数控车床G73(FANUC系统数控车固定循环G73案例及宏程序对比)
Posted
篇首语:青春须早为,岂能长少年。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床G73(FANUC系统数控车固定循环G73案例及宏程序对比)相关的知识,希望对你有一定的参考价值。
数控车床G73(FANUC系统数控车固定循环G73案例及宏程序对比)
一、具体格式:
G73格式:
G73 U-- W-- R--;
G73 P-- Q-- U-- W-- F-- S-- T--;
二、程序解释:
1、G73 U-- W-- R--;
U :X轴方向 每刀车削的深度,如2.5
W:Z轴方向 每刀车削的深度。如0.2
R:G73这个动作 执行次数, 如12,即此值用以平均每次切削深度
2、G73 P-- Q-- U-- W-- F-- ;
P:精车起始段序号 如P10就是从N10开始
Q:精车结束段序号 如Q20就是到N20结束
U:X轴方向精车余量
W:Z轴方向精车余量
F:切削进给量
S:转速(可省)
T:选择的刀具(可省)
O1259(程序号)
T0101(1号刀具)
M3S1000
M08
G0X100Z150
X40 Z2
G73U2.5W0.2R6
G73P10Q20U0.5W0.1F0.2
N10 G0 X30
G1 Z0 F0.1
X22 Z-12
G02 X24 Z-17 R6
G01 X40 Z-25
Z-35
N20 X52
N22 G0 Z2 X33
G70P10Q20
G0X100Z150
M09
M05
M30
O1259
T0101
M3S1000
M08
G0X100Z150
X40 Z3
#1=2.5(规定每刀X切削深度)
#2=0.2(规定每刀Z切削深度)
#3=12 (规定粗车刀数)
WHILE[#3GE1]DO1 (判断刀数)
#3=#3-1(自变量变化)
#4=#1*#3(X向变化尺寸)
#5=#2*#3(Z向变化尺寸)
N10 G0 X[30.5+#4]
G1 Z[0+#5] F0.1
X[22.5+#4] Z[-12+#5]
G02 X[24.5+#4] Z[-17+#5] R6
G01 X[40.5+#4] Z[-25+#5]
Z[-34.8+#5]
X[52+#4]
G0 X[32+#4] Z[2+#5]
END1(粗车结束)
G0 Z2 X33(精车开始)
G0 X30
G1 Z0 F0.1
X22 Z-12
G02 X24 Z-17 R6
G01 X40 Z-25
Z-35
X52(精车结束)
G0X100Z150(退刀)
M09
M05
M30
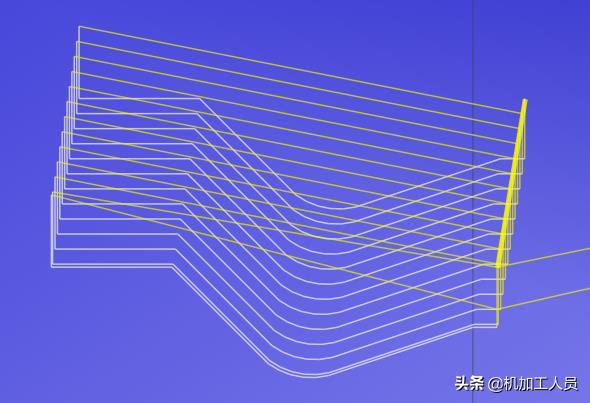
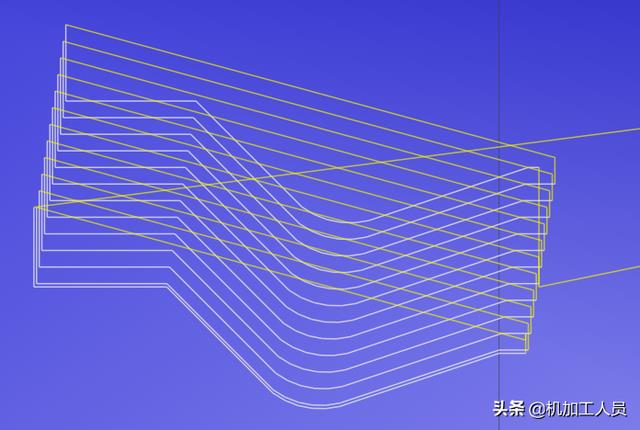
从此案例来看,FANUC数控系统本身的G73命令是很好用的,如果是使用宏程序虽然也能实现,但是会有一些繁琐(当然也有更简单的)。如果有的系统不能使用G73命令,那么我们可以用宏程序来实现,你们说呢?
关注我,分享更多的宏程序

相关参考
法兰克系统数控车床页面(FANUC系统数控车固定循环G73案例及宏程序对比)
一、具体格式:G73格式:G73U--W--R--;G73P--Q--U--W--F--S--T--;二、程序解释:1、G73U--W--R--;U:X轴方向每刀车削的深度,如2.5W:Z轴方向每刀车削的深度。如0.2R:G73这个动作执行次数,如12,即此值用以平均每次切削深度2、G73P--Q--U--...
数控车床打孔用什么代码(零基础学数控G代码篇(十)钻孔循环G73、G83)
对于深孔加工,采用间歇进给的方式加工,尤其是对于没有内冷的麻花钻。深孔加工指令为G73、G83。G73高速深孔加工G83深孔加工G73X___Y___Z___R___P___Q___F___G73刀具运动轨迹G83X___Y___Z___R___P___Q___F___G83刀具运动轨迹1.XY为孔的坐标2.Z为钻...
数控 I和J 分别代表什么(G73、G83、G81怎么选择?这篇文章给你讲的透透的)
在钻孔循环选择上,我们通常有三个选择:1.G73(断屑循环)通常用于加工孔深超过钻头的3倍径,但不超过钻头的有效刃长2.G81(浅孔循环)通常用于钻中心孔,倒角和不超过钻头3倍径的孔加工随着内冷刀具的出现,为了提升加...
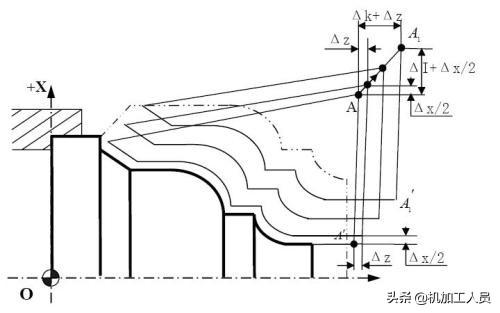
数控机床加工链轮可以用G73加工,G73叫做成型加工复合循环,可有效的切削一个用粗加工锻造或铸造等方式已经加工成型的工件。轮廓单一性零件,它的格式是:G73U(△i)W(△k)R(d)、G73P(ns)Q(nf)U(△u)W(△w)F。△i:X轴方向退刀距离,注意...
数控车g73格式(数控加工编程基础知识,G代码及其功能,搞加工的应该知道)
一、G代码及其功能G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G06------抛物线插补G07------Z样条曲线插补G08------进给加速G09------进给减速G10------...
数控铣怎么循环铣削(11种孔加工固定循环指令+1个案例=完美解决孔加工问题)
...G82、G73、G84、G74、G85、G86、G89、G76、G87、G80。采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。 1孔加工循环的动作孔加工循环指令为模态指令,一旦某个孔加工循环指令有效,在接着...
数控车床内孔刀杆怎么选择啊(用指令G71、G73加工外轮廓,要知道余量U为正,内轮廓余量U为负)
内轮廓车削加工内轮廓车削与外轮廓车削基本相同,只是车内轮廓的工作条件比较差,加上刀杆刚性差,容易振动,因此内轮廓的车削加工与测量比较困难。内孔车刀的安装要求1.安装内孔车刀时,刀尖应对准工件中心或略高一-...
...每次提刀退回安全平面的指令应是(G83),每次提刀回退一固定量q的应是(G73)。4、数控机床程序中,F100表示(进给速度为每分进给100mm)。5、沿刀具前进方向观察,刀具偏在工件轮廓的左边是(G41)指令,刀具偏在工件轮廓的右边是(G42...
...补偿,G41刀具半径左补偿,G42刀具半径右补偿,G70精加工循环,G71轴向粗车循环,G72径向粗车循环,G73封闭切削循环,G74轴向切槽循环,G75径向切槽循环,G76多重螺纹切削循环,G90轴向切削循环,G92螺纹切削循环,G94径向切削循...
数控车床g71适用的(数控加工G70~G76指令详解及格式)
G70精加工循环(G70)格式G70P(ns)Q(nf)ns:精加工形状程序的第一个段号。nf:精加工形状程序的最后一个段号2.功能用G71、G72或G73粗车削后,G70精车削。G71外园粗车固定循环(G71)格式G71U(△d)R(e)G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)N(ns)序号ns至nf的...