数控炮塔铣(我们看到各种齿轮,您知道数控铣床上的齿轮是如何精加工的?)
Posted
篇首语:爱情不是终点,陪伴才是归宿。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控炮塔铣(我们看到各种齿轮,您知道数控铣床上的齿轮是如何精加工的?)相关的知识,希望对你有一定的参考价值。
数控炮塔铣(我们看到各种齿轮,您知道数控铣床上的齿轮是如何精加工的?)
齿轮在所有机械设备中具有举足轻重的地位,数控铣床上的许多零件都是由各种不同形式的齿轮组成的,同时许多的运动方式也是由齿轮带动的。下面为大家分享一下齿轮精密加工的原理和方法。

剃齿常用于未淬火圆柱齿轮的精加工,生产效率很高,是软齿面精加工最常见的加工方法,可精加工淬火前的6~8级精度的直齿圆柱齿轮和斜齿圆柱齿轮。
1、剃齿原理。剃齿原理可用两个轴线相交90°的斜齿条的啮合来说明。若齿条A以υΑ的速度沿图示方向运动时,则齿条B被迫以υB的速度沿着和齿条A成直角的方向运动。很显然,要使运动从一个方向转移到另一个方向,则齿条的齿侧面必然产生滑移速度υ滑,如果齿条A的齿两侧面开出切削沟槽,并将两构件A与B之间施加压力,则构件A将以拉刀方式,从齿条B上切除微量金属。

剃齿时,经过预加工的工件装夹在心轴上,顶在机床工作台上的两顶尖之间,可以自由转动。剌齿刀安装在机床的主轴上,在机床的带动下与工件作无侧隙的交错轴斜齿轮传动,带动工件旋转。
若将上述一对斜齿条转化为一对相互啮合的交错轴斜齿轮,则齿条两侧平面由于分布在圆柱体上,就变成渐开线螺旋面。在螺旋面两侧开一些沟槽作为切削刃,这就是剃齿刀。当剃齿刀同滚齿或插齿加工后的齿轮以自由啮合的方式相啮合,组成剃齿的轴线即不平行也不相交的螺旋齿轮啮合关系,并使剃齿刀和被剃齿轮紧密啮合旋转,被剃齿轮做纵向往复移动,剃齿刀就会在齿轮侧面切除像细发状的微细切屑。剃齿的运动有:

1) 主运动υ刀——剃齿刀高速正反转带动工件相应的旋转υ工。
2) 工件沿轴向往复进给运动s纵——剃出全齿宽。
3) 工件每一往复行程后的径向进给运动s径——剃出全齿深。
2、剃齿刀。由于剃齿在原理上属于一对交错轴斜齿轮啮合传动过程,所以剃齿刀实质上是一个高精度的交错轴斜齿轮,沿齿面齿高方向上开有很多容屑槽形成切削刃,利用剃齿刀沿齿向开出的锯齿刀槽沿工件齿向切去一层很薄的金属,在工件的齿面方向因剃齿刀无刃槽,虽有相对滑动,但不起切削作用。

根据啮合原理,剃齿刀和被加工齿轮在齿长法向的速度分量相等。在齿长方向上,剃齿刀的速度是υ1t,被加工齿轮的速度分量是υ2t,二者的速度差为△υt。这一速度差使剃齿刀与被加工齿轮沿齿长方向产生相对滑动。在背向力的作用下,依靠刀齿和工件齿面之间的相对滑动,从工件齿面上切除极薄的切屑(厚度可小至0.005~0.01mm)。进行剃齿切削的必要条件是剃齿刀与齿轮的齿面之间有相对滑移。相对滑移的速度就是剃齿的切削速度。
剃齿刀通常用高速钢制造,可剃制齿面硬度低于35HRC的齿轮。剃齿加工在汽车、拖拉机及金属切削机床等行业中应用广泛。

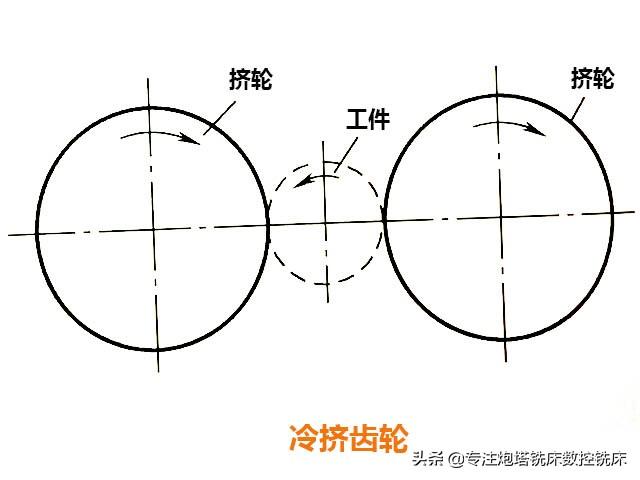
冷挤齿轮是一种无切屑光整加工新工艺,挤齿和剃齿一样,适用于淬火前的齿形精加工。
(1)冷挤原理。将留有挤齿余量的齿轮置于两个高精度淬硬挤轮之间,挤轮和工件在一定压力下作无间隙对滚,挤轮作连续径向进给,齿廓表面层的金属产生塑性变形。挤齿就是通过表层变形来修正挤前齿轮的误差。由于挤轮宽度大于齿轮宽度,挤齿时不必要轴向进给。
挤齿时齿轮与挤轮轴线平行,因而挤多联齿轮不受限制。但对模数相同、螺旋角不等的斜齿轮,需要为螺旋角不同的齿轮配备相应的挤轮。没有剃齿时,一把刀具可满足要求。

(2)挤齿的应用。挤齿对余量有一定要求,冷挤余量主要用于填补表面凹缺部分;挤齿对齿圈径向圆跳动有较好的校正能力;挤齿对齿轮运动精度提高能力很小,对提高平稳性精度有利。冷挤过程中,主动轮挤轮带动工件做逆时针方向转动,这时工件的左侧为主动侧,右侧为从动侧。由于啮合过程中的相对滑动,主动侧的金属由齿顶和齿根处向节圆处流动,造成节圆处金属堆积;反之,从动侧则由于金属向齿顶和齿根流动,造成节圆处中凹。综合影响就出现了冷挤时齿轮的畸变现象。采取严格控制挤量、对挤轮修正等措施可以改变畸变现象。

(1)珩齿原理。珩齿原理和剃齿原理是一样的,所不同的是珩齿使用的是珩磨轮,而剃齿是使用的是剃齿刀。珩磨轮在珩齿的过程中,相当于一个砂轮,珩齿的过程就是低速磨削、研磨与抛光的综合过程。
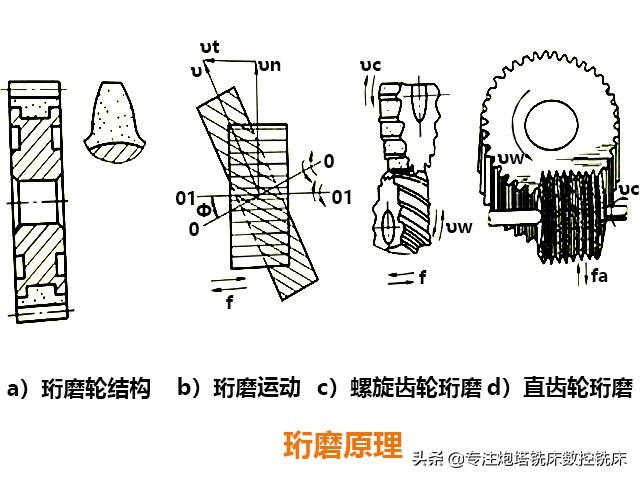
作为切削工具的珩磨轮是一个用磨料和环氧树脂等材料作结合剂浇铸或热压而成的、具有很高齿形精度的塑料齿轮,它不像剃齿刀有许多切削刃。在珩磨轮与工件啮合的过程中,依靠珩磨轮齿面密布的磨粒,以一定的压力和相对滑动速度对工件表面进行切削。

(2)珩齿特点。衍齿的特点在于,可以加工经过热处理后齿面淬硬了的齿轮;经珩齿后齿面表面粗糙度可达Ra0.320.63μm,而且齿面上不会产生烧伤和裂痕;珩齿的生产率要比磨齿高出数倍;珩齿机具有较高的切削速度、较小的进给量和较高的刚度,因此加工精度也比较高。珩齿余量—般不超过0.025mm,切削速度为1.5m/s左右,工件的轴向进给量为0.3mm/r。

能采用滚齿,因为滚齿的运动精度高于插齿;珩齿生产率高,一般为磨齿和研齿的1020倍,刀具寿命也很高,珩磨轮每修正一次,可加工齿轮6080件;珩磨轮比剃齿刀形状简单;珩磨轮主要用来减小齿轮热处理后齿面的表面粗糙度值,一般可从Ra1.6μm减小到Ra0.4μm以下。珩齿一般用于大批大量生产IT6IT8级精度淬火齿轮的加工。

能采用滚齿,因为滚齿的运动精度高于插齿;珩齿生产率高,一般为磨齿和研齿的1020倍,刀具寿命也很高,珩磨轮每修正一次,可加工齿轮6080件;珩磨轮比剃齿刀形状简单;珩磨轮主要用来减小齿轮热处理后齿面的表面粗糙度值,一般可从Ra1.6μm减小到Ra0.4μm以下。珩齿一般用于大批大量生产IT6IT8级精度淬火齿轮的加工。

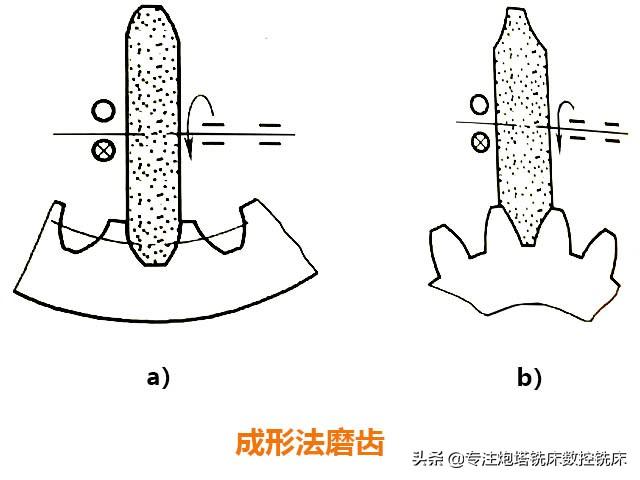
磨齿加工适用于淬硬齿轮的精加工,是现有齿轮加工方法中加工精度最高的一种。其加工精度可达到IT4IT6级,表面粗糙度可达Ra0.20.8μm。磨齿对磨前齿轮误差或热处理变形具有较强的修整能力;缺点是生产率低,加工成本较高。齿轮的磨削方法通常分为成形法和展成法两大类。

1、成形法磨齿。成形法磨齿分为磨内啮合齿轮的加工情况和磨外啮合齿轮的加工情况。在用成形法来磨齿轮时,砂轮磨成齿槽的形状,砂轮高速旋转并沿工件轴线方向做往复运动。磨完一个齿槽后,分度—次再磨下一个齿梢。
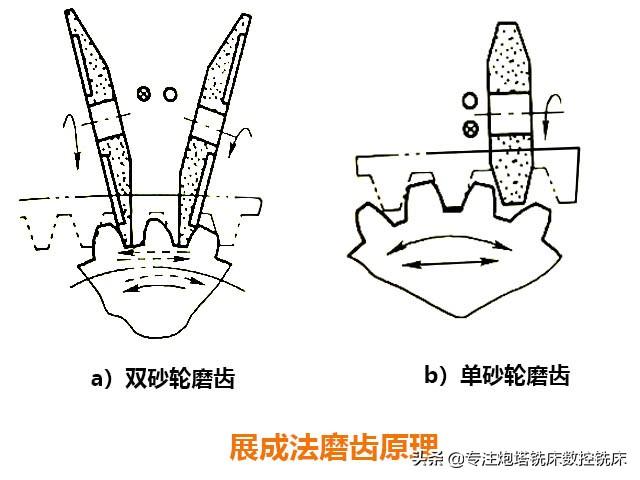
2、展成法磨齿。展成法磨齿采取强制啮合方式,不仅修正误差的能力强,而且可以加工表面硬度很高的齿轮。但磨齿加工效率较低,机床结构复杂,调整困难,加工成本高。展成法磨齿分为连续磨削和单齿分度磨削两大类。

(1)连续磨削。磨齿机床是利用蜗杆形砂轮来磨削轮齿的,因此称为蜗杆砂轮型磨齿机床。它的工作原理和加工过程与滚齿机类似,蜗杆砂轮相当于滚刀,加工时砂轮与工件做展成运动,磨出渐开线。磨削直齿圆柱齿轮的轴向齿线一般由工件沿其轴向做直线往复运动而形成。这种机床能连续磨削,在各类磨齿机床屮的生产效率最高;其缺点是,砂轮修整成蜗杆较困难,且不易得到很高的精度。

(2)单齿分度磨削。这类磨齿机根据砂轮的形状又可分为碟形砂轮型、大平面砂轮型和锥形砂轮型三种。它们的基本工作原理相同,都是利用齿条和齿轮的啮合原理来磨削齿轮的。把砂轮代替齿条的一个齿、一个齿面或者两个齿面,因此砂轮的磨削面是直线。加工时,被切齿轮在假想中的齿条上滚动,每往复滚动一次,完成一个或两个齿面的磨削,因此需要经过多次分度和加工,才能完成全部轮齿齿面的加工。
如果本篇文章对你有所帮助,欢迎点个赞或者关注一下,感谢您的阅读,如果您有更好的建议,欢迎在下方评论区留言。关注炮塔铣床数控铣床,每天与大家分享精密机床知识。
相关参考