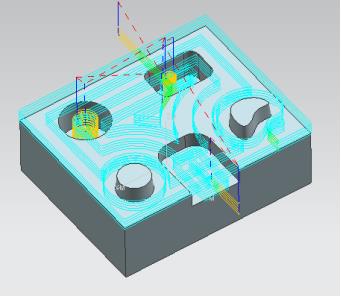
3.3 区域面铣削操作

知识要点:
指定部件
指定切削区域
壁几何体
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.4 平面铣削操作

知识要点:
指定部件
指定面边界
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.5 可设毛胚边界的平面铣

知识要点:
指定部件
指定毛胚边界
指定修剪边界
指定底面
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.6 精加工侧壁

知识要点:
指定部件边界
指定毛胚边界
指定修剪边界
指定底面
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.7 精加工底部面

知识要点:
指定部件边界
指定毛胚边界
指定修剪边界
指定底面
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.8 型腔铣操作


知识要点:
指定部件
指定毛胚
指定检查
指定切削区域
指定修剪边界
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.9 残料加工

知识要点:
指定部件
指定毛胚
指定检查
指定切削区域
指定修剪边界
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.10 等高铣

知识要点:
指定部件
指定检查
指定切削区域
指定修剪边界
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.11 固定轴曲面轮廓铣


知识要点:
指定部件
指定检查
指定切削区域
指定修剪边界
驱动方法
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.12 清跟切削

知识要点:
指定部件
指定检查
指定切削区域
指定修剪边界
驱动设置
刀轴
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
3.13 综合案例的讲解
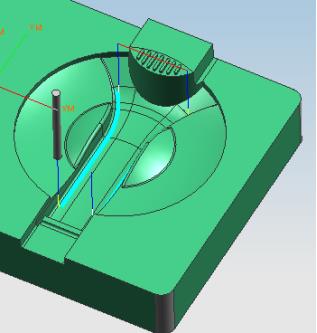
3.13.1 水壶盖后模
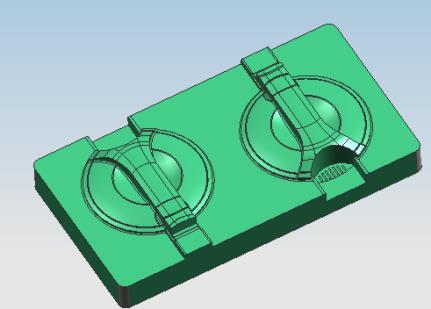
知识要点:
先将镶件装配上去加工,然后取出镶件再加工
所用加工方法:型腔铣开粗(注意补面)
残料加工开粗剩下的余量
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
小刀清角
3.13.2 壶柄盖后模
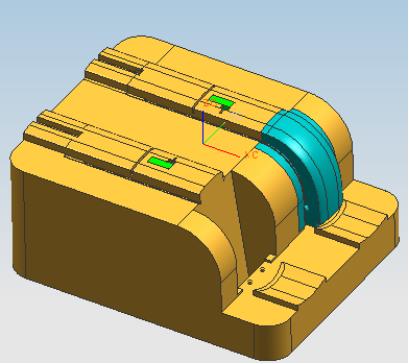
知识要点:
先将斜顶装配上去加工,然后取出再加工
所用加工方法:型腔铣开粗
残料加工开粗剩下的余量
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
小刀清角
3.13.3 壶柄盖前模
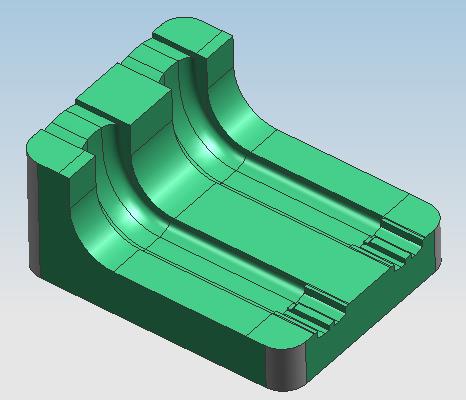
知识要点:
所用加工方法:型腔铣开粗
残料加工开粗剩下的余量
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
小刀清角
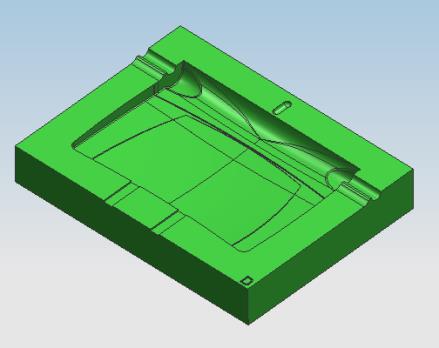
3.13.4 水壶底座后模

知识要点:
注意加工深度较大的加工方法
所用加工方法:型腔铣开粗(注意分层加工)
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
3.13.5 水壶底座前模
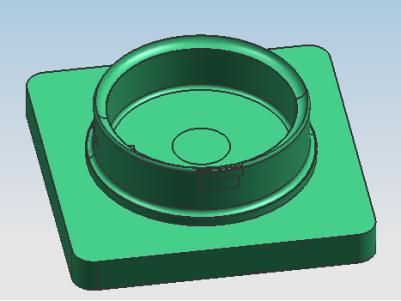
知识要点:
所用加工方法:型腔铣开粗(注意分层加工)
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
清角
3.13.6 水壶底座滑块
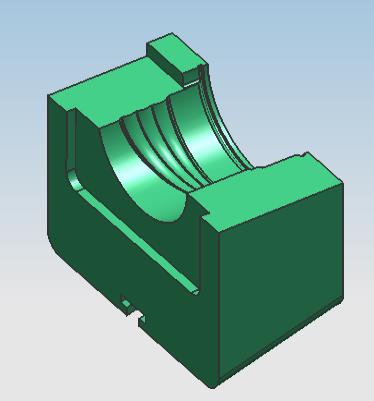
知识要点:
注意2个方位加工
所用加工方法:型腔铣开粗(注意分层加工)
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
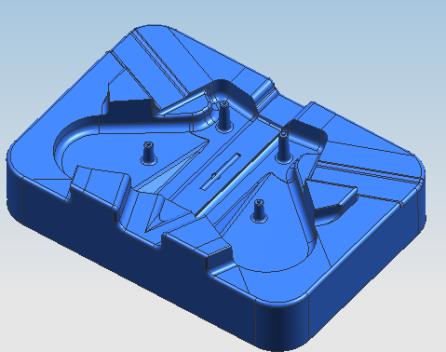
3.13.7 家电产品外壳前模
知识要点:
注意刀具的选用
所用加工方法:型腔铣开粗(注意分层加工)
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
清角
3.13.8 汽车零件外壳前模
知识要点:
注意刀具的选用
所用加工方法:型腔铣开粗(注意分层加工)
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
清角
3.13.9 汽车零件外壳后模
知识要点:
注意刀具的选用和斜顶处的加工
所用加工方法:型腔铣开粗(注意分层加工)
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
清角
3.13.10 前模
知识要点:
注意刀具的选用,高速切削的参数设置方法
所用加工方法:型腔铣开粗(注意分层加工)
等高铣比较陡峭的侧壁
固定轴曲面轮廓铣较平缓曲面
平面铣
清角
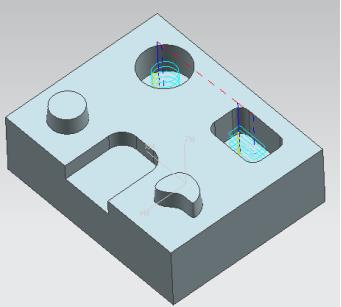
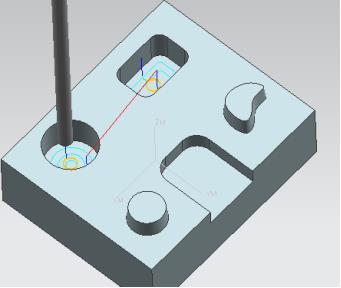
3.14 孔加工功能

知识要点:
指定孔位置
指定孔表面
指定部件表面
刀轴
循环类型
刀轨参数的设置
机床控制
刀轨的生成
刀轨的模拟
当你想学编程,找不到学习的方法?
如果你想学UG编程的话你可以加阿心获取视频资料软件学习。因很多粉丝想跟作者交流 特此申请了个数控交流群 大家一起学习一起交流 有想一起交流的朋友可以私信作者,群里也提供免费的视频资料 UG软件等各种一切免费
下面是私信获取方法:
请在评论区评论:教程,这样方便大家获取,然后关注本头条号后私信阿心:UG。
点我的头像进入我的主页面
记住:要用手机客户端哦,木有客户端的速度下载哦!
首先关注我的头条号,然后手机点进阿心的主页面(网页版是找不到私信页面的!)
支持小编,好让我有分享的动力!
相关参考
数控攻丝机(多轴自动攻牙机,导电滑环应用案例,滑环厂家讲解)
攻牙机是一种常见的自动化机械加工设备,也会被称为攻丝机、螺纹攻牙机、全自动攻牙机等。在螺母、工件端面、设备壳体等部件的通孔或盲孔位置的内侧面,攻牙机会利用刀具对其加工出内螺纹,方便工件工序安装。攻牙机...
数控磨床简单编程(加工中心cnc数控车床编程案例 , 非常适合正在自学的朋友)
大家好,我是UG编程安老师,给大家分享的是《加工中心cnc数控车床编程案例》,希望对大家学习数控车床编程的朋友有所帮助,记得关注收藏哦!
大家好,我是你们的好朋友少白,好久不见,话不多说上“才艺”。今天呢给大家带来的是数车加工工艺与编程案例只是点讲解,希望你们能够喜欢喜欢的朋友还请多多支持下,你们的点赞、关注就是对我最大的支持
...1.角度头刀具最高转速4000转,齿轮为1:1,可以进行刚性攻牙加工。2.角度头刀具因为有经过伞齿轮转换,当指令M04(主轴反转CounterClockWise)时,则切削刀具旋转方向则为正转(ClockWise)。3.角度头刀具要进行刚性攻牙加工,G74/G...
数控车床件(数控车床编程30个实战案例,老师傅秘诀传授速来学习)
...的沉淀回馈你的是越来越好。今天给大家分享的干货是《数控车床编程30个实战案例》详解十分到位,内容也是丰富多彩。正在学习的朋友们,这份资料绝对值得学习哦~如何领取资料学习呢?(途径)①关注②转发+评论+点赞③...
数控车床一次做5个编程(超详细车床编程实战案例,带你开启0基础学习之旅)
...朋友UG编程美丽老师,据我了解到有很多朋友也是打算往数控车床发展,做普车的朋友希望自己可以顺应时代的发展多学习一点,毕竟也是技多不压身!活到老学到老!如果大家还不知道怎么开始学习,或者是没有这方面的学习...
...丽老师,今天给大家赠送的资料是《数控加工工艺与编程案例》里面的干货十分多哦!最强教学来袭,你能接住吗?完整版领取私信我即可~感谢大家的一路支持!数控车削工艺与编程数控铣削工艺与编程还未更新完哦~资料内容...
数控加工中心加工(数控加工中心,CNC车床编程学习教程案例)
...藏哦,下次就找不到了!下面我们正式进入今天的内容:数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)N80G02U10W-5R5(精加工R5圆弧)N90G01
...丽老师,今天给大家赠送的资料是《数控加工工艺与编程案例》里面的干货十分多哦!最强教学来袭,你能接住吗?完整版领取私信我即可~感谢大家的一路支持!数控车削工艺与编程数控铣削工艺与编程还未更新完哦~资料内容...
大家好,我是你们的好朋友少白,今天呢简单的给大家分享一下G71二型编程案例知识点讲解,希望能给在工作中的你们带来一点点帮助,喜欢的老铁还请多多支持下少白,谢谢了!你们的关注、点赞、转发就是对我的最大支持!...