数控车大螺距螺纹借刀(数控中级编程:解析矩形螺纹的加工思路,用宏程序编程的方法一)
Posted
篇首语:每个牛逼的人,都有一段苦逼的坚持。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车大螺距螺纹借刀(数控中级编程:解析矩形螺纹的加工思路,用宏程序编程的方法一)相关的知识,希望对你有一定的参考价值。
数控车大螺距螺纹借刀(数控中级编程:解析矩形螺纹的加工思路,用宏程序编程的方法一)
如果说宏程序在数车加工中,哪一块具有很高的价值,那么无疑是大螺距螺杆的应用了,而非圆曲线,其实也是为大螺距螺杆做铺垫。因为有些螺杆的牙型是非圆曲线形。
今天分享的是——矩形螺纹。
说到矩形螺纹,它的主要用于传力机构,特点是传动效率较其他螺纹较高。但对中精度低,牙根强度弱,同时其精确制造比较困难。但它的计算还是比较容易的。
理论上讲,矩形螺纹的牙型为正方形。但由于内外螺纹配合时必须有间隙, 所以实际牙型并不是正方形。它的基本尺寸计算公式如下。
例 5-1:

牙槽宽度(b) = 0.5*螺距(P) + (0.02~0.04)mm 齿宽(a) = 螺距(P) - 牙槽宽度(b)
牙高(h1) = 0.5*螺距(P) + (0.1~0.2)mm
螺纹底径(d1) = 螺纹大径(d) - 2*牙高(h1)
所以我们要车削矩形 50*8 螺纹时,它的各个部分的计算如下。牙槽宽度 = 0.5*8+0.02 = 4.02
齿宽 = 8-4.02 = 3.98
牙高 = 0.5*8+0.1 = 4.1
螺纹底径 = 50-2*4.1 = 41.8
基本理论学习完毕,我们可以看看具体的零件图纸了。例 5-2:

上图是要加工矩形 60*10 螺纹。我们可以根据公式算出所需参数。但重点并不是计算,而是刀具轨迹。
在加工矩形螺纹的时候,由于刀具也是方头的(类似于切槽刀)。所以一般采用直进法加工。但当螺距较大,牙槽宽度比刀具宽度大的多时,需要借刀。借刀的方式也有很多种,总的来说,你想怎么借刀,那就怎么编程。本例将采用两种借刀方法供读者参考。
方法一:X 向分层,Z 向借刀

加工思路分析:
当采用方法一加工时,我们至少需要做两次判断。第一次是判断有没有车到某个深度。第二次是,在对应的深度上进行 Z 向借刀时,牙槽宽度有没有借到位。
当 X 向切深分层,其实就是每一刀的背吃刀量。在这里我取每刀 0.1mm(背吃刀量在实际加工时,可根据零件材料与刀具材料自行取值)。
在 Z 向借刀的时候,由于刀具自身有宽度,所以实际要借的长度是:牙槽宽度-刀具宽度。上面这两点我们弄清楚后,我们在想一想程序的结构。
如果要在当前某个深度上进行 Z 向借刀,说明借刀这一步一定在 X 切深循环之内,并且X 切深在Z 借刀完毕之前不能改变。也就是说程序的结构是两层嵌套。弄清这一点,我们可以试着编写方法一的程序了。
根据图纸可以计算出我们需要的参数
牙高 = 0.5*10+0.1 = 5.1
牙槽宽度 = 0.5*10+0.02 = 5.02
剩余牙槽宽度 = 5.02-3 = 2.02 (需要借刀的距离)
螺纹底径 = 60-2*5.1 = 49.8
程序如下:
T0202 (矩形螺纹车刀,刀宽 3mm)
S450 M3
G0 X60 Z15
#1=0 (用#1 表示单边牙高)
WHILE [#1 LE 5.1] D01 (既然#1 表示牙高,那么它的值如果小于等于5.1,说明没车完。并且每刀的切深应该表示为60-2*#1)
G0 X[60-2*#1]
G32 Z-73 F10
G0 X62
Z15
#2=0 (#2 表示 Z 向借刀的初始值,也就是说#2 需要不断加到剩余的槽宽)
WHILE [#2 LE 2.02] D02 (由于剩余的槽宽是 2.02,所以#2 的值如果小于2.02,那么说明没借完)
G0 X[60-2*#1]
Z[15-#2]
G32 Z-72 F10
G0 X62
Z15
#2=#2+2.02 (由于剩余的槽宽只有 2.02,比刀具宽度小。所以可以一刀借完)
END2
#1=#1+0.1 (牙高每次减去 0.1 即背吃刀量 0.1mm)
END1
G0 X100
Z100
M30
在上述程序中,如果 Z 向借刀的长度比刀宽大,那么就只能借刀具宽度的 90% 最佳。并且在判断的时候,需要考虑能否整除的问题。背吃刀量也是一样。这一点在前面已经讲解过,这里不在赘述。
另外,程序可以简化,不需要这么“清晰”。当然,这里我作为讲解,同时也考虑到很多朋友是初次接触,所以不得不这么写。如果你有一定的宏程序基础, 可以试着把程序简化。
我们看看程序仿真切削效果。借刀效果图:
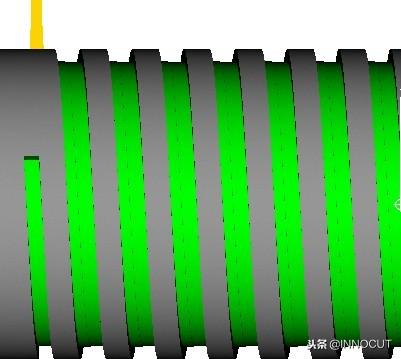
在车削好每一层 X 向深度后,会同时 Z 向借刀。成品效果图:

《数控中级编程:解析矩形螺纹的加工思路,用宏程序编程的方法一》由数控交流群~群主~友情提供~~需要更多干货~~请私信于我~~#成都暴雨#
相关参考