数控毕业论文的参考文献(数控张拉设备性能与指标体系的研究)
Posted
篇首语:时间,就象海棉里的水,只要愿挤,总还是有的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控毕业论文的参考文献(数控张拉设备性能与指标体系的研究)相关的知识,希望对你有一定的参考价值。
数控毕业论文的参考文献(数控张拉设备性能与指标体系的研究)
周友国
南京市交通工程质量监督站
摘 要:预应力混凝土结构病害与安全隐患主要来源于预应力施工质量问题。预应力设备性能优越与否关系着预应力结构的耐久性和安全性,本文对市场上主流的数控张拉设备进行了性能对比研究,并提出了性能评价指标体系,为施工单位对设备的选择提供参考指标,有利于施工单位选择性能优良的数控张拉设备,从而有效提升预应力结构的施工质量。
关键词:数控张拉;工作原理;设备性能;评价指标;规范指导;
随着数字与智能技术的发展,张拉设备工艺已广泛采用数控张拉技术,其技术已不再依靠工人手动控制,而利用计算机智能控制的技术通过仪器自动操作,完成张拉及压浆施工的技术,主要解决了张拉力控制精度、张拉同步性以及张拉数据测量准确性的问题。但现阶段数控张拉设备还存在一些问题,因为缺乏相应的数控张拉设备标准,造成市场上的设备鱼龙混杂,处于无序竞争的状态,导致施工单位对设备选择的难度很大,因此本文主要对市场上主流的数控张拉设备的性能与指标体系进行了研究,从而提出推荐指标体系,有利于提升预应力施工质量。
1 数控张拉设备工作原理
数控张拉设备一般由程控主机、前端控制器、液压传感器、伸长值测量传感器等组成,系统组成图见下图1所示。系统主机由工控平板电脑及程控软件系统组成,可通过无线信号对一个或多个前端控制器进行测控。主机按预设的张拉程序及相应参数控制一个或多个测控前端工作,根据前端回传的监测数据计算出测控指令,持续测控前端。
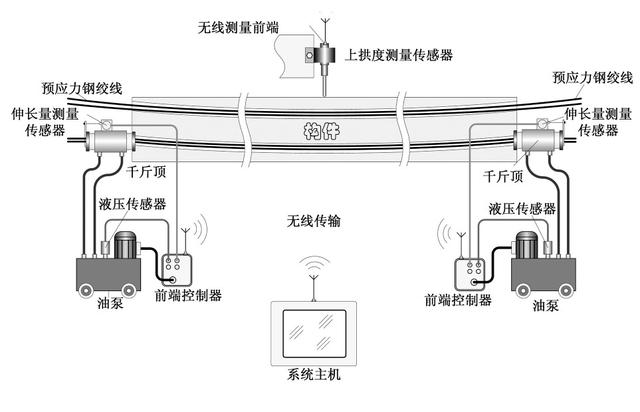
图1 数控张拉设备系统组成图 下载原图
前端控制器监测千斤顶的工作压力和钢绞线的伸长值(回缩量)等数据,并实时将数据传输给测控主机,同时接收主机的测控指令,根据指令实时调整电机的工作参数,从而实现高精度实时调控油泵油量的输出,实现张拉力及加载速度的实时精确控制。系统的工作原理如图2所示。
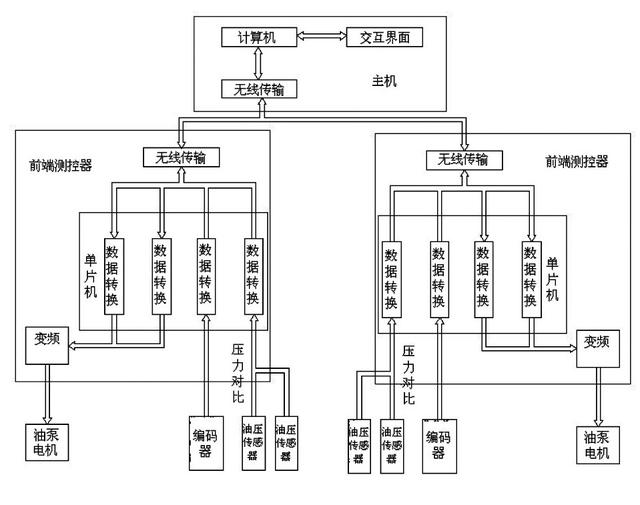
图2 数控张拉系统系统工作原理 下载原图
2 预应力数控张拉设备性能研究
2.1 设备选型
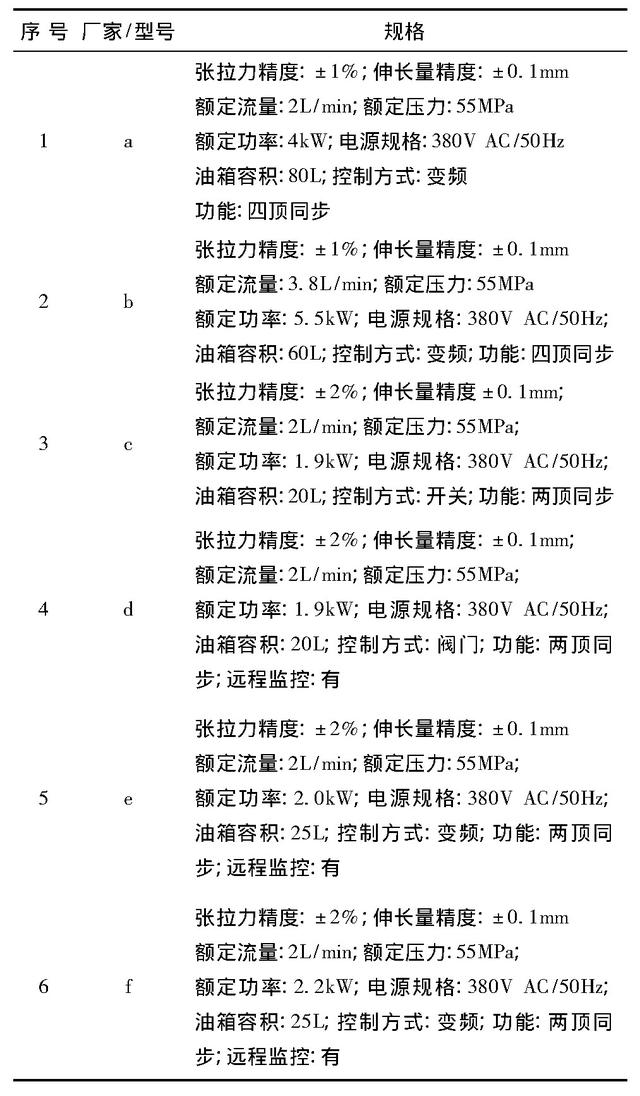
预应力数控张拉设备结合现代电子技术、传感器技术、液压技术、控制理论及软件技术,克服了传统人工张拉施工的诸多弊端,实现了预应力张拉施工过程的全自动智能控制。本次研究拟从设备的控制方式,测项与测量方式,设备的安全性、通用性及适用性等方面进行研究,共选取六家厂家的设备进行研究。各厂家设备的型号见表1。
2.2 系统控制方法的研究
预应力张拉涉及到预应力损失、温度效应等诸多因素的影响,是一个复杂非线性力的传递和分配过程,而张拉程控系统的张拉质量决定于其所采用的控制算法。
表1 研究设备型号表 下载原图
预应力张拉程控系统通过控制油泵液压系统实现加、卸荷。目前,较成熟的油泵控制方法有三种,分别是开关量控制、阀门量控制和变频控制。
开关量控制方法:是指通过指令控制继电器的通断控制油泵的启停,从而达到对油泵输油量的控制。开关量控制有结构简单、设备成本低的特点,但同时存在流量输出由电机启停控制,不可精确控制流量输出;电机工作时即处于满转速工作状态,能量消耗大;电机启停频繁,对泵和阀门等零部件冲击较大,导致零部件使用寿命减少等难以解决的缺点。根据调研,c厂家的产品采用开关量控制的方式;
阀门量控制方法:是指油泵运行过程中通过控制阀门开闭的大小来实现对油泵流量的控制。阀门量控制有阀门开闭的大小连续可控,流量控制较精确的特点,也存在电机工作时始终处于满转速工作状态,能量消耗大的缺点。同时,阀门通孔孔径较小,易堵塞,对液压油品质要求高;电机在工作时始终处于满转速工作状态,泵和阀门等零部件始终处于高负荷导致的高温状态下工作,故障率高,使用寿命低。根据调研,d厂家的张拉设备使用阀门量控制的方式;
变频量控制方法:变频控制技术是指通过变频器,改变电机工作电源频率的方式来控制交流电动机动力输出的技术。通过采用变频技术可实现油泵无极精确调速。变频控制技术的主要优点有:
(1)启动平稳,启动电流可控制在额定电流以内,从而避免了启动时对电网的冲击;
(2)调速过程做到无极变速,可精确控制流量输出;
(3)油泵的平均转速降低了,从而可延长油泵和阀门等零部件的使用寿命,同时节能效果显著;
(4)减少了电机启停次数,减少了电动机的冲击,消除了启动和停机时产生的油垂效应;
(5)张拉力的控制精度高,尤其保压精度高,避免了压力波动。
变频控制系统在工作原理上保证了张拉力与伸长值双控的技术可行性。但同时,变频控制系统价格昂贵,生产成本高。根据调研,本次选取a、b、e、f厂家及市场上绝大多数的设备均使用变频控制的方式。并取得了较好的效果。
2.3 设备位移测量系统的研究
测量系统是数控张拉系统的重要组成部分,主要测量油压与位移数据。前端控制器负责油压传感器、位移传感器的数据采集和预处理,并将数据传给程控主机。由于最初张拉时各根预应力筋的松紧、弯直程度不一致,所以伸长值不宜采用直接量测方法,而宜采用推算的方法。
伸长值回缩值的计算
由于钢绞线为弹性体,钢绞线回缩值有效的反应了张拉过程中的预应力损失。张拉伸长值减去回缩值真实的反应了张拉锚固有效应力。
伸长值计算公式为:

其中:S为张拉力达初应力时的活塞位移,S2为张拉力达两倍初应力时的活塞位移,Smax为张拉力达设计应力时的活塞位移,d为千斤顶段钢束理论延伸量,b为工具夹片缩进量。若张拉合格,那么该有效伸长量应在“伸长量设计值=梁长×理论伸长率”的±6%范围之内。实际施工时,位移传感器测量的是活塞的伸出量,包含千斤顶空腔内所含钢绞线的伸长量,因此在将实测伸长量与理论伸长量比较时,应扣除该段钢绞线的伸长量。
目前所选的厂家均采用推算值显示钢绞线伸长值,但只有a、b两家厂家的设备显示了正确的回缩测量值,其他厂家均将回缩值固化为6mm。
2.4 设备通用性与适用性的研究
由于接触式传感器需固定在千斤顶上,因此需使用专用的千斤顶,造成工地旧有千斤顶无法通用,造成了极大地浪费;只有b厂家的预应力张拉程控系统油顶分离,采用高精度外挂非接触式超声传感器测读伸长值,传感器与千斤顶采用磁性连接,不需专门定制千斤顶,可适用各种功能及型号的千斤顶,方便施工操作,旧有张拉设备得到了充分的利用,具有极高的通用性,极大的降低了客户的采购成本。a、c、d、e、f厂家都采用的是接触式传感器,传感器安装方式见图3、图4所示。
2.5 设备安全性能的研究
数控张拉系统不仅要有理论值、设计张拉力值来控制,还有其它的一些参数如钢绞线长度、钢绞线理论伸长率、梁长等参数一起参与安全控制。由于张拉过程中实时监测着多个前端的张拉力与伸长值,任何一个物理量发生异常的第一时间主机就会启动安全预警,并根据预警的类型选择提示或直接停机。所以无论是设备故障、停电、或其他任何的意外因素导致张拉异常,都会获得保护。严格杜绝了超张拉等严重事故的发生。通过调研分析a、b两家厂家的的数控系统具有强大的容错纠错能力,系统采用了多种保护手段,可保证张拉过程安全可控。

图4 接触式位移传感器 下载原图

图3 超声波传感器测量钢绞线伸长值 下载原图
3 数控张拉设备指标体系
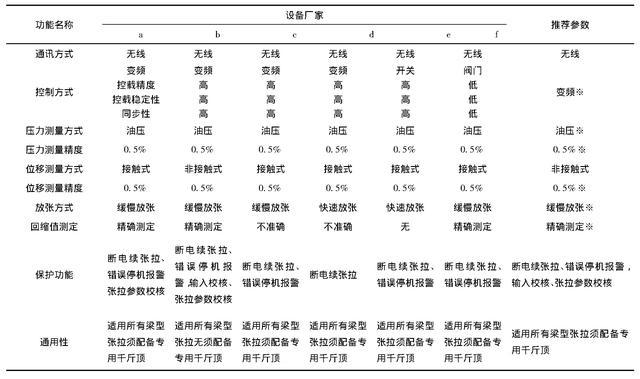
根据现场调研并结合现场的施工数据,对6家厂家的各个参数进行了比较与归纳,结合数控张拉设备存在的问题对通讯方式、控制方式、压力测量方式与精度、位移测量方式与精度、放张方式、回缩值测量方式、保护功能、以及通用性等8个重点参数指标进行了推荐。各厂家设备参数比较与推荐参数见表2。(带※为主要参数)。
表2 张拉设备参数表 下载原图
4 结论
(1)从调研、考核以及现场结果看,现有的绝大多数预应力数控张拉设备能满足现场施工的要求,但有部分参数仍有待提高。
(2)对数控张拉设备的组成、结构形式、整机性能、压力位移的测控方式与测控精度、设备的容错纠错能力、设备的通用性指标、设备的安全性指标等进行了对比,并做出了推荐性指标。
(3)通过本次研究,不仅为用户的选型提供了依据,也对设备生产起到了规范指导作用。
参考文献
[1] 郭全全,李珠,张善元.预应力数字化张拉技术的研究.土木工程学报,2004,37(7):13-17.
[2] 王远平.预应力混凝土数字化张拉技术的试验研究.山西:太原理工大学,2002.
[3] 李珠.全自动预应力张拉装置.中国:03111812.7,2003-01-09.
[4] 李珠.智能控制预应力张拉装置.中国:00262315.3,2000-11-10.
[5] 李珠.全自动预应力张拉装置.中国:03214586.1,2003-01-09.
[6] 湖南联智桥隧技术有限公司智能型同步预应力张拉系统.中国:201010557059.2,2010-11-24.

声明:我们尊重原创,也注重分享。有部分内容来自互联网,版权归原作者所有,仅供学习参考之用,禁止用于商业用途,如无意中侵犯了哪个媒体、公司、企业或个人等的知识产权,请联系删除,另本头条号推送内容仅代表作者观点,与头条号运营方无关,内容真伪请读者自行鉴别,本头条号不承担任何责任。
相关参考