数控车刀具补偿刀位号(邹军:刀具半径补偿G41G42怎么用?)
Posted
篇首语:没有比知识更好的朋友,没有比病魔更坏的敌人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车刀具补偿刀位号(邹军:刀具半径补偿G41G42怎么用?)相关的知识,希望对你有一定的参考价值。
数控车刀具补偿刀位号(邹军:刀具半径补偿G41G42怎么用?)
有网友问:铣外圆的时候尺寸偏小了,怎么修改刀偏中的形状(D)?是填正值?
讲两点:
1, G41/G42的选择
2, G41/G42的补偿原理
一、G41/G42的选择
选择依据:
沿着刀具运动方向看,让刀具半径往左侧补偿就G41,右侧补偿就G42
举例1:
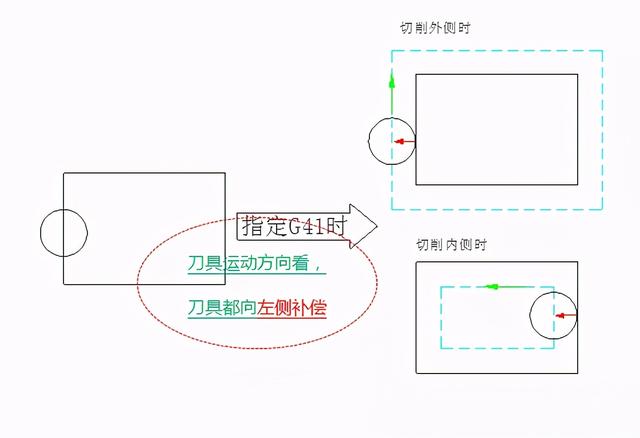
程序中指定了G41
操作者在机床半径补偿界面中输入刀具半径值(正值)
沿着刀具运动方向看,刀具会向左补偿。
举例2:
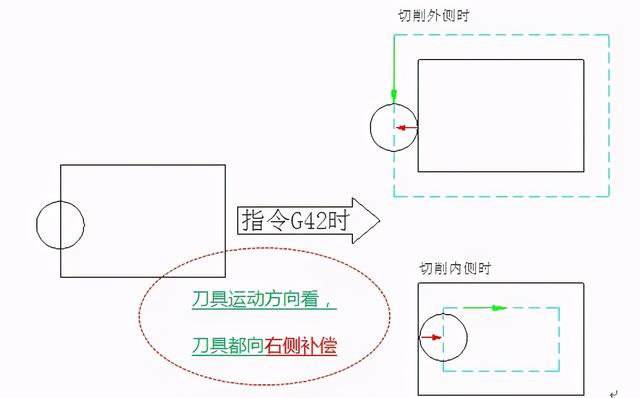
程序中指定了G42
操作者在机床半径补偿界面中输入刀具半径值(正值)
沿着刀具运动方向看,刀具会向右补偿。
二、G41/G42的补偿原理
补偿我分了三个阶段:
1,开始补偿
2,补偿状态
3,取消补偿
举例:
1,开始补偿阶段:
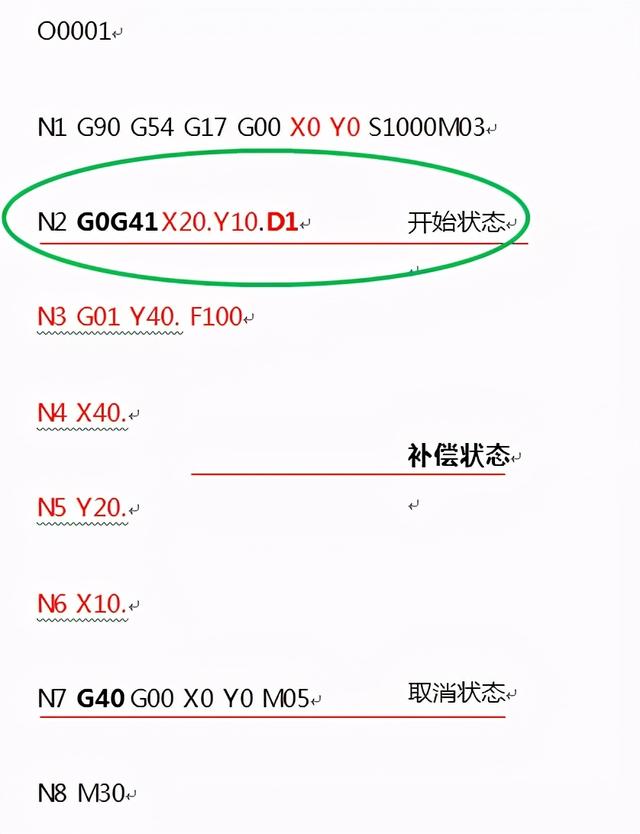
我们看上面程序:
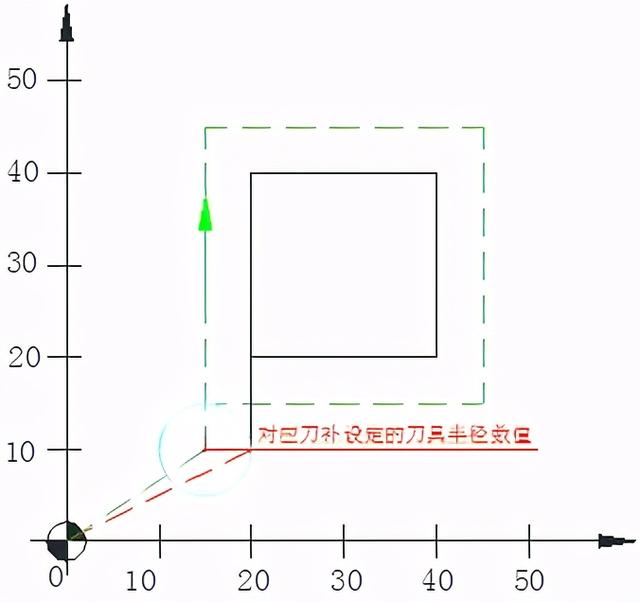
N1程序段:还没开始补偿,也就是刀具中心在X=0,Y=0处(而非刀具边缘)
N2程序段: G0G41X20.Y10.D1 开始补偿
请注意:X=20.Y=10.是刀具一边缘的坐标点(而非刀具中心的坐标点),开始补偿了;
因为,从X=0,Y=0到X=20.Y=10.刀具会逐渐向左侧移动。(因为上面程序中指定G41 )
移动多少?
由操作者在机床半径补偿界面中 输入的对应的刀具半径值来决定偏移量(正值)
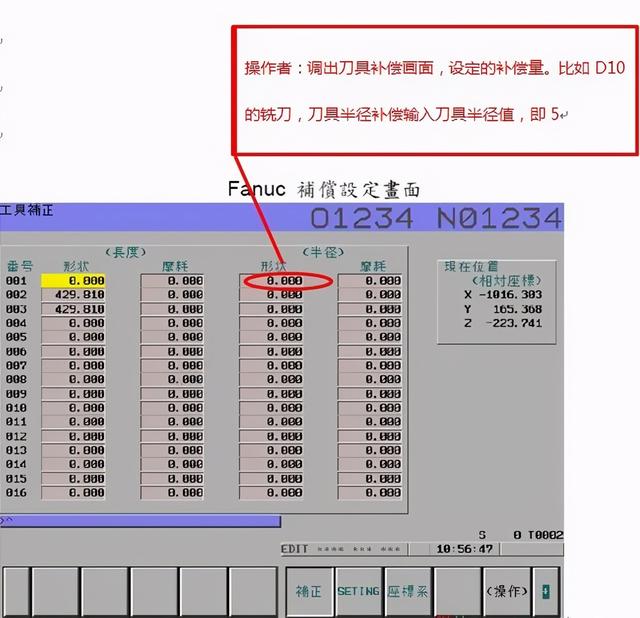
比如D10的铣刀,
半径补偿界面中输入对应刀具半径值即5,那么会像左侧移动5mm,
如果你输入4,那么就会移动4mm ;
输入0,那么就会移动0mm (此时就刀具中心在X20,Y10了,意味着没有补偿了);
输入-5,那么就会向左侧移动-5mm ,换句话说向右侧移动了5mm;
好了,上面分析建立半径补偿的过程1,程序中要指定刀具半径补偿指令,2,操作者在机床半径补偿界面中输入补偿数值。
分析到这,请注意,一定要注意,我上文中的一句话:
从X=0,Y=0到X=20.Y=10.刀具会逐渐向左侧移动。
从X=0,Y=0到X=20.Y=10 这两个坐标点非常重要,
也就是说,在建立半径补偿之前程序段中X,Y值,与建立半径补偿中的X,Y值。
这两点的垂直距离至少有一个要大于刀补中的补偿量。
注意:开始补偿阶段需要在G00或G01状态下补偿,(不能在G02或G03指令下补偿,不然机床报警);
2、 补偿阶段
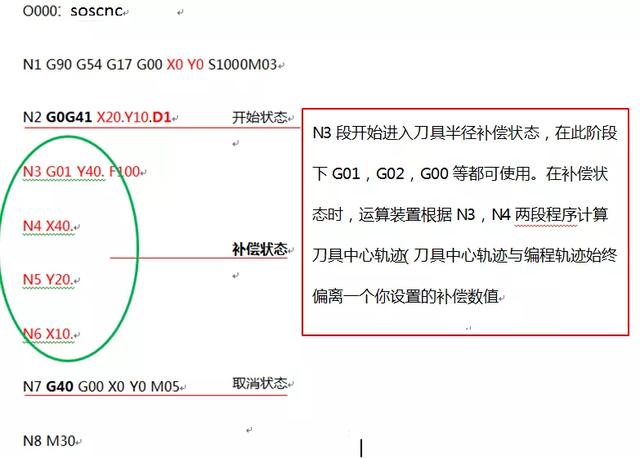
在补偿阶段,机床系统会预读下面两程序段(即N3和N4程序段),从而判断补偿的矢量方向。
所以建议G41或G42补偿后面的两个程序段不能都有Z值。
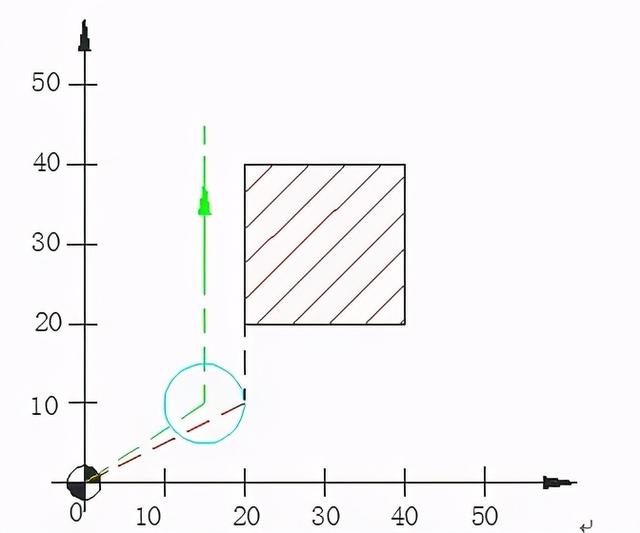
比例下面这个例子:
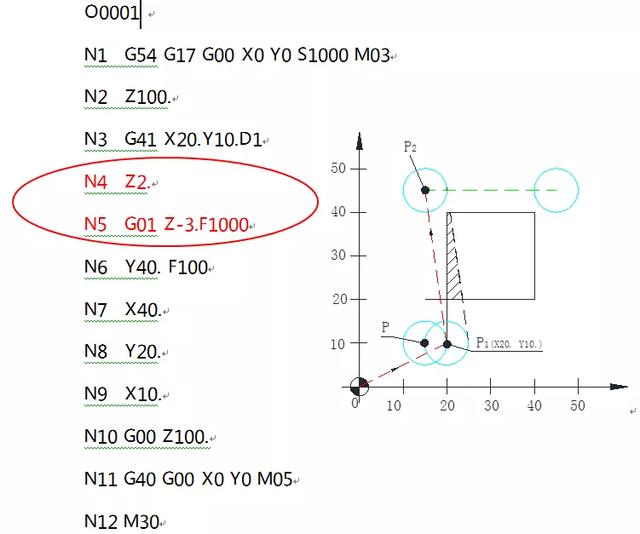
半径补偿从N3段开始建立的时候,数控系统只能预读其后的两段程序段,
而N4,N5两段程序都为Z轴移动(系统无法判断下一步补偿的矢量方向,
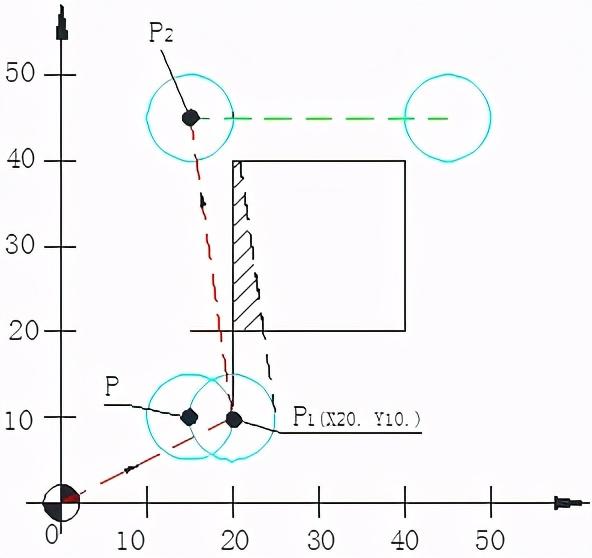
N3段程序执行后刀具轨迹发生了变化,不在是原来的P点,而是P1点(刀具中心点),然后向P2交点移动(逐渐补偿),因此如上图产生过切。
如何修改?
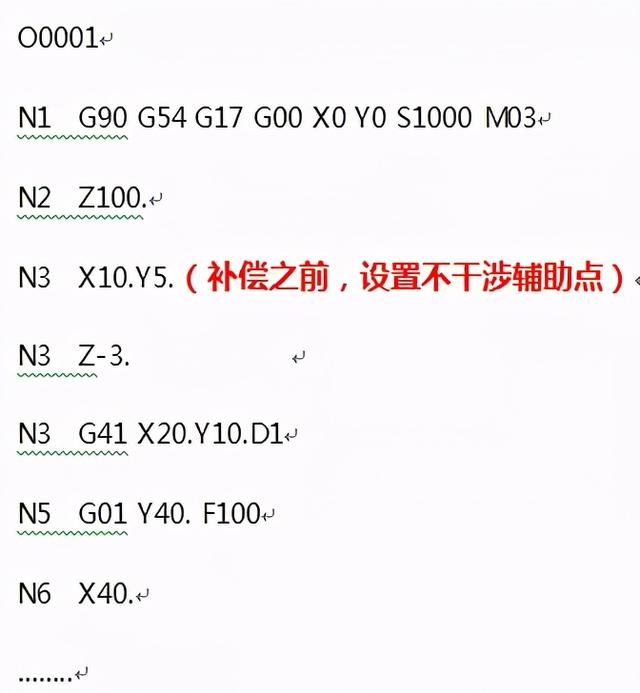
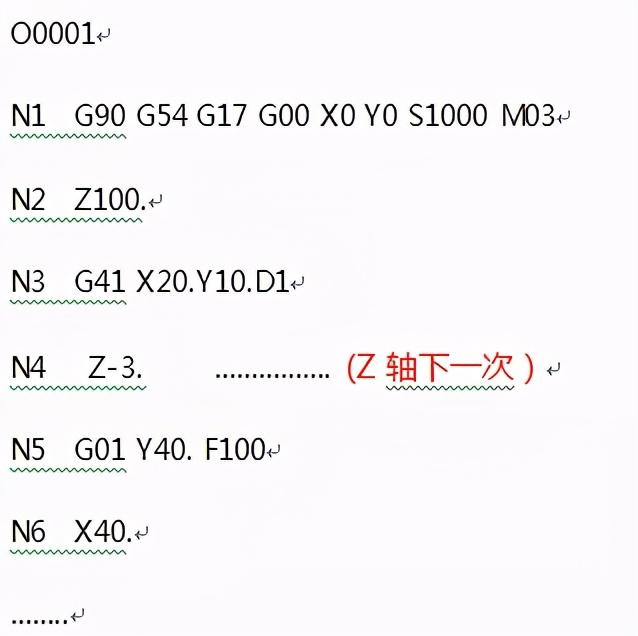
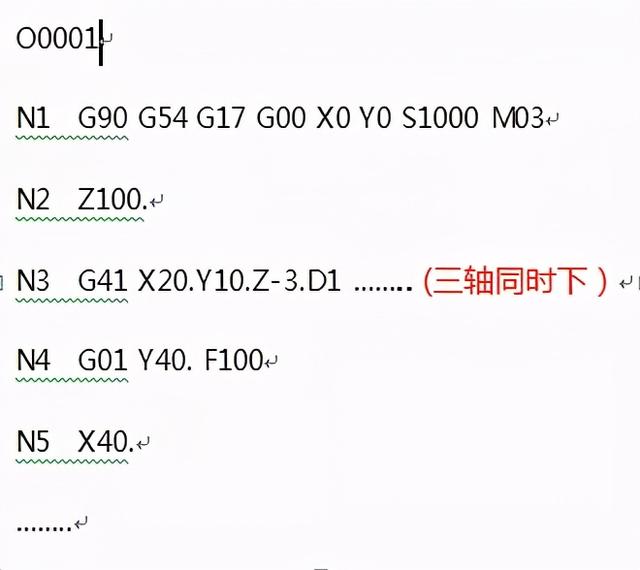
补偿之前设置不干涉辅助点或Z轴下降一次或三轴同时下
3、取消补偿
取消刀具半径补偿指令为G40, 也必须在G00或G01状态下,不能在G02或G03指令下取消。
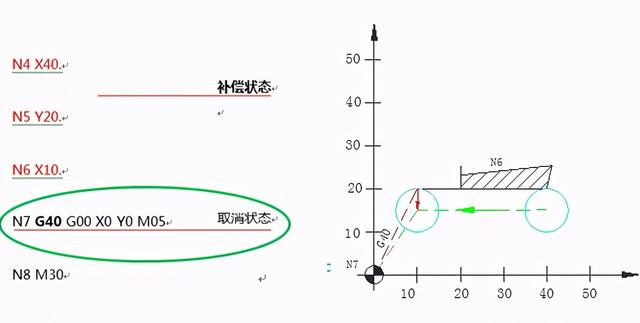
取消半径补偿是从N7程序段开始的,(N7G40G00X0Y0)
从N6程序段的终点开始,到N7程序段中的X=0,Y=0为结束点,刀具中心回到(X=0,Y=0) 点。
且就分享这么多,希望给大家一点启发,能够深入学习 提升自己的解决问题能力。
军哥的编程课程不讲高大上,刁难深,一切从实际工作出发,让你系统学习我最实战的编程技能,提升你的专业技术水平,为你加薪升职助力!
近期微信公众号文章:
邹军:数控编程的高级玩法,让数控程序“智能化”
邹军:通过数控宏程序实现刀具寿命管理(二)
邹军:如何修改FANUC 系统参数
邹军:数控宏程序编程,三角函数的应用案例
邹军:数控宏程序入门知识(IF ….. GOTO 语句的应用案例)
邹军:从改变切削参数提高加工效率到数控编程,分享我的一些方法
邹军:掌握少数人才拥有的数控编程方法,能让你很快成为高手
邹军:8字油槽的编程方法
邹军:这样编写数控程序能让你提升产品质量,降低刀具费用!
版权不限,欢迎转发分享
转发后,请私信我微信,回复2021
送我近期写的《切削参数与编程策略》资料礼包
【编程提效 从0到1实战指南】
点击下方卡片,关注邹军
获得更多行业干货

相关参考
...含义为领先一步的计算机辅助技术和服务。今天针对CAXA数控车编程中两种刀尖半径补偿进行讲解一下。1.编程时考虑半径补偿选用编程时考虑半径补偿也就是说,生成的程序中不带刀具补偿指令即没有G41和G42代码,机床里面也不...
数控铣削加工刀具半径补偿作用(一文搞懂数控车床加工刀具补偿功能)
一、数控车床用刀具的交换功能1.刀具的交换指令格式一:T0101;该指令为FANUC系统转刀指令,前面的T01表示换1号刀,后面的01表示使用1号刀具补偿。刀具号与刀补号可以相同,也可以不同。指令格式二:T04D01;该指令为SIEMENS系...
...调试。比如你不使用G41或G42,现场加工零件的时候,如果刀具直径要改变,或者产品出现尺寸不合格,需重新编写程序……。所以有必要给大家分享这两个指令的补偿原理,你理解了G41G42,为你玩软件编程,后处理也有很大帮助...
数控铣床怎么刀补啊(数控加工中的刀具补偿(学习需要将简单得重复去做))
一、刀具补偿的提出用立铣刀在数控机床上加工工件,可以清楚看出刀具中心运动轨计与工件轮廓不重合,这是因为工件轮廓是立铣刀运动包络形成的。立铣刀的中心称为刀具的刀位点(4、5坐标数控机床称为刀位矢量),刀位...
数控刀具型号(在数控机床中G00-G214代码、M00-M299代码的含义,你都记得哪些?)
...06G07G08G09G10G11G12G13刀架选择:刀架AG14刀架选择:刀架BG15G16G17刀具半径补偿:X-Y平面G18刀具半径补偿:Z-X平面G19刀具半径补偿:Y-Z平面
...04暂停。G28自动返回机床原点.G32等螺距螺纹切削。G40取消刀具半径补偿,G41刀具半径左补偿,G42刀具半径右补偿,G70精加工循环,G71轴向粗车循环,G72径向粗车循环,G73封闭切削循环,G74轴向切槽循环,G75径向切槽循环,G76多重...
数控母线冲剪机编程(数控车削加工中刀尖圆弧半径补偿有关问题)
...看成一个点,如图1a所示的P点就是理论刀尖。但为了提高刀具的使用寿命和降低加工工件的表面粗糙度,通常将刀尖磨成半径不大的圆弧(一般圆弧半径R是0.4—1.6之间),如图1b所示X向和Z向的交点P称为假想刀尖,该点是编程时...
数控g94什么意思(数控车床刀尖圆弧半径补偿不会?那这份宝藏资料请惠存)
...控车床中的刀尖圆弧半径补偿指令及格式说明:G41--左偏刀具半径补
...控车削中,可转位车刀得到越来越多的使用。可转位机夹刀具使用有多个切削刃车刀片,当刀片的一个切削刃用钝以后,只要松开夹紧元件,将刀片转一个角度,换另一个新切削刃,并重新夹紧就可以继续使用;当所有切削刃用...
数控铣削加工中刀具补偿的作用(玩数控不懂“刀具补偿”,你如何闯荡江湖?)
数控编程时中,通常会将刀具刀尖假想为一个点,加工时根据刀具实际尺寸,自动改变机床坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹完全一致,从而实现“刀具补偿”。01数控车床用刀具的交换功能1.刀具的交换指...