数控车g83怎么(邹军:数控编程G98G99指令的用法和区别)
Posted
篇首语:三人行必有我师焉;择其善者而从之,其不善者而改之。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车g83怎么(邹军:数控编程G98G99指令的用法和区别)相关的知识,希望对你有一定的参考价值。
数控车g83怎么(邹军:数控编程G98G99指令的用法和区别)
下面是我剪贴了2个数控车的部分程序,你观察下这两个程序F值
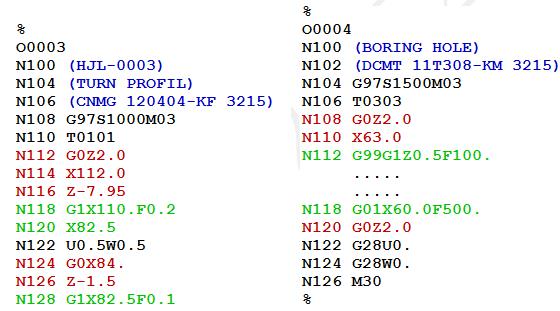
G98/G99在数车方面的含义
G98:每分钟进给量 (mm/min)
G99:每转进给量 (mm/r)
我们看数车的程序,进给量后面的F值 比如F0.2
那么这个F0.2什么意思呢?也就每转进给量,即主轴转动一圈刀具移动0.2mm
偶尔,程序中也可以看到进给量后面的F值比较大 比如F100
那么这个F100是什么意思呢? 我们观察上面O0004程序,仔细观察程序中用了G98,
F100在此就是每分钟进给100mm
也就是说在数车编程的时候,我们需要用G98或G99指定进给量F 是每分钟进给 还是每转进给
G98:每分钟进给量 (mm/min)
G99:每转进给量 (mm/r)
数控车默认G99方式,所以上面O0003程序中每省略了G99
补充说明下:
看上面O0003程序中
S10000也就是你指定主轴每分钟旋转1000转
F0.2 上面已经解释过 主轴转动一圈刀具移动0.2mm
那么:一分钟进给量为多少?
如果车削一个长度为600的外圆,分5次走刀
那么:加工时间多久?
G98/G99在数铣方面的含义
这两个指令主要与循指令配合使用(如G81,G83,G84,G76……)
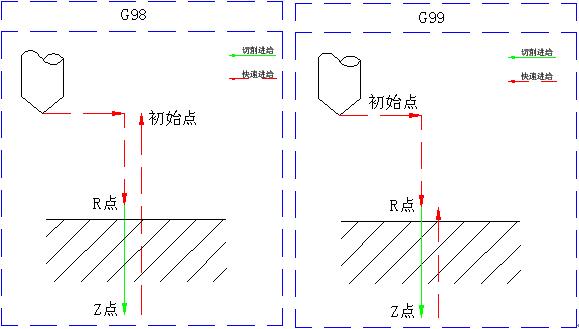
上面你提到初始点复位,R点复位,也就是我要讲解的R点与初始点
G98:循环加工完后返回初始点
G99:循环加工完后返回R点
我们看下面一个程序:
(设零件表面为Z 0点)
%
O0002
N2(DRILLING CENTER HOLE)
G90G56G00X-23.5Y0.
G43Z200.H02
S2000M03
Z50.0M08
G98G83Z-26.5Q2.R3.F60.
X23.5
G80
G91G28Z0.
M30
%
我采用了G98方式,根据上面含义,循环加工完后一组孔后返回初始点,也就是返回Z50.然后移动到X23.5进行下一组孔的加工,加工完后返回Z50. (离工件表面Z=50的点)。孔与孔之间有干涉比如压板等适合采用G98方式。
加入采用G99方式呢?
循环加工完后一组孔后返回R点,也就是返回离工件表面Z=3) 然后移动到X23.5进行下一组孔的加工,加工完后返回离工件表面Z=3处 。
相关参考
数控车床g50指令的用法(数控车床编程实例,干货分享,建议收藏)
...(直径)Z圆弧半径圆弧顺逆A00B300C30-48D64-58E84-73F84-1500-150FUNAC数控车编程如下:O9001N10G50X100Z10(设立坐标系,定义对刀点的位置)N20G00X16Z2M03(移到倒角延长线,Z轴2mm处)N30G01U10W-5G98F120(倒3×45°角)N40Z-48
...的指令应是(G83),每次提刀回退一固定量q的应是(G73)。4、数控机床程序中,F100表示(进给速度为每分进给100mm)。5、沿刀具前进方向观察,刀具偏在工件轮廓的左边是(G41)指令,刀具偏在工件轮廓的右边是(G42)指令,刀具中心轨迹...
数控车床g98进给量怎么给合适(数控习题(含答案)—「UG编程」)
...的指令应是(G83),每次提刀回退一固定量q的应是(G73)。4、数控机床程序中,F100表示(进给速度为每分进给100mm)。5、沿刀具前进方向观察,刀具偏在工件轮廓的左边是(G41)指令,刀具偏在工件轮廓的右边是(G42)指令,刀具中心轨迹...
数控分度头怎么编程(邹军爱数控:邀你一起学数控宏程序编程,扩展你的编程思路)
宏程序不是万能的,但是没有宏程序是不能的!不懂宏程序也只能默默的看着别人装逼了!如果你有钱可以买五轴数控机床,没有人有意见的。光看看这些,用宏程序加工的作品就知道,月薪上万是没有问题的。这样的技术你是...
数控车床g83钻孔实例(加工中心如何选择合适钻孔循环?数控工程师详解G83指令的使用)
在钻孔循环选择上,我们通常有三个选择:1.G73(断屑循环)通常用于加工孔深超过钻头的3倍径,但不超过钻头的有效刃长2.G81(浅孔循环)通常用于钻中心孔,倒角和不超过钻头3倍径的孔加工随着内冷刀具的出现,为了提升加...
数控车床如何车倒角(邹军:数控车倒角C与自动倒圆角R编程方法)
...份电子书免费送给你。---------正文内容---------不少人觉得数控车床手工编程遇到圆弧,倒角,计算点位坐标的时候比较繁琐。今天这篇文章分享两个知识点,让你编程省心又省力。1,倒角的图纸标注2,直接图纸编程方法一,倒角...
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...
法兰克数控车床攻丝程序(FANUC系统极坐标G16指令用法)
今天来分享FANUC系统极坐标G16指令打孔,攻丝。做CNC的朋友都知道在加工中心,打孔攻丝几乎很常见。那么怎么用G16指令进行加工呢?因为其指令编程简单。修改方便。所以很多做加工中心朋友都会用。这里再讲一下具体用法,...
数控钻孔指令(加工精粗镗孔时,教你用G76、G85、G86、G87指令编程,简单详细)
嗨,大家好,,数控铣削加工精粗镗孔时,要区分开G76、G85、G86、G87指令编程适用于哪些工艺的零件加工,这样容易提高工作效率,今天给大家详细介绍这些指令的用法及加工用途。1)粗镗孔循环指令G86指令格式:G86X_Y_Z_R_F_;与G81相...
机床用(邹军:G-MILL 1150数控机床使用UG NX后置文件输出相关说明)
一、此后置的使用软件版本为NX11以上二、此后置具备防错提示功能在刀具轨迹输出过程中会有操作未设置元素进行温馨提示,不影响后置输出,这些不设置会对加工过程产生影响,请注意!!!1、进给速率未设置温馨提示2主轴...