数控等离子起弧穿孔断弧(焊接技术,想学的来)
Posted
篇首语:高斋晓开卷,独共圣人语。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控等离子起弧穿孔断弧(焊接技术,想学的来)相关的知识,希望对你有一定的参考价值。
数控等离子起弧穿孔断弧(焊接技术,想学的来)
前言:
焊工需要专门的焊接技术培训,并持焊工证上岗。目前普通焊工的工资在250-400元左右一天,虽然作业条件不好,但是也是一门技术,想学的可以看这篇文章,下面我们介绍一些焊接知识!
手工电弧焊步骤: 引弧------运条-----收弧(收尾)
第一部分 焊接第一步引弧:
手工电弧焊里划那一下是为了产生瞬时的短路电流,产热,然后产生金属蒸汽/离子,空气不导电,但电离的空气导电,因此要强行电离空气或者产生能导电的金属蒸汽,渡完毕后处于正常焊接状态,电压回升,电流下降 。这是引弧的最主要目的。也是焊接的第一步。
引弧的操作:
焊接前,应把工件接头两侧20mm范围内的表面清理干净(如消除铁锈、油污、水分),并使焊条芯的端部金属外露,以便进行短路引弧。
引弧的方法:
电弧焊的焊接过程是从引弧开始的,引弧方法有擦划法和直击法引弧。
1.擦划法
引弧是先将焊条前端对准焊件,然后将手腕扭转,使焊条在焊件表面轻微划一下,焊条提起2-4mm ,即在空气中产生电弧,然后将电弧长度保持在焊条直径允许的范围。擦划法比较简单,适合初学者。
2.直击法引弧
将手腕下弯,焊条轻微碰一下引狐板,操作时焊工必须掌握好手腕上下动作的时间和距离。
第二部分 运条(焊条的运作手法):
电弧引燃后,迅速将焊条提起2至4毫米进行焊接 ,电弧焊操作是沿焊接方向前进、沿焊缝横向摆动和向熔池方向送进焊条等三个基本动作组合而成运条手法主要包括两种:
1.直线形运条法:焊接时保持一定的电弧长度 ,沿焊接方向作不摆动的前移。这样,电弧较稳定,能获得较大的熔深,但焊缝较窄。
2.画圆圈形运条法:将焊条末端作连续圆圈形运动,并不断向前移动。分正圈形和斜圈形两种。
正圈形运条法适用于焊接较厚焊件的平焊缝,优点是能使熔化金属有足够高的温度,使熔解在熔池中的氧、氮等气体释放出来,同时便于熔渣上浮;
斜圈形运条法适用于平、仰位置的T形和对接横焊,特点是有利于控制熔化金属避免产生下淌现象,有助于焊缝成形。
第三部分:收弧
收弧动作不恰当,有可能会在焊缝的收尾处形成弧坑,容易出现裂缝。
常见的收弧方法有:
1.划圆圈收尾法:适用于厚板焊接,对于薄板则有烧穿的危险。
2.反复断弧收尾法:当焊接到终点时,在弧坑作数次反复熄弧、引弧,直到填满弧坑为
止。此法适用于薄板焊接,但碱性焊条不宜用此法。
3.回焊收尾法:当焊接到终点时,不熄弧而适当改变焊条角度,向反方向移动一-下,然后
拉断电弧,碱性焊条宜用此法。
第四部分:焊接位置:(具体见下图1)
焊接位置简称焊位。施焊时,焊缝对于施焊者的相对空间位置。有平焊、横焊、立焊和仰焊等位置。平焊系指施焊者俯首进行的水平焊接,故又称俯焊;对于T形连接中的焊缝,常将T形焊件按45°放置,形成俯焊缝施焊位置,这时又称船形焊。横焊系指施焊者进行大致与手臂同高的水平焊接。立焊系指施焊者进行由下而上的垂直焊缝焊接。仰焊系指施焊者仰首进行的水平焊缝焊接。平焊最易保证焊接质量,横焊次之,立焊又次之,仰焊最难保证质量,应尽量避免,平焊最简单,仰焊最难,随着板厚越来越大,焊接难度也越来越大,焊接难度分为4级,为A.,B,C,D.。
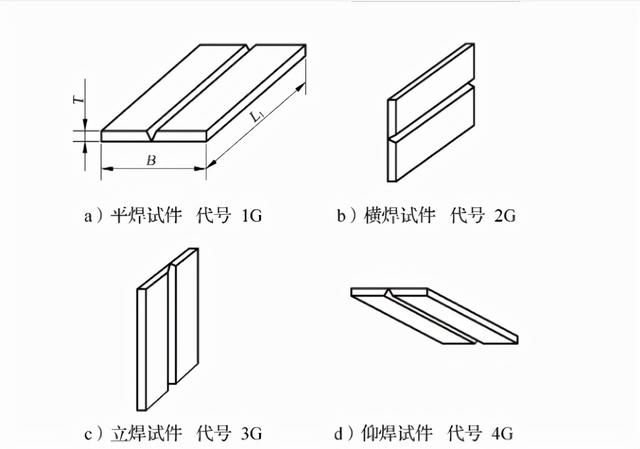
图1
一、平焊
平焊操作口诀:
听看二点要记清,焊接规范要适中;
短弧焊接是关键,电弧周期要缩短;
焊接速度须均匀,熔池保持椭圆形;
收弧弧坑要填满,给足铁水防缩孔。
1)开始时,倾斜角适当增大,当温度升高时倾斜角相应减少,焊条与焊炬的夹角保持在90°左右;
2)焊薄件时焊丝可作上下运动; Z字形焊接方法焊条始终浸在熔池内,并不断地搅拌熔池;
3)结束时,焊炬慢慢堤起,缩小尾部熔池。
6 )焊条直线速度不要过慢否则容易造成熔渣过厚,看不清熔池,难于操作。
二、立焊
立焊操作口诀:
熔池尺寸要适当,熔渣铁水要分清;
熄弧铁水要给足,防止背面出缩孔;
运条动作要灵活,接头要听电弧声;
坡口两侧熔合好,防止缺陷保成形。
1)应采用电流较小的火焰进行焊接;
2)严格控制熔池温度,熔池面积不能太大,熔池深度也应小些。焊接电流应较平焊小10-15%;
3)焊炬应沿焊接方向向.上倾斜-定角度,-般 与焊件保持60--80°;
4)为控制熔池温度,焊炬随时作上下运动,使熔池有冷却的机会,保证熔池受热适当;
5)可用半圆弧形的横向摆动加灭弧的操作法。
三、横焊
横焊:由于熔滴和熔渣在重力作用下往下淌,容易使焊缝上侧产生咬边、下侧金属下坠产生焊瘤、未焊透等缺陷;
横焊操作口诀:
一弧两用,穿孔成形;横焊灭弧勾。
(1) “一弧两用”:就是为实现一面焊两面成形的目的,焊接电弧必须正背两面使用,一般2/3在正面燃烧,1/3在背面燃烧;
(2)“穿孔成形”:即只有电弧击穿钝边形成熔孔方能在背面成形。
(3)“横焊灭弧勾”,即横焊时焊条在坡口根部上侧引弧,熔化上钝边后斜拉至坡口根部下侧,待下钝边熔化形成完整熔池后回勾灭弧,此运条过程即为回勾,如此反复直至完成整条焊缝的焊接;
1)采用较小的电流来控制熔池温度;
2)薄件采用左焊法。但焊炬也应向上倾斜,使火焰气流直接朝向焊缝,利用气流的压力阻碍
熔化金属从熔池流出;
3)焊接时,焊炬一般不作横向摆动,但焊较厚焊件时,可作小的斜环形运动。
四、仰焊
1)采用能率较小的火焰进行焊接;
2)操作时应严格保证坡口两侧根部的熔合,严格掌握熔池的大小和温度,要使液态金属始终
处于粘稠状态,以防下坠;
3)坡口角度应略大于平焊,以保证操作方便,要注意操作姿势,注意金属飞溅和跌落的液态
金属烫伤。
4)焊接带坡口的仰焊焊缝的第一层时,焊条与坡口两侧成90°角。与焊接方向成70- -80°角 ,
用最短弧做前后推拉的动作,熔池宜薄不宜厚,并确保与母材熔合良好。熔池温度过高时可以
抬弧,使温度稍微降低,焊接其余各层时,焊条横摆并在两侧做稳弧动作。
第五部份 总结:
焊接技术要掌握好7大注意事项:
一、焊条角度,
二、横摆动作,
三、稳弧动作,
四、根据不同的焊接位置选用不同的横向摆动方法,
五 、做好个人防护,
六 、手要平稳,避免抖动,
七、 速度要控制好,注意力集中。
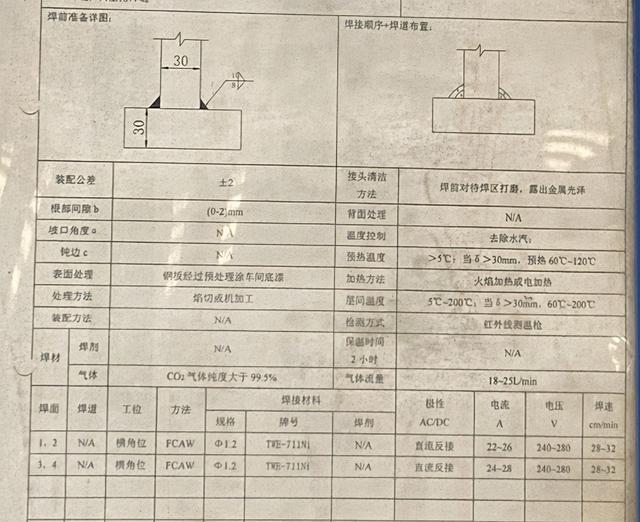
第六部份 焊接工艺分享
T型接头
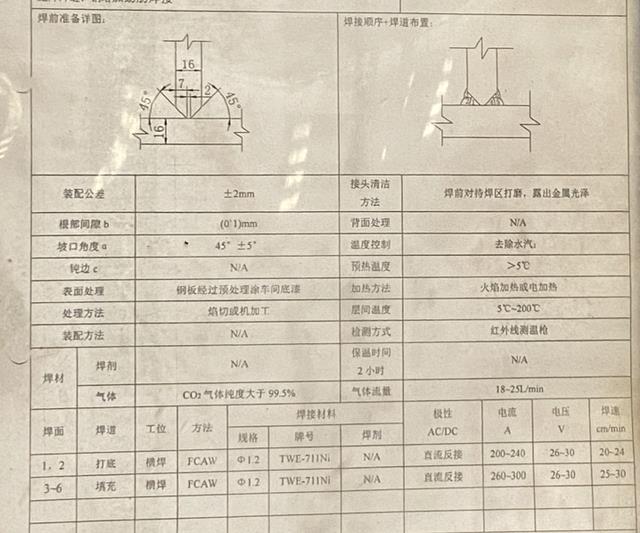
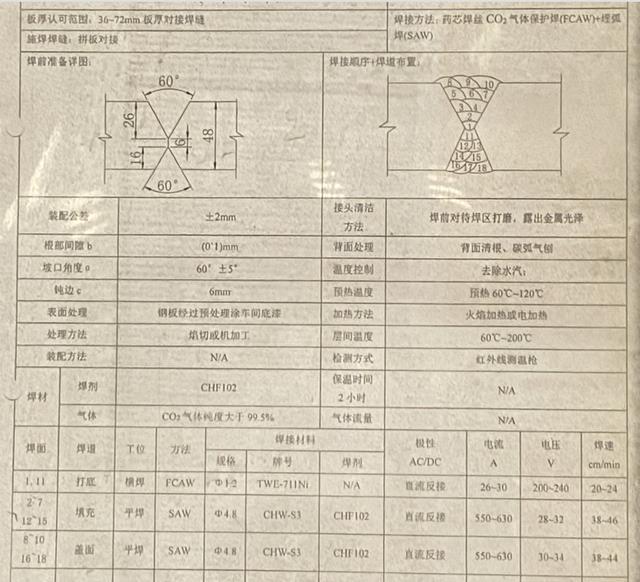
对接接头
相关参考
气体保护焊分为哪两种(内部资料,想学的过来:CO2气体保护焊基本操作技术)
内部资料,想学的过来:CO2气体保护焊基本操作技术ー、CO2气体保护焊引弧CO2气体保护焊与焊条电弧焊引弧的方法稍有不同,不采用划擦式引弧,主要是碰撞引弧,但引弧时不必抬起焊枪。具体操作步骤如下:1.引弧前先按焊枪上...
产品特点:1、横梁:采用方管对焊结构,具有钢性好,精度高,自重轻,惯量小的特点;2、所有焊接件均振动时效去应力处理,有效的防止了结构变形;3、纵、横向驱动,均采用精密齿轮齿条(7级精度)传动;4、横向导轨采...
产品特点:1、横梁:采用方管对焊结构,具有钢性好,精度高,自重轻,惯量小的特点;2、所有焊接件均振动时效去应力处理,有效的防止了结构变形;3、纵、横向驱动,均采用精密齿轮齿条(7级精度)传动;4、横向导轨采...
等离子清洗机技术原理一、等离子清洗机工作原理二、平板式(电容耦合)等离子清洗机系统原理(KHz/MHz)三、外置电极式(感应耦合)等离子清洗机系统原理(MHz/GHz)四、等离子清洗机处理周期五、气体等离子化原理氩气:Ar→Ar++e-氧气...
产品特点:1、横梁:采用方管对焊结构,具有钢性好,精度高,自重轻,惯量小的特点;2、所有焊接件均振动时效去应力处理,有效的防止了结构变形;3、纵、横向驱动,均采用精密齿轮齿条(7级精度)传动;4、横向导轨采...
1、适合学的技术有汽修专业、厨师专业、网络维修、电脑IT技术、会计专业、装修等。有些行业熬的是时间,年轻人应该有些理想和追求,做自己的一番事业或家业。2、学技术首先看自己兴趣爱好,知道你喜欢什么专业,这个...
油画画前要刷一层什么(鲁本斯的油画技法,想学油画的来学习下吧)
鲁本斯(peterpaulrubens,1577-1640)是最伟大杰出的巴洛克风格的画家。鲁本斯使用调色油种类之多,可谓居众多画家之冠,其油画技法更是快速画法的完美代表。鲁本斯的作品众多,绘画对象广泛,且并不因创作大量委托画而受任...
油画画前要刷一层什么(鲁本斯的油画技法,想学油画的来学习下吧)
鲁本斯(peterpaulrubens,1577-1640)是最伟大杰出的巴洛克风格的画家。鲁本斯使用调色油种类之多,可谓居众多画家之冠,其油画技法更是快速画法的完美代表。鲁本斯的作品众多,绘画对象广泛,且并不因创作大量委托画而受任...
炸串都有什么(摆摊去炸串,炸串配方分享给大家,想学的赶紧收藏哦)
首先刷酱分为3种!第一种:原味刷酱:芝麻5克,孜然10克,红葱酥5克,辣椒面2克,黄豆粉30克,花生粉30克,鸡精1克,鸡粉3克,咖喱粉5克,味精3克,糖3克,盐3克,混合后,倒入热油适量搅拌即可!第二种:香辣刷酱:辣椒...
炸串都有什么(摆摊去炸串,炸串配方分享给大家,想学的赶紧收藏哦)
首先刷酱分为3种!第一种:原味刷酱:芝麻5克,孜然10克,红葱酥5克,辣椒面2克,黄豆粉30克,花生粉30克,鸡精1克,鸡粉3克,咖喱粉5克,味精3克,糖3克,盐3克,混合后,倒入热油适量搅拌即可!第二种:香辣刷酱:辣椒...