数控火焰切割电脑编程教程(使用“火焰切割”,怎样才能提高质量?)
Posted
篇首语:成功不是将来才有的,而是从决定去做的那一刻起,持续累积而成。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控火焰切割电脑编程教程(使用“火焰切割”,怎样才能提高质量?)相关的知识,希望对你有一定的参考价值。
数控火焰切割电脑编程教程(使用“火焰切割”,怎样才能提高质量?)
切割下料作为生产的头道工序,其质量控制对于企业来说尤其重要,而火焰切割作为切割下料的主要形式,控制其生产质量自然也就会对整个切割下料工序产生重要正面影响。本文就针对影响火焰切割质量的因素进行探讨,利用工艺手段对几种常见的切割问题进行了处理与解决。
火焰切割作为目前我国各大中小企业主要的切割下料生产方式,在生产中依然占据重要地位,当然也面临各种问题。火焰切割至今已有了多年的发展,数控切割设备也已发展成熟,相应的一些工艺方法及实现途径也有了一定的发展。本文结合我厂引进的南京学思自动套料软件XSuperNEST,就火焰切割中零件切割质量的影响因素及如何提高成品率展开研究。
切割设备的影响因素
目前,市面上涌现出激光、等离子、水切割等多种多样的切割方式及设备,切割质量及生产效率都要优于火焰切割。但由于火焰切割成本较为低廉,所以依然占据着重要的地位,并且火焰切割机也还是主流设备。
在切割下料生产过程中,数控火焰切割机被越来越广泛的运用,数控切割具有编程后不可干预的特点,这一特点使得工人无法对切割过程中的零件进行补偿,以修复受到热变形影响的尺寸,最终导致零件尺寸精度出现偏差。而数控切割机自身的一些因素也会对切割质量造成一定影响。
影响切割质量的因素如下:
(1)切割气体选择 对于火焰切割机来说,切割燃气的选用对于切割质量来说也有着很大的影响作用。目前可供选择的燃气有乙炔、丙烯、丙烷以及MPS等。不同的燃气燃烧特性不一样,故针对的切割场景也不一样,适当选择燃气,对于充分发挥气割的优势,实现高效益、低成本切割,具有一定意义。
乙炔火焰具有热量集中、温度高、预热时间短、耗氧量低、切割效率高、构件变形小等特点,适合薄板、引入较短的零件切割;而丙烷火焰热量分散、温度低、预热时间比乙炔长,切割边上沿光滑平整,下沿挂渣少、易清除,其相对成本也低,故针对厚板大零件的切割比乙炔要经济;丙烯火焰温度较高,预热时间相较于丙烷短,比乙炔略有增加,且由于外焰热含量高,适合
用于厚板大零件切割。
(2)氧气浓度、速度、割嘴高度选择 除选择合适的燃气外,切割氧气压力、切割速度、割嘴高度的设定也是影响火焰切割质量的重要因素。经研究表明,氧气压力相同的情况下,随着氧气浓度的提高,切割时间缩短,同时氧气需求量降低;切割速度的选择也尤为重要,若速度过高,产量虽然高,但容易发生质量缺陷,易“ 熄火”、切口粗糙,切割机速度过慢、产量低,产生氧化渣粘附,切口表面不齐等问题。经大量的实践经验,得出最佳切割速度应处于割嘴额定速度的中上与上中之间,如使用5号嘴头切40mm的钢板,额定速度区间为250~380mm/min,中等速度为315mm/min,把这个区间分为10级,采用第6级到第8级,为336.6~358mm/mi n之间,以340mm/min最佳。割嘴高度的选择,对切割质量也有影响,过低焰心可能会接触到零件表面,造成割缝熔塌、熔渣飞溅堵住割嘴甚至发生回火;过高则使得火焰不能充分加热切口,从而导致切割能力下降、排渣困难。一般来
说,让火焰焰心与工作表面保持在3~5mm最好。
(3)切割顺序与引线应用 合理的切割顺序有利于钢板得到均匀受热,内应力相互抵消,进而减少零件的热变形。因此切割零件轮廓时应遵守先内后外,先小后大,先圆后方,交叉跳跃,先繁后简的原则,以避免零件出现移位、变形、尺寸偏差的现象。合理的引线位置与形式有利于零件切口完整,切割稳定,以保证轮廓质量。根据生产实际情况,外轮廓引入位置一般放置在轮廓底部右方,内轮廓引线形式宜采用圆弧形式。
工艺方法优化
火焰切割设备自身参数的设置调试完善后,也不能保证零件切割万无一失。零件的形状、板材的厚度、套料的位置、切割的方式等都有可能对零件切割质量造成影响。以下结合我厂的生产实例,为大家进行介绍。
通常火焰切割的板材可分为薄板(厚度<20mm)、中厚板、厚板。薄板在切割过程中穿孔简单但容易产生热变形,所以在实际的生产中不应从钢板的边缘位置起割,而应在钢板内部进行穿孔切割。这一做法能够保证钢板外框的封闭性,在一定程度上减少零件热变形及拱起。另外,适当使用“连割”工艺能够有效减少零件穿孔数量,运用“留割”工艺能够更有效地减少热变形。
中厚板与厚板在切割过程中热变形较小,但由于穿孔易发生翻渣现象导致割嘴损伤,所以宜采用零件割缝边缘预热起割方式减少穿孔。图1为常规边缘预热引割方式。
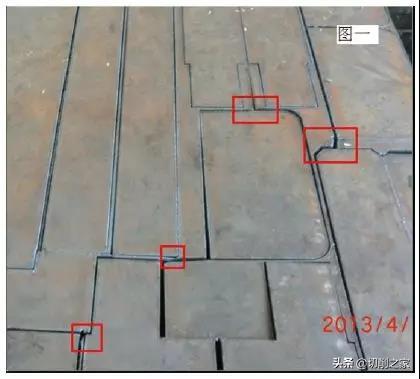
图1 常规边缘预热引割方式
(1)利用“I穿孔”工艺减少预热穿孔 采用常规边缘预热引割方式能够在一定程度上解决中厚板与厚板切割的穿孔问题,但该方式在排料时需要大量的人为调整,对套料人员素质要求较高,且对切割机精度要求较高。
本次研究中,XSuperNEST软件提供了一种新型的“ I 穿孔工艺”来优化切割及穿孔路径,图2为优化后I穿孔边缘预热引割。I穿孔边缘预热引割的描述:I穿孔切割就是在切割零件外轮廓的基础上自动寻找合适的位置切割出一个下圆孔,下一零件的引入在这个圆孔中预热切入,实现减少穿孔的目的。
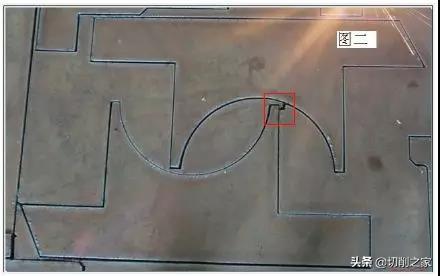
图2 I穿孔边缘预热引割方式
(2)利用“ 连割” 工艺提高切割效率 为提高材料利用率,一般会将小零件套排在大零件内轮廓中,切割路径通常是首先切割内轮廓中的零件,然后跳跃切割下一个内轮廓中的零件,最后再分别切割两个内轮廓。这使得切割机多次抬枪、多次穿孔,切割效率低。
针对上述问题,可采用“连割”工艺对切割路径优化,以减少穿孔、空程,图3为“连割”工艺优化后切割顺序。图3中将内轮廓中的各个零件做连割处理,之后再与内轮廓引线做连割处理,这样处理能够只进行一次穿孔就将内轮廓中零件与内轮廓切出,大大提高了切割效率。

图3 “连割”工艺优化后切割顺序
(3)利用“留割”工艺减少零件热变形 在零件内轮廓切割过程中,会存在内轮廓至外轮廓间的实际尺寸与理论尺寸不相符的问题。以图4中厚度为50mm的零件为例:图中标注的理论尺寸均为610mm,但切割后实际尺寸偏小3~5mm。这是因为内轮廓中零件切割使得热量积聚,再进行内轮廓切割时,热量增大。切割零件上方外轮廓时,受热量影响进一步增大,且此时内轮廓中已无支点支撑,外轮廓受热向内挤压,零件发生变形。
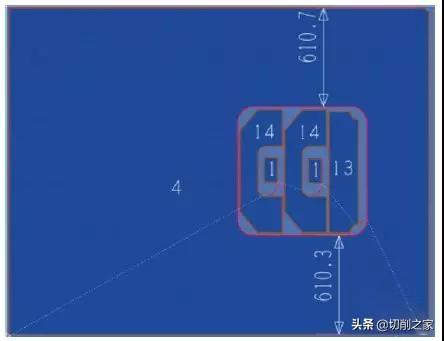
图4 零件套料图
针对这种情况,可采用添加“留割”工艺的方法解决。如图5所示,在内轮廓四周增加“留割”,使内轮廓的框架轮廓不与零件脱离,起到支撑作用。这种方式可以有效降低切割误差,提高切割精度,但缺点是需要对内轮廓进行打磨。

图5 “留割”工艺优化后切割路径
(4)利用圆弧引入减少内圆孔起割过烧 传统引入方式采用直线起割的方式切入零件轮廓,沿轮廓直边引入,再沿直边引出,这对于引入引出段为直线的轮廓来说,不会影响零件起割处切割质量。但在内圆孔的切割过程中,采用传统引入方式因在引入轮廓时直接切入没有平滑过渡,故经常会出现轮廓过烧情况,影响切割质量,如图6所示。

图6 内圆孔过烧
在研究过程中,XSuperNEST提供了一种圆弧引入的方式,有效避免了圆弧的过烧,使内圆孔光滑平整,提高零件内圆孔切割质量。圆弧引入切割方式如图7所示,使用与内圆孔相切的弧线引入,形成平滑的过渡,引出时与引入起割点留出间隙并也是以圆弧平滑引出。我厂对该方式进行多项验证,确认其真实有效并已在实际生产中使用,如图8所示。
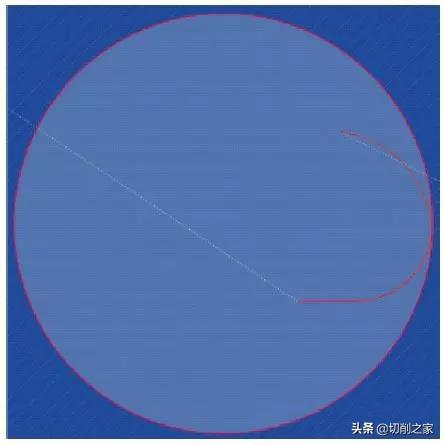
图7 圆弧引入切割

图8 运用圆弧引入切割零件
结语
下料切割作为生产的头道工序,对企业生产至关重要,火焰切割作为主流的切割方式,切割质量直接影响生产质量和生产效率。因此,有效地控制火焰切割质量对生产质量的把控非常重要。
影响切割质量的因素多种多样,从设备本身来说,使用的燃气、切割速度、割嘴高度、切割顺序等都是影响切割质量的因素。根据实际生产情况采用相适宜的参数才能提高切割质量,提高零件合格率。另外,根据零件厚度、轮廓形状等自身特点,采用相应的切割工艺优化切割路径能够减少零件生产误差,提高零件切割效率及质量,最终提高企业生产效率。
本篇文章发表于《金属加工(热加工)》2019年第4期,作者:中国中煤能源集团公司,中煤北京煤矿机械有限责任公司 宋韬惠,原标题:火焰切割质量的影响因素及优化方法研究 。金属加工版权所有。转载请注明出处。
-End-
相关参考
...式结构,将快速钻削和等离子切割成功地融为一体,通过数控程序控制完成钢板的钻孔、攻螺纹及数控等离子切割加工,在一台设备上可以实现多个工艺流程的操作,省去了多次的上下料过程,提高了设备的利用效率。整机采用...
数控火焰切割机怎么调火(数控火焰切割机的编程入门及操作方法)
数控火焰切割机的操作方法可分为3大部分来掌握:数控系统、火焰切割系统、驱dao动系统,不同厂家生产的大体相同。数控火焰切割机数控切割机(CNCCuttingMachine)就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统...
数控火焰切割机的操作方法可分为3大部分来掌握:数控系统、火焰切割系统、驱dao动系统,不同厂家生产的大体相同。数控火焰切割机数控切割机(CNCCuttingMachine)就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统...
数控火焰切割机的操作方法可分为3大部分来掌握:数控系统、火焰切割系统、驱dao动系统,不同厂家生产的大体相同。数控火焰切割机数控切割机(CNCCuttingMachine)就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统...
数控切割机线都是怎么挂住的(数控火焰切割机的编程入门及操作方法)
数控火焰切割机的操作方法可分为3大部分来掌握:数控系统、火焰切割系统、驱dao动系统,不同厂家生产的大体相同。数控火焰切割机数控切割机(CNCCuttingMachine)就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统...
...还不如一台等离子电源贵呢,是所有厂家都可以用的起的数控设备,一般几千元就可以了,再配上等离子电源,就可以使用了。便携式等离子切割机1530D也可以满足客户切割范围1.5*
产品特点:1、横梁:采用方管对焊结构,具有钢性好,精度高,自重轻,惯量小的特点;2、所有焊接件均振动时效去应力处理,有效的防止了结构变形;3、纵、横向驱动,均采用精密齿轮齿条(7级精度)传动;4、横向导轨采...
数控火焰切割机编程代码(韩国二手火焰切割机进口报关资料不能提供怎么办)
商品名(中文):其他方法处理材料的加工机床商品编码:8456900000商品名(英文):Othermachine-toolsforworkinganymaterialbyremovalofmaterial,byelectro-chemical,electronbeam,ionic-beamCIQ代码8456900XXX101:其他方法处理材料的加工机床(包括电化学法、电...
首先,一件产品过来,最主要是要读懂图纸!一定要仔细观察!图纸是必须的要明白各个尺寸的重要性!其次才是工艺流程,这件产品我们应该按照图纸要求,怎么来做才编程,确定工艺对我们编程很重要!一般来讲,程序编制...
数控火焰切割机编程图(30套CNC数控切割机图纸数控激光切割机图纸等离子切割机图纸)
30套切割机资料获取请见文章末尾图片30套CNC数控切割机图纸数控激光切割机图纸等离子切割机图纸具体种类涵盖了:PCB板毛料切割机,FPC模激光切割机,薄膜切割机(2),玻璃切割机(快速切割玻璃的机器),薄膜切割机,数控等离...