数控线切割加工(3D备课资源|3分钟搞懂数控线切割机床组成及安全操作)
Posted
篇首语:只愿我永远在爱里,不断地学习,即使悲伤本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控线切割加工(3D备课资源|3分钟搞懂数控线切割机床组成及安全操作)相关的知识,希望对你有一定的参考价值。
数控线切割加工(3D备课资源|3分钟搞懂数控线切割机床组成及安全操作)
电火花线切割加工是在电火花加工的基础上发展起来的一种新兴电加工工艺,它采用细金属丝作为工具电极,根据数控编程指令,金属丝将沿着给定的轨迹切割出相应几何图形的工件。今天100唯尔教育小编就结合100唯尔教育网《电火花切割加工》课程及其三维互动教学资源来介绍下数控电火花切割加工机床的组成、安全操作流程以及如何维护保养。
1、 数控电火花线切割加工机床的基本组成
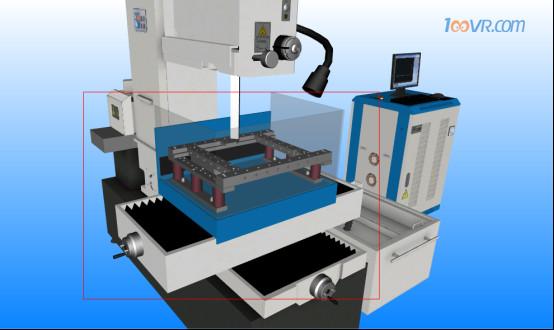
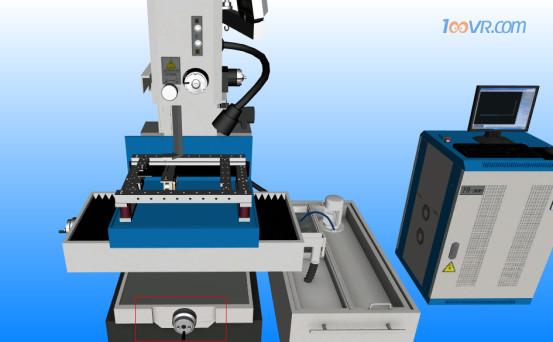
数控电火化线切割加工机床可分为机床主机和控制柜两大部分。

图为100唯尔教育数控电火花线切割加工机床
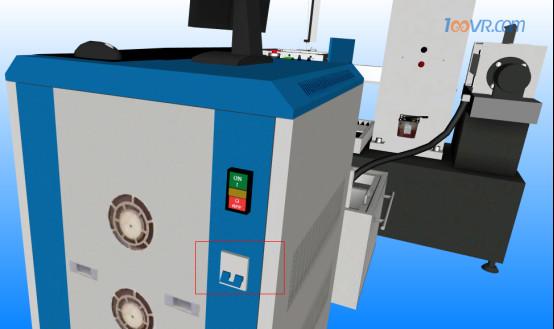
(1) 控制柜
控制中装有控制系统和自动编程系统,能在控制中进行自动编程和对机床坐标工作台的运动进行数字控制。

图为100唯尔教育控制柜
(2) 机床主机
机床主机主要包括坐标工作台、运丝机构、丝架、冷却系统和床身五个部分。

图为100唯尔教育机床主机
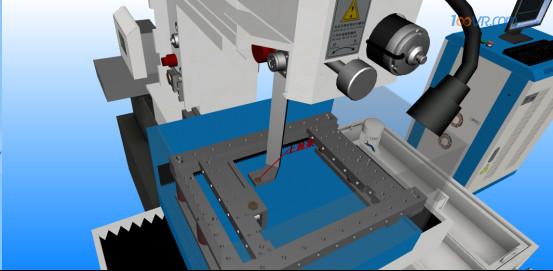
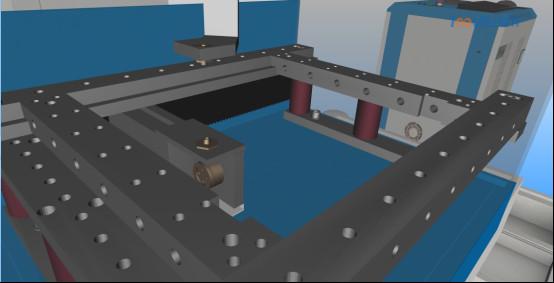
1. 坐标工作台
它用来装夹被加工的工件,其运动分别由两个步进电机控制。主要由拖板、导轨、丝杆运动副、齿轮传动机构组成。
图为100唯尔教育坐标工作台
2. 运丝机构
它用来控制电极丝与工件之间产生相对运动。由储丝筒组台件上、下拖板、齿轮副、丝杆副、换向装置和绝缘件等组成。
图为100唯尔教育运丝机构
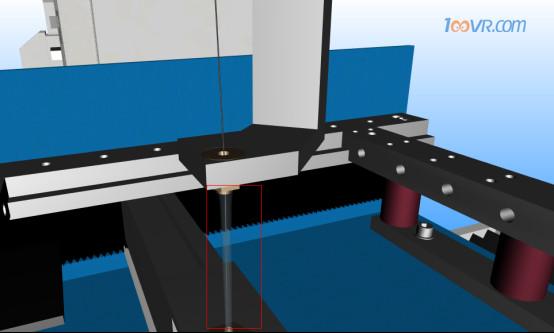
3. 丝架
它与运丝相构一起构成电极丝的运动系统。它的功能主要是对电极丝起支撑作用,并使电极丝工作部分与工作台平面保持一定的几何角度,以满足各种工件〔如带锥工件)加工的需要。丝架采用单柱支撑、双臂悬梁结构。
图为100唯尔教育丝架
4. 冷却系统
它用来提供有一定绝缘性能的工作介质一一工作液,同时可对工件和电极丝进行冷却。

图为100唯尔教育冷却系统
2、 线切割机床基本操作
(1) 数控电火花线切割机床的开机和关机顺应
1. 开机
(1) 合上机床主机上电源总开关。
(2) 按下控制柜电源开关ON
(3) 按下控制柜上方的系统电源开关
(4) 松开机床电气面板上急停按钮。

图为100唯尔教育开机
2. 关机
(1) 拍下控制柜上方的急停按钮
(2) 按下控制柜电源开关OFF
(3) 关闭机床电源总开关
图为100唯尔教育关机
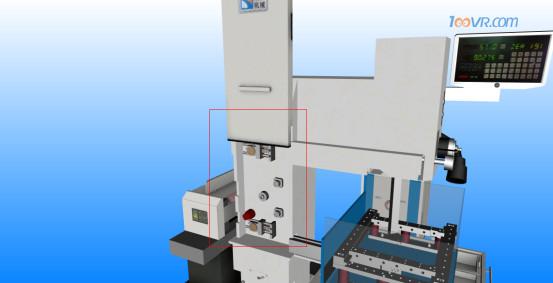
3. 操作机床
1 若操作者站在X向手轮前方,顺时针转动X向手轮,工作台向远离操作者运动,逆时针转动,则趋向操作者运动。
2 操作工作台(在关闭机床进给电机的前提下),若操作者站在Y向手轮前方,顺时针转动Y向手轮,工作台向远离操作者运动,逆时针转动,则则趋向操作者运动。(2)转动手轮,控制工作台运动距离和方向,向x正向移动120mm,向y正向移动80mm,将钼丝停止在安全位置。(移动过程中密切注意钼丝位置,避免干涉)
图为100唯尔教育操作机床
4. 操作主轴
在主轴锁紧螺母未锁紧的情况下,按主轴升按钮则主轴向上运动,按主轴降按钮则主轴向下运动。顺时针旋动锁紧螺母,主轴不能上下移动。若操作者面向主轴,顺时针转动U轴调节钮,主轴趋向操作者移动。顺时针转动V轴调节钮,主轴向右移动。逆时针转动端部小钮,主轴向左移动。
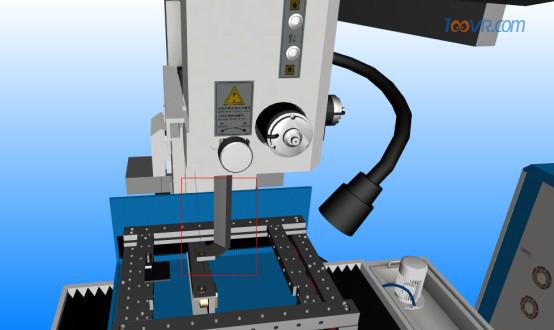
图为100唯尔教育操作主轴
5. 调节冷却液
通过冷却液上口调节手柄,可调节冷却液上出口的流量。当手柄水平时,流量截止。当手柄垂直时,流量最大。通过冷却液下口调节手柄,可调节冷却液下出口的流量。当手柄水平时,流量截止。当手柄垂直时,流量最大。
图为100唯尔教育调节冷却液
3、 数控电火花线切割机床的维护保养
数控电火化花切割机床维护保养的目的是为了保持机床能正常可靠的工作,延长其使用寿命。一般的维护保养方法如下:
1. 定期清洁
定期检查数控电柜的冷却风扇是否正常工作,定期清洁电气柜的散热通风系统,保持散热通风系统的正常工作。
2. 定期检查
定期检查上下喷嘴的脏污程度,有赃物时需要洗涤液清除。
图为100唯尔教育定期检查
3. 定期润滑
每天按动手动润滑泵1次,使用HJ-50机油。
导轨轴承每2个月换油脂一次,使用2#精密油脂。
以下部位每2年更换油脂一次:电机轴承、贮丝筒轴承、贮丝筒丝杆轴承,使用ZG-2钙基润滑脂。

图为100唯尔教育定期润滑
4. 定期更换、维护易损件
(1) 导轮轴承为易损零件,它高速运转,需经常加油润滑。
(2) 导轮为易损零件,加工前,应仔细检查导轮V形槽是否损坏,因导轮与电极丝之间的电腐蚀及滑动摩擦等,易使导轮V形槽出现沟槽,这不但会引起电极丝抖动,影响加工精度,也易被卡断。所以要经常检查,更换损坏的导轮,另外应注意去除堆积在V槽内的电腐蚀物,6个月内左右予以更换。
(3) 换向装置的触头调节应可靠,保证0.6-1mm的超行程,否则会产生动作不可靠。
(4) 导电块为易损零件,电极丝导向定位采用乌刚块,必须经常检查其工作面是否出现沟槽,如果出现沟槽,应当调换导电块工作面位置或更换。一般加工50-100h后就必须检查导电块的磨损情况。
(5) 皂化液的更换,要适时更换过于污浊的冷却液,可以提高导轮和轴承的寿命,皂化液一般半个月左右更换一次。
(6) 过滤垫一般每周清洗1次,每月更换1次。
图为100唯尔教育定期更换、维护易损件
5. 精度维护
间隔半年重新校验与调整机床,以保证机床的加工精度。
以上就是100唯尔教育关于电火花线切割加工的部分课程内容介绍,如果老师们对这方面的课程及教学资源感兴趣,可以直接上100唯尔教育网搜索"电火花"就可以看到相对应的课程内容了。
相关参考
数控铣床教程(3D备课资源|学生看完就能快速上手铣床基本操作)
铣床虽然类型众多,但是基本结构大致雷同,都包括使铣刀产生旋转运动和使工件产生直线或旋转运动的机构。工作台可作纵向运动,称作纵向工作台,其还可用来装夹工件及夹具,工作台上有三条可以安放T形螺钉的T形槽,可...
数控线切割简单图形及代码(三分钟带你详细了解CNC加工的那些事)
CNC加工又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广州广东、江浙沪一带有人叫“CNC加工中心” 一般CNC加工通常是指精密机械加工、CNC加工车床、CNC加工铣床、C...
...具,旨在以重复模式进行精确运动。在1940年代和50年代,数控刀具被引入工业界。这些高精度机器用于各种加工操作。近年来,这些自动化机床已广泛应用于所有制造行业。虽然CNC加工与3D打印非常相似,但关键的区别在于精度...
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、自动化、数字无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯等展示,就在深圳机械展.对刀是数控加工中的主要操作和重要技能。在一定条件下,对刀的精度可以...
数控加工的工艺特点(数控线切割加工的特点与编程中的工艺处理和切割加工的工艺准备)
数控线切割加工的特点与编程中的工艺处理数控线切割加工又称为数控电火花线切割加工,它是利用电极间隙脉冲放电产生局部瞬间高温,对金属材料进行蚀除的一种加工方法。一、数控线切割加工的特点(1)加工范围广,只...
数控加工过程是怎样的(数控高速走丝电火花线切割加工实训教程)
数控高速走丝电火花线切割的加工路径的优化电火花线切割加工路径的合理与否关系到工件变形的大小,因此,优化加工路径有利于提高切割加工质量和加工效率。1.加工起点的确定1)应在表面粗糙度值要求较小的表面上选择...
数控加工实训报告总结500字(数控高速走丝电火花线切割加工实训教程)
数控高速走丝电火花线切割的加工路径的优化电火花线切割加工路径的合理与否关系到工件变形的大小,因此,优化加工路径有利于提高切割加工质量和加工效率。1.加工起点的确定1)应在表面粗糙度值要求较小的表面上选择...
数控线切割加工提高加工质量(EDM线切割——快速、可靠、优化的数控程序)
从CAD模型到切削程序-快速、可靠、优化Tebis提供EDM线切割功能,可用于精确制造具有高度复杂的几何体、最高质量要求及最小圆角半径的工件:例如,模具制造及医学和航空航天行业中的组件。DCAMCUTExpert的集成数控编程环境中,T...
数控电火花线切割机床的加工原理(线切割从一刀到多刀切割的原理)
线切割从一刀到多刀切割的原理线切割机床的切割效率、电极丝损耗率和工件表面粗糙度等3项放电加工专项指标互相矛盾,所以在一次切割中,同时实现这3项高指标是不可能的。要获得最高切割效率,工件表面粗糙度必定差,...
PL21550数控冲床-切割复合加工机具有高速、高效、高精的优点,一台设备完成冲孔和切割的工艺,一次装夹,一次编程完成加工,提高了工作效率,节约了机床投资,提高了板材利用率。在金属板材加工领域,数控转塔冲床、激...