数控车床30度倒角怎么编程(针对FANUC数控系统任意倒角指令的讲解,分享个人一点经验)
Posted
篇首语:学向勤中得,萤窗万卷书。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床30度倒角怎么编程(针对FANUC数控系统任意倒角指令的讲解,分享个人一点经验)相关的知识,希望对你有一定的参考价值。
数控车床30度倒角怎么编程(针对FANUC数控系统任意倒角指令的讲解,分享个人一点经验)
本文以FANUC数控系统为例,结合具体的零件案例,简单阐述一下如何进行倒角。
如下图所示,一个简单的轴类零件图(为方便进行讲解,标注的多一些)
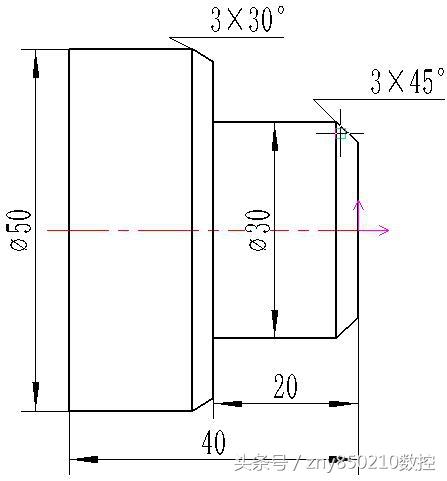
在数控加工中,针对这个两处的倒角,大家都可以通过计算出该点的坐标,这期间需要用到电脑求点或者通过三角函数进行计算,比较麻烦!
参考程序如下:
...
G01X24
Z0
X30Z-3
Z-20
X46.54
X50Z-23
Z-40
....
为了提高编程的效率和精确度,数控系统提供了倒角指令,简单说:倒直角、倒圆角和任意角度倒角指令
1.倒直角、倒圆角
格式:
G01X Z C/R
说明:
X Z:未倒角前的交点坐标,如图中的A、B两点
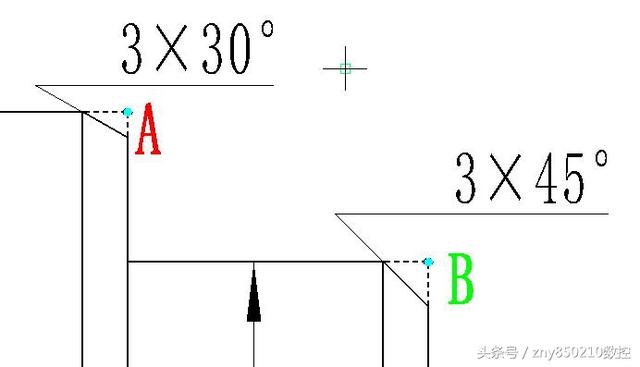
C:倒直角,45°
R:倒圆角
那么本文案例的第一个倒角3*45°,就可以编写为:
G01X24
Z0
X30C3
Z-20
2.任意角度倒角
格式:
G01 X Z A
说明:
X Z:未倒角前的交点坐标,如上图中的A、B两点一样
A:表示任意角度,有正负号,表示从Z轴正方向开始,逆针旋转按为正,顺针旋转负,本文中A为150°,也可以为-30°。
那么我们是否可以这样的编写呢?
G01X24
Z0
X30C3
Z-20
G01X50A150?
Z-40
说到这里,大家要特别注意一下,如果这样编写的话,该零件是不正确的了,如图所示

因此,正确的应要添加X46.54,也就是起点的坐标。
Z-20
X46.54
G01X50A150
Z-40
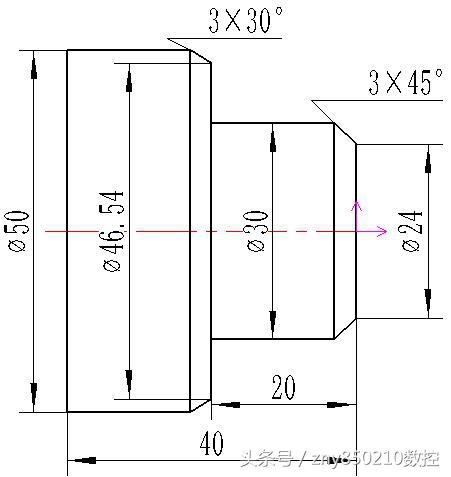
正确的应用应该是在知道起点的坐标情况下,再使用任意角度比较方便一下,修改一下图,如下所示:

参考程序如下:
....
G01X24
Z0
X30C3
Z-20
X50A150(-30)
Z-40
...

所以,本文的目的主要是想强调,要根据具体的图形灵活使用指令,没有最好的,只有适合你自己的指令!好吧!今天就先讲解到这里吧!如果觉得对你有帮助,随手点个,谢谢!
相关参考
...据被加工零件的外形和材料等条件,选用FANUC0i系统CKA6140数控车床。3.确定零件的定位基准和装夹方式3.1装夹方式。采用三爪自定心软爪卡
例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)FANUC数控车编程如下:O9001N10G50X100Z10(设立坐标系,定义对刀点的位置)N20G00X16Z2M03(移到倒角延长线,Z轴2mm处)N30G01U10W-5G...
数控双头锯尺寸不准怎么(数控车双头螺纹零件的编程加工及加工工艺)
...据被加工零件的外形和材料等条件,选用FANUC0i系统CKA6140数控车床。3.确定零件的定位基准和装夹方式3.1装夹方式。采用三爪自定心软爪卡
数控车床外圆车凹圆弧(分享一点关于数控铣手动编程(宏部分)的总结一小点知识)
以前在数控铣编程中,最不喜欢编制的就是关于倒角倒圆弧之类的宏程序编制,今天整理电脑资料时,觉得还舍不得扔掉,但是现在基本上也不常用了,索性发在网上,希望对初学者有点帮助吧!高手路过即可!(以上主要用FAN...
数控车床如何车倒角(邹军:数控车倒角C与自动倒圆角R编程方法)
...份电子书免费送给你。---------正文内容---------不少人觉得数控车床手工编程遇到圆弧,倒角,计算点位坐标的时候比较繁琐。今天这篇文章分享两个知识点,让你编程省心又省力。1,倒角的图纸标注2,直接图纸编程方法一,倒角...
数控车内螺纹编程(数控车床编程Fanuc-G76螺纹切削循环)
数控自动车床编程(FANUC 0i系统数控车床的编程与操作一一请收藏)
大家好,我是ug编程美丽老师,今天分享FANUC0i系统数控车床的编程与操作(干货知识),很详细,重点是每个功能讲的明明白白,每天进步一点点,未来可期。如果你需要,可以一起分享学习。找到我的,百分百会发。领取途径...
数控车床螺纹编程实例(FANUC螺纹车削编程详解,做数控车床的都收藏了)
数控车床虽然加工柔性比普通车床优越,但单就某一种零件的生产效率而言,与普通车床还存在一定的差距。因此,提高数控车床的效率便成为关键,而合理运用编程技巧,编制高效率的加工程序,对提高机床效率往往具有意想...
数控车床虽然加工柔性比普通车床优越,但单就某一种零件的生产效率而言,与普通车床还存在一定的差距。因此,提高数控车床的效率便成为关键,而合理运用编程技巧,编制高效率的加工程序,对提高机床效率往往具有意想...