数控车尺寸不稳定怎么调(CAK系列数控车床维修实例-加工端面有纹路)
Posted
篇首语:闲散如酸醋,会软化精神的钙质;勤奋像火炬,能燃起智慧的火焰。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车尺寸不稳定怎么调(CAK系列数控车床维修实例-加工端面有纹路)相关的知识,希望对你有一定的参考价值。
数控车尺寸不稳定怎么调(CAK系列数控车床维修实例-加工端面有纹路)
例47 车削零件端面有较大的纹路。(2013.4.10)
机床型号:CAK5085nj,数控系统:GSK980TDb。
在加工一个直径为260mm的盘类零件时,端面有较大不均匀纹路,加工外圆正常。先是怀疑刀具不好,换了几把刀,车削情况没有改善。
当检查到主轴后端轴承螺母时,发觉比较松,松开螺母上的锁紧螺钉,调整螺母,调整后锁紧螺钉,试切削零件端面,不均匀纹路消除。
主轴轴承间隙过大,将直接影响加工精度,主轴的精度主要有径向跳动及轴向窜动两项。
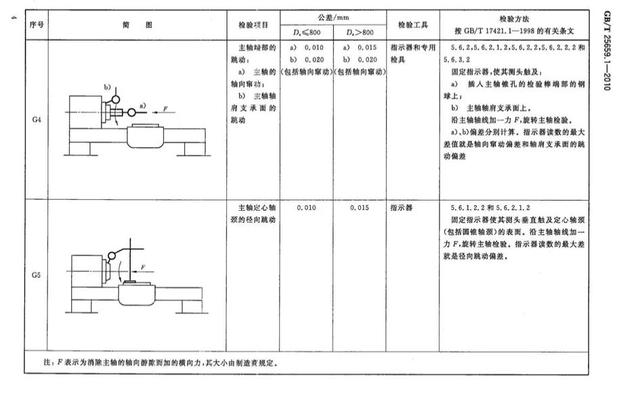
径向跳动由前端的NN3022双列向心短圆柱滚子轴承保证,当径向跳动超过规定值,将影响加工零件的同轴度。检测方法如下图G6:

轴向窜动由后端D46119向心推力球轴承保证,当窜动超过规定值,将影响零件表面粗糙度,螺纹牙距不对,长度尺寸不正确等。检测方法如下图G4:
主轴的间隙大小与主轴运转速度、轴承的润滑有关。当主轴高速运转时,轴承容易发热,轴承间隙就要大一些,转速低时,间隙要小一些。当高速运转,轴承间隙又小,容易发生“抱轴”现象。
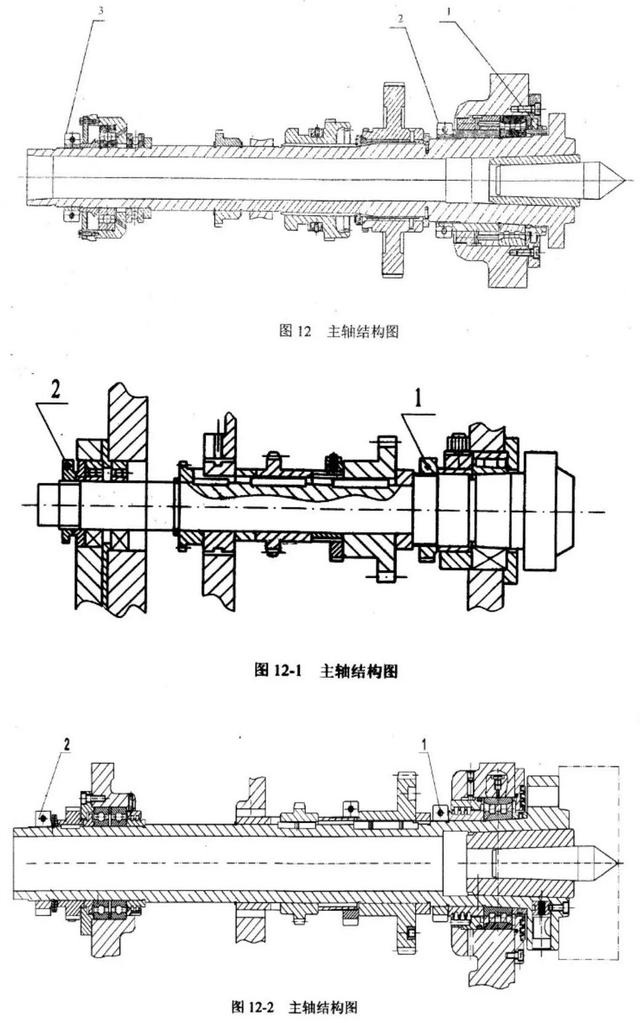
调整步骤见图:
当G6项径向精度达不到要求时,松开螺母1上面的锁紧螺钉,转动螺母1,调整间隙。
当G4项不符合要求时,松开螺母2上面的锁紧螺钉,转动螺母2,调整间隙。
调整后锁紧螺钉,空运转1小时左右,检查主轴轴承温度不要超过70度,温度高了,螺母就要稍微松一点,合适就可以了。
相关参考
数控车床师傅贴吧(CAK系列数控车床维修实例-加工尺寸不正常,切槽发震、粗糙度大)
例52加工零件,越车越小2017.3.22机床型号:e-CA6140,数控系统GSK928TE。故障现象:加工零件时,直径方向,第一刀车削尺寸正常,第二刀车小十几丝,再车几刀都是变小,最大变化几十丝。故障现象比较奇怪,通常机械间隙太大,...
数控加工光洁度(CAK系列数控车床维修实例-加工尺寸不正常,切槽发震、粗糙度大)
例52加工零件,越车越小2017.3.22机床型号:e-CA6140,数控系统GSK928TE。故障现象:加工零件时,直径方向,第一刀车削尺寸正常,第二刀车小十几丝,再车几刀都是变小,最大变化几十丝。故障现象比较奇怪,通常机械间隙太大,...
例48开机后X向坐标错乱2013.5.9机床型号:CAK4085Di,数控系统:FANUC0imateTC头一天干完活关机,第二天上班开机回零,执行自动循环,刀架撞上工件。重新对刀后能正常加工,坐标尺寸也是对的,只要断电再开机,坐标尺寸就变了,...
数控维修技术总结(CAK系列数控车床维修实例- Z轴运行不稳)
例2、Z轴运行不稳(2007.6)机型:CAK50135nj,系统:GSK980TD故障现象:快移倍率100%的情况下,在自动运行G00时,Z轴出现一冲一冲的现象,快移倍率50%的情况下,则无此现象;快移倍率50%、100%的情况下,手动快移也无一冲一...
数控车床z轴驱动器未准备就绪(CAK系列数控车床维修实例- Z轴运行不稳)
例2、Z轴运行不稳(2007.6)机型:CAK50135nj,系统:GSK980TD故障现象:快移倍率100%的情况下,在自动运行G00时,Z轴出现一冲一冲的现象,快移倍率50%的情况下,则无此现象;快移倍率50%、100%的情况下,手动快移也无一冲一...
数控车床车车中心(CAK系列数控车床维修实例- X轴不能过中心线)
例30X轴不能过主轴轴心线。(2011.4)机型:CAK80135D(出厂日期2010.7),CNC:FANUC0iMATETD。到现场后看见镗刀夹在刀架上面,在MDI状态输入X0,执行,X轴向负方向移动,到位后停止,四方刀架的最里面刚好在轴心线上,导致...
数控车床 刀架(CAK系列数控车床维修实例-刀架不转动,回零发生超程,SV433报警)
例4、刀架不能转动(2007.10.30)一台CAK3675,系统GSK980TD。故障现象:刀架不动。开机后在诊断页面对照电气原理图,检查输入输出信号,没有发现异常,打开电气柜,让操作工,按换刀键,刀架电机正转继电器动作,接触器就是...
数控车床刀架换不到位(CAK系列数控车床维修实例-刀架找不到刀号)
例41刀架转不停,找不到刀号。(2012.9.28)机型:CAK5085ni,CNC:GSK980TDa到现场后检查发现,当前刀位为4号,在系统诊断界面0.3(T04)=1,0.0(T01)时不时的变化,在0.0不变化时,换刀能找到刀位,在0.0有变化时,刀架找不到刀位。...
数控车床突然断电(CAK系列数控车床维修实例-变频器E022报警,主轴转速不稳)
例392040变频器故障。(2012.3)机型:CAK80135d(出厂日期2011.2),CNC:FANUC0iMATETD。故障现象:2040变频器故障。该现象在每次主轴停止时出现,机床断电再开机又正常起动。怀疑制动时间参数设置不合适或者制动电阻有问题。当出...
数控车床刀架转不到位是什么原因(CAK系列数控车床维修实例-加工内孔有波纹,刀架运行跳闸)
例34车削内孔有波纹。(2012.3)机型:CAK4085Anj(出厂日期2011.9),CNC:GSK980TDb。在加工外圆时正常,只有加工内圆时才有波纹,波纹形状与Z轴丝杆螺距相等。这种现象通常与大拖板运行不稳和刀具有极大关系。检查大拖板与床...