数控机床脉冲当量计算公式(在数控编程当中,那些华中数控系统的指令都悟透了吗?今天来教你)
Posted
篇首语:鸟贵有翼,人贵有志。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床脉冲当量计算公式(在数控编程当中,那些华中数控系统的指令都悟透了吗?今天来教你)相关的知识,希望对你有一定的参考价值。
数控机床脉冲当量计算公式(在数控编程当中,那些华中数控系统的指令都悟透了吗?今天来教你)
大家好,我是木子,今天给大家带来,数控编程加工中,华中HNC 1M铣床数控系统的编程指令简介话不多说,上干货
华中系统中(G90/G91)、(G92/G54~G59)、(G00/G01)、(G02/G03)、(G28/G29)、(G40/G41/G42)、(G17/G18/G19)、(G43/G44/G49)、(G09/G61/G64)、(G24/G25)、 (G50/G51)、(G68/G69)等指令及固定循环指令与FANUC 0i系统格式、含义相同,(G20/G21)、(G94/G95)、G53指令的格式、意义与车床数控系统相同。这里只介绍与FANUC 0i系统不同的部分。
1、G22——脉冲当量输入指令
2、G52——局部坐标系设定指令
格式:G52 X_ Y_ Z_ A_ B_ C_ U_ V_ W_
说明:(1)X、Y、Z、A、B、C、U、V、W为局部坐标系原点在工件坐标系中的坐标值。G52指令能在所有的工件坐标系(G54~G59)内形成子坐标系,即设定局部坐标系。在含有G52指令的程序段中,绝对值方式编程的移动指令就是在该局部坐标系中的坐标值。即使设定了局部坐标系,工件坐标系和机床坐标系也不变化。
(2)G52指令仅在其被规定的程序段中有效。
(3)在缩放及坐标系旋转状态下,不能使用G52指令,但在G52下能进行缩放及坐标系旋转。

如图所示,用G52指令控制刀具从 A点运动到B点。
程序: G52 X50 Y40
G00 X30 Y20
3、G04——延时指令
格式: G04 X(P)
说明:X (P)值是暂停时间, X单位为s,P单位为ms。
4、G60——单方向定位指令
格式:G60 X_ Y_ Z_ A_ B_ C_ U_ V_ W_
说明:X、Y、Z、A、B、C、U、V、W为定位终点,在G90时为终点在工件坐标系中的坐标,在G91时为终点相对于起点的位移量。
在单向定位时,每一轴的定位方向是由机床参数确定的。在G60中,先以G00速度快速定位到中间一点,然后以固定速度移动到定位终点。中间点与定位终点的距离(偏移值)是常量,由机床参数设定,且从中间点到定位终点的方向为定位方向。
G60指令仅在其所在的程序段中有效。
5、G02(G03)——螺旋线进给指令
格式:G02(G03) α_ β_ γ_ δ_ ω_ F_
G02(G03) α_ β_ R_ ω_ F _
说明:(1)α、β∈{X、Y、Z、U、V、W}为圆弧终点,在G90时为圆弧终点在工件坐标系中的坐标;在G91时为圆弧终点相对于圆弧起点的位移量。
(2)γ、δ∈{I、J、K},不论在G90还是在G91时都是以增量方式指定,为圆心相对于起点的偏移值。
(3) R为圆弧半径,当圆心角小于180°时, R为正值,否则R为负值,整圆编程时不能使用 R,只能用γ、δ。
(4)F为两个轴的合成进给速度。
(5)ω是与α、β平面垂直的轴的终点坐标,G02、G03分别为顺螺旋插补和逆螺旋插补,螺旋线插补的进给速度 F为合成运动速度。该指令是对另一个不在圆弧平面上的坐标轴施加运动指令,对于任何角度(<360°)的圆弧,可附加任一数值的单轴指令。
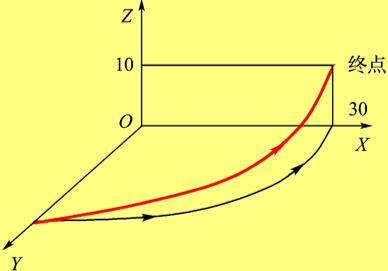
编制如图所示的加工轨迹。
G91 G17 G03 X-30.0 Y30.0 R30.0 Z10 F100
G90 G17 G03 X0 Y30.0 R30.0 Z10 F100
6、G07——虚轴指定及正弦线插补
格式:G07 α_
说明:(1)G07 α0指定α为虚轴 ;
(2)G07 α1指定α为实轴。
在G07α0指令之后,α轴就被作为虚轴,虚轴只参加计算不运动。
G07仅在其所在的程序段中有效。虚轴仅对自动操作有效,对手动操作无效。
正弦线插补是在螺旋线插补前,用G07将参加圆弧插补的某一轴指定为虚轴,则螺旋线插补变为正弦线插补。
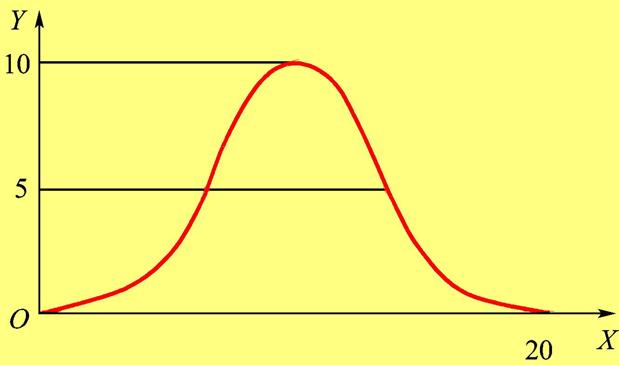
编制如图所示的正弦线插补程序。
G07 X0 G90 G03 X-5.0 Y0 I0 J5.0 Z20.0 F100
一、盖板零件的数控加工
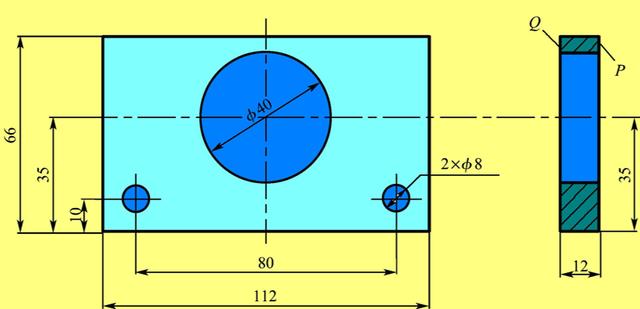
如图所示。加工盖板外轮廓,毛坯材料为铝板。
1、工艺分析
(1)分析零件图,40 mm孔是设计基准,以40 mm的孔和 Q面找正定位,夹紧力加在 P面上(注:40 mm和2×8 mm的孔已加完毕)。
(2)采用粗、精两刀的轮廓加工。粗加工直接按基点走刀,利用刀具半径补偿功能留出精加工余量0.2 mm。
(3)选择12 mm高速钢立铣刀,粗、精加工采用同一把刀具。
(4)安全面高度为10 mm。
2、基点坐标计算
轮廓由三段圆弧和五段直线连接而成。选 A为原点,建立工件坐标系。
3、加工路线的确定
粗精加工均按顺铣走刀,按 A→B→C→D→E→F→G→H→A切削。
4、数控程序的编制
O0014
G92 X0 Y0 Z0
G00 Z10. 刀具到达安全高度
S1000 M03
G00 X-10. 刀具到达初始点
Z-12. 落刀
G41 G01 X0 Y0 D01 F100 粗加半径补
M98 P1002 调用子程序,粗加工
G40 G00 X-10. 刀具回初始点
G41 G01 X0 Y0 D02 F80精加半径补偿
M98 P1002 调用子程序,精加工
G40 G00 X-10. 刀具回初始点
G00 Z10. 刀具到达安全高度
M05
M30
O1002
G01 Y20. A→B
X10. B→C
G03 X25. Y35. R15. C→D
G02 X75. Y35. R25. D→E
G03 X90. Y20. R15. E→F
G01 X100. F→G
Y0 G→H
X0 H→A
M99 子程序结

二、固定循环功能应用举例
1、工艺分析
工件为45#钢,有三种类型的孔,六个10 mm通孔,四个22 mm沉孔,三个50 mm通孔,使用刀具为钻头、键槽铣刀、镗刀,代码分别为T01、T02、T03,安全面高度为30 mm,换刀点设在(X0,Y0,Z200)处。采用刀具长度正补偿,T01的补偿值为100 mm,T02的补偿值为130 mm,T03的补偿值为120 mm,将其分别输入H01、H02、H03刀具长度补偿寄存器中。手工换刀,主轴回到换刀位,利用指令M00使程序暂停运行,换刀后按启动按钮继续运行。
2、加工路线的确定
先加工六个Ф10 mm通孔,然后加工四个Ф22 mm沉孔,最后加工三个Ф50 mm通孔。
3、切削用量的确定
加工Ф10 mm通孔,主轴转速为600 r/min,进给速度为120 mm/min;加工Ф22 mm沉孔,主轴转速为300 r/min,进给速度为70 mm/min;加工Ф50 mm通孔,主轴转速为200 r/min,进给速度为50 mm/min。
4、加工程序的编制
O0015
G54
G90 G00 X0 Y0 Z200.
T01 M00
G43 Z0 H01 T01
S600 M03
G99 G81 X20. Y30. Z-113. R-67. F120
Y90.
G98 Y150.
G99 X250.
Y90.
G98 Y30.
G00 X0 Y0 M05
G49 Z200. T02 M00
G43 Z0 H02 T02
S300 M03
G99 G82 X60. Y60. Z-100. R-67. P300 F70
G98 Y120.
G99 X210.
G98 Y60.
G00 X0 Y0 M05
G49 Z200. T03 M00
G43 Z0 H03 T03
S200 M03
G99 G85 X135. Y30. Z-110. R-27. F50
G91 Y60.
Y60.
G90 G00 X0 Y0 M05
G49 Z200.
M30
三、凸轮的数控加工
在数控铣床上加工凸轮,工件材料45#钢,编写加工程序。
1、工艺分析
(1)凸轮曲线由八段圆弧组成,使用圆弧插补功能加工。
(2)取内孔Ф30 mm和一端面作为定位基准面,用Ф13 mm的一个内孔作为另一个基准,限制工件旋转;内孔Ф30 mm采用圆柱销定位,孔Ф13 mm用削边销定位,工件用螺母垫圈压紧。
(3)因为孔Ф30 mm是设计和定位基准,所以初始点选在孔的中心线上,安全高度为100 mm。
2、切削用量的选择
取主轴转速为950 r/min,进给速度为80 mm/min。
3、圆弧圆心和基点坐标计算
O1:X= -37.288 ,Y=-235.871
O2:X =65.750,Y =20.927
O4:X =-215.176 ,Y = 96.930
O5:X=63.699,Y= -0.274
B点:X=-9.962,Y = -63.017
C点:X=-5.527,Y=-63.761
D点:X=63.999,Y=-0.30
E点:X=63.72,Y=0.026
F点:X=44.79,Y=19.60
G点:X=14.79,Y=59.18
H点:X =-55.617,Y =25.054
I点:X=-63.016,Y=9.97
4、加工程序的编制
O0016
G92 X0 Y0 Z0
G90 G00 X-63.8 Y-80.
S950 M03
Z-18. 垂直下刀
G41 Y-10. D01 建立左刀补
G01 Y0 F80 A点
G02 X-63.016 Y9.97 R63.8 I点
G03 X-55.617 Y25.054 R175. H点
G02 X14.79 Y59.18 R61. G点
X44.79 Y19.6 R46. F点
G03 X63.72 Y0.026 R21. E点
G02 X63.999 Y-0.3 R0.3 D点
X-5.527 Y-63.761 R64. C点
G03 X-9.962 Y-63.017 R175. B点
G02 X-63.8 Y0 R63.8 A点
G91 G03 X-5. Y5. R5. 圆弧退刀
G90 G00 G40 Y-80. Z0 取消刀补
X0 Y0 Z0 M05
M02
好了,今天的分享就到这里了,喜欢的多多支持!
相关参考
全自动数控车床具有自动加工,加工速度快、杂乱零件一次加工成型,加工精度准确可靠,进行车外圆、球面、圆锥面、圆弧面、台阶、割槽、压花、钻孔、攻丝、板牙、切割等工序,全过程经一次加工即可完成。全自动数控车...
数控车床看图纸入门(数控编程时,不清楚如何计算图形公式?教学PPT图形公式集送给你)
数控编程时,不清楚如何计算图形公式?很是头通,复杂的公式死记硬背老是记不住,一文图形集PPT送给你,点击收藏,随时能用上。记得收藏哦,别到用时方恨少。
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm...
数控车床圆弧计算公式(数控车宏程序编程实例,大螺距圆弧螺纹宏程序分享)
做数控车的师傅遇到大螺距螺纹,圆弧螺纹,异性螺纹的编程,往往束手无策,因为普通的G指令(G32,G92,G76)很难实现这类零件的加工。那么,遇到这类零件如何编程呢?很棒的方法就是利用宏程序,那么清风给你讲三点,让你明白...
新代系统数控车床g76螺纹编程(数控车床G76小径的计算公式是什么啊)
数控车床G76小径的计算公式 #1=1.(刀宽)#3=28.(大径)#4=10.(起点Z)#5=0.(起始层次)#2=[3.024-#1]-[0.054*#5](加工宽度--Z向)N2#6=#4-[#5*0.027](Z轴偏移)#3=28-[0.2*#5](X轴偏移)N1G00X60.Z#6G00X#3G32Z-10.F5.(导程5MM)G00X60.Z#6#6=#6-0.2(...
数控脉冲当量是什么(什么是高档数控机床?“高档”“数控”“机床”详细解读)
高档”“数控”“机床”这六个字包含三层概念,我们一层一层来看。一台HandtmannPBZHD五轴数控铣床首先,什么是“机床”?狭义上的“机床”通常指的是“切削机床”(说“狭义上”,是因为现在也出现了类似于3D打印等增材...
数控车床的(数控车床编程教程,图文实例详解,这套资料就够了)
...,也可以采用半径编程,但必须更改系统设定。(3)X向的脉冲当量应取Z向的一半。(4)采用固定循环,简化编程。(5)编程时,常认为车刀刀尖是一个点,而实际上为圆弧,因此,当编制加工程序时,需要考虑对刀具进行半径补偿。
数控车床打孔(数控车床编程教程,图文实例详解,这套资料就够了)
...,也可以采用半径编程,但必须更改系统设定。(3)X向的脉冲当量应取Z向的一半。(4)采用固定循环,简化编程。(5)编程时,常认为车刀刀尖是一个点,而实际上为圆弧,因此,当编制加工程序时,需要考虑对刀具进行半径补偿。
数控车螺纹转速与什么有关系(在数控编程当中,那些循环指令你都悟透了吗?今天来教你)
大家好,我是木子,今天给大家带来,数控编程加工中,基本的编程方法里面常用的G,M,F,S,T这些代码指令,刀具补偿的后续,话不都说,上干货四、固定循环功能如图所示。每个孔的加工过程相同:快速进给、工进钻孔、快速退...
数控车床切槽编程(一文搞懂数控宏程序的编程及应用,值得收藏)
...线逼近,如果是个光洁度要求很高的工件的话,那么需要计算很多的点,可是应用了宏后,我们把椭圆公式输入到系统中然后我们给出Z坐标并且每次加一个量,那么宏就会自动算出X坐标并且进行切削,实际上宏在程序中主要起...