数控磨床mk1320(数控工作中常用的数控机床参数,实用收藏)
Posted
篇首语:笛里谁知壮士心,沙头空照征人骨。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控磨床mk1320(数控工作中常用的数控机床参数,实用收藏)相关的知识,希望对你有一定的参考价值。
数控磨床mk1320(数控工作中常用的数控机床参数,实用收藏)
1.手摇脉冲发生器损坏。
一台FANUC0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。若没有问题,则将参数0700或0704数值改为原来数值。(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到 同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0;
4.维修常用参数
4.1,701报警:系统风扇检测异常,把8109#0=1,可屏蔽此报警。
4.2,设定绝对位置编码器:1815#4和1815#5,当机床要设置成为绝对位置编码器时,把1815#5=1,然后把该轴移动到0点位置,再把1815#4=1。如果设置不成功,请把该轴移动一段距离后,返回到原点,重新设定。
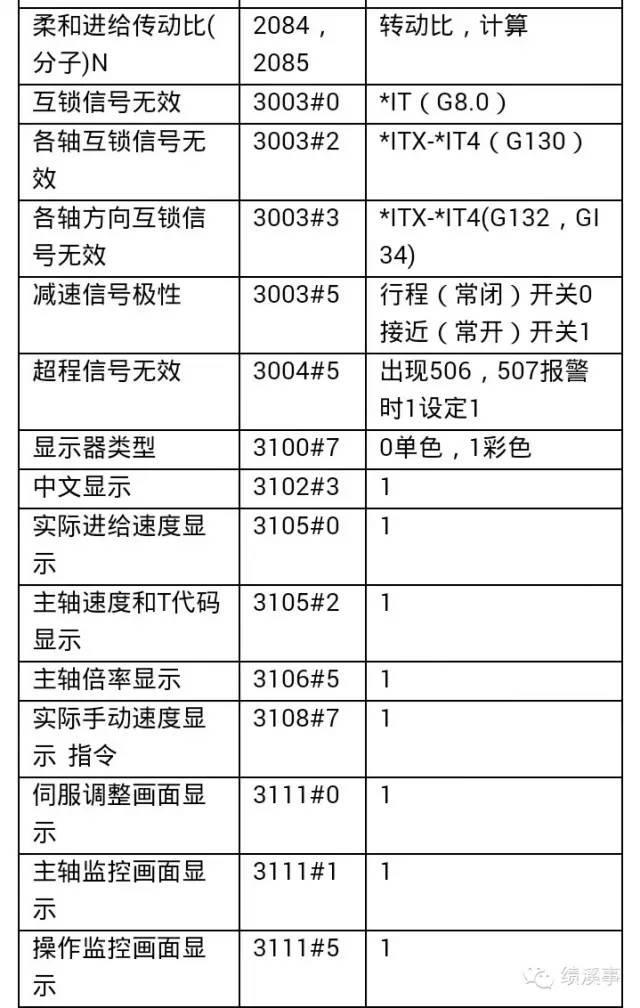
4.3,全闭环改半闭环:1815#1,把该参数设置成0,机床为半闭环。然后修改参数2084和2085,根据丝杠的螺距重新设定。
4.4,锁定机床SYSTEM按键:在SETTING设置画面里,把参数3208#1=1。
4.5,软超程报警:报警号为500或者501,把参数1320或者1321设置成9999999和-99999999,去掉报警后,把机床回到原点,然后输入原参数值,即可。出现此类故障,多发生在更换丝杠,电机或者重新输入参数。
4.6,机床互锁信号:参阅参数3003说明,可以判断机床锁住不能动的原因。
4.7,中文显示:3102#3=1
4.8,伺服调整画面显示:3111#0=1;主轴监控画面:3111#1=1;操作者监控:3111#5
4.9,主轴定位:4077.用于调整主轴换刀位置。
4.10,不回零操作:机床如果不回零就能自动方式运行,把1005#0=1。
4.11,宏程序保护:解除宏程序保护3202#0=0(8000-8999号);3202#4=0(9000-9999号)。
4.12,屏蔽串行主轴:有时候维修,需要隔离串行主轴,3701#1=1。



相关参考
数控内圆磨床(MK74160数控立轴圆台平面磨床是什么呢?)
MK74160数控立轴圆台平面磨床是什么呢?MK74160数控触摸屏系列磨床,控制系统采用PLC+HM的控制模式。即可编程控制器与人机界面结合,可编程控制器进行逻辑运算、顺序控制、定时计数和算术运算等操作,并通过数字化、模拟式的输...
德国轧辊磨床(上海机床厂MK84300精密数控轧辊磨床最大磨削重量250000kg)
上海机床厂MK84300精密数控轧辊磨床概述上海磨床MK84300精密数控轧辊磨床、超重型、多功能精密数控轧辊磨床,是根据用户要求设计制造的特大型精密磨削加工设备。专门用于大型、特大型新轧辊制造,大型、特大型发电机转子...
数控外圆磨床对刀方法(常用数控机床系统,你都全会吗?学会了不愁找工作)
国产普及型数控系统市场占有率不断提高,但外国品牌依然占领国内市场。在高档数控系统领域,国产数控系统与国外相比,确实还存在比较大的差距。虽然国产五轴联动数控系统技术上已经取得了一定突破,但功能还不够完善...
数控车床正负方向(法那科数控系统,加工中心,车床零点丢失,设置原点处理方法维护)
法那科数控系统机床原点丢失后。机床在开电时,在当前位置,就被确认为零点位置。同时报警,正向软限位报警。这时,就要重新设置原点。把机床打到MDI手动编辑模式→把写参数改为1→关电→找正软限位参数1320→先把这个...
数控车床的换刀点在哪里(法那科数控系统,加工中心,车床零点丢失,设置原点处理方法维护)
法那科数控系统机床原点丢失后。机床在开电时,在当前位置,就被确认为零点位置。同时报警,正向软限位报警。这时,就要重新设置原点。把机床打到MDI手动编辑模式→把写参数改为1→关电→找正软限位参数1320→先把这个...
数控磨床换了砂轮要调些参数(数控磨床砂轮的检测与修整方式,收藏备用)
...,使其总体精度明显进步。精度软件误差补偿技术对进步数控机床的精度有两方面的意义,一是与制造精度的进步相结合,使数控机床的总体精度上升一个新的台阶。二是在cnc数控磨床化改造时实施软件误差补偿,以实现廉价的...
数控无心磨床的导板调整可以说是基本功,导板调整和角度的调整是相互配合的,下面介绍一种快速调整的方式,适用于新手。首先调整好刀片到砂轮的距离,然后进导轮调到大概工件的直径,把工件放在导轮和砂轮中间,然后...
数控加工中心铣刀磨刀方法(数控刀具磨床加工整体硬质合金球头立铣刀的研究 李长映)
1概述铣刀的制造要求高,难度大。本文通过多年来实际加工经验和理论相结合,在CNC工具磨床上制造一把优质铣刀必须合理选择刀具材料,几何参数,砂轮等,通过建立数学模型和铣刀磨削运动参数设计模块,实现各个模块间...
数控端面外圆磨床(华东数控产品获得科技评价认证:国际先进水平)
华东数控产品科技成果评审会议1XHW2650D-240定梁双龙门移动式加工中心定梁双龙门移动式龙门加工中心主要技术参数:项目数值项目数值两立柱间距离5230mm工作台尺寸4000×24000mm最大加工高度1700mmX/Y/Z轴快进速度10000mm/min龙门移动总...
数控成型磨床 1.工作台导轨及床身导轨间的光滑状况差工作台匍匐往往是因为工作台运转导轨光滑不良引起的。光滑太小,或干脆因为光滑通道阻塞而引起光滑油底子就打不到导轨上来,这就增大了导轨副间的摩擦力...