数控机床的选择原则(数控车床,基本编程指令与简单程序编写,你学会了吗?)
Posted
篇首语:树高千尺有根,水流万里有源。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床的选择原则(数控车床,基本编程指令与简单程序编写,你学会了吗?)相关的知识,希望对你有一定的参考价值。
数控机床的选择原则(数控车床,基本编程指令与简单程序编写,你学会了吗?)
鉴于昨天结尾有一点程序漏发了,今天特意来补上,
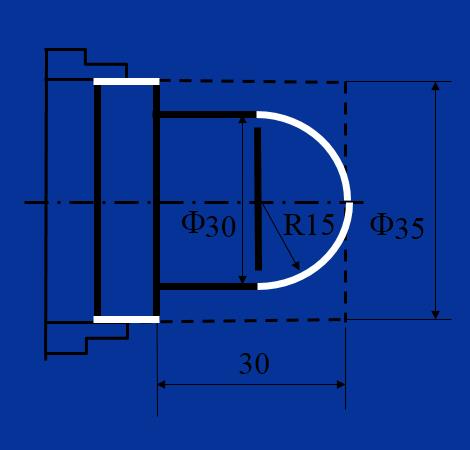
例1(绝对)
%1008
N1 T0101
N2 M03 S400
N3 G00 X90Z20
N4 G00 X0 Z3
N5 G01 Z0 F0.1
N6 G03 X30 Z-15 R15
(N6 G03 X30 Z-15 I0 K-15)
N7 G01 Z-30
N8 X36
N9 G00 X90 Z20
N10 M05
N11 M30
三、进刀和退刀方式
进刀时采用快速走刀接近工件切削起点附近的某个点,再改用切削进给,以减少空走刀的时间,提高加工效率。
切削起点的确定与工件毛坯余量大小有关,应以刀具快速走到该点时刀尖不与工件发生碰撞为原则。
退刀时,沿轮廓延长线工件退出至工件附近,再快速退刀。一般先退X轴,后退Z轴。

四、 绝对编程与增量编程
数控编程通常都是按照组成图形的线段或圆弧的端点的坐标来进行的。
绝对编程:指令轮廓终点相对于工件原点绝对坐标值的编程方式。
增量编程:指令轮廓终点相对于轮廓起点坐标增量的编程方式。
有些数控系统还可采用极坐标编程
绝 对 编 程 和 增 量 编 程
在越来越多车床中
X、Z表示绝对编程
U、W表示增量编程
允许同一程序段中二者混合使用
直线A→B ,可用:
绝对: G01 X100.0 Z50.0;
相对: G01 U60.0 W-100.0;
混用: G01 X100.0 W-100.0;
或 G01 U60.0 Z50.0;

3、T 指令建立工件坐标系
越来越多的数控车床采用 T 指令建立工件坐标系。
把对刀过程记录的坐标值以MDI方式输入到某刀偏表地址码中(如 01 地址号),则在编程中直接用指令 TXX01 即可自动按机床坐标系的绝对偏置坐标关系建立起工件坐标系。
这种方式与 G54 预置的方式实质是一样的,只不过不用去记录和计算预置的 X、Z轴坐标,而是数控系统自动计算这两个值。
二、有关单位设定
1、尺寸单位选择:
格式:G 20 英制输入制式 英寸输入
G 21 公制输入制式 毫米 输入 (默认)
2、进给速度单位的设定
每分钟进给 G98 :mm/min
每转进给 G99 :r/mm (默认)
以上均为模态指令,可互相注销.
刀具刀尖圆弧半径补偿G40、G41、G42指令
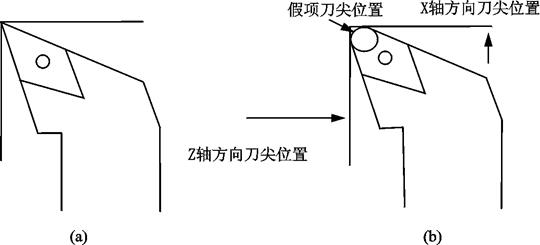
刀具半径和假想刀尖的概念。
1)刀尖半径:即车刀刀尖部分为一圆弧构成假想圆的半径值,一般车刀均有刀尖半径,用于车外径或端面时,刀尖圆弧大小并不起作用,但用于车倒角、锥面或圆弧时,则会影响精度,因此在编制数控车削程序时,必须给予考虑。
G40:取消刀具半径补偿
G41:刀具半径左补偿
G42: 刀具半径右补偿
注意:该指令写在G00或G01前面
刀具圆弧半径误差实例

一。G41(左偏刀具半径补偿):刀具在工件的左侧,则用该指令补偿。
二。G42(右偏刀半径补偿):刀具在工件的右侧,则用该指令补偿,图3–16所示为根据刀具与零件的相对位置及刀具的运动方向选用G41或G42指令。
总之,加工外径用G42, 加工内径用G41.

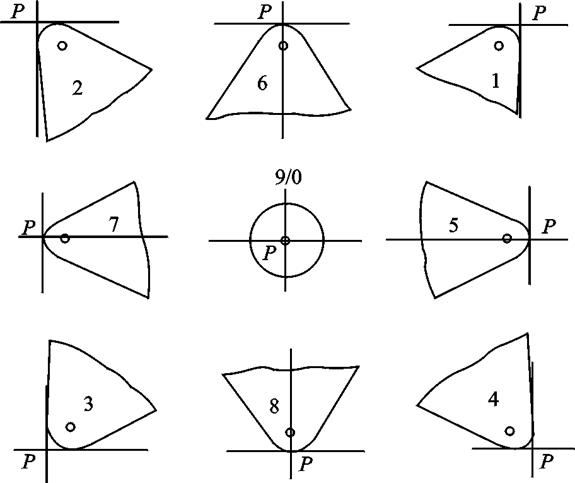
假想刀尖的位置如下图
N1 T0101
N2 M03 S400
N3 G00 X40 Z5
N4 G00 X0
N5 G01 G42 Z0 F60
N6 G03 U24 W-24 R15
N7 G02 X26 Z-31 R5
N8 G01 Z-40
N9 G00 X30
N10 G40 X40 Z5
N11 M30

好的,大致内容以更新完毕,喜欢的朋友可以多多支持一下
相关参考
数控车床与普(数控车床,基本编程指令与简单程序编写,你学会了吗?)
...给大家分享行业资料,今天刚好抽出时间给大家更新一下数控车床编程入门学习资料,喜欢的朋友可以多多支持哦!!我会不定时地分享一些学习资料,你们的点赞+关注就是对我最大的支持数控车床基本编程指令与简单程序编...
数控车床加工R圆弧(数控车床,基本编程指令与简单程序编写,你学会了吗?)
...给大家分享行业资料,今天刚好抽出时间给大家更新一下数控车床编程入门学习资料,喜欢的朋友可以多多支持哦!!我会不定时地分享一些学习资料,你们的点赞+关注就是对我最大的支持数控车床基本编程指令与简单程序编...
数控技术的基础技术有哪三种(数控车床,基本编程指令与简单程序编写,你学会了吗?)
...给大家分享行业资料,今天刚好抽出时间给大家更新一下数控车床编程入门学习资料,喜欢的朋友可以多多支持哦!!我会不定时地分享一些学习资料,你们的点赞+关注就是对我最大的支持数控车床基本编程指令与简单程序编...
数控车床主(数控车床,基本编程指令与简单程序编写,你学会了吗?)
鉴于昨天结尾有一点程序漏发了,今天特意来补上,例1(绝对)%1008N1T0101N2M03S400N3G00X90Z20N4G00X0Z3N5G01Z0F0.1N6G03X30Z-15R15(N6G03X30Z-15I0K-15)N7G01Z-30N8X36N9G00X90Z20N10M05N11M30三、进刀和退刀方式进刀时采用快速走刀接近工件切削起点附近的...
数控车床怎样调出程序(数控车床,基本编程指令与简单程序编写,你学会了吗?)
鉴于昨天结尾有一点程序漏发了,今天特意来补上,例1(绝对)%1008N1T0101N2M03S400N3G00X90Z20N4G00X0Z3N5G01Z0F0.1N6G03X30Z-15R15(N6G03X30Z-15I0K-15)N7G01Z-30N8X36N9G00X90Z20N10M05N11M30三、进刀和退刀方式进刀时采用快速走刀接近工件切削起点附近的...
数控铣床程序循环指令(数控铣床与数控加工中心编程和操作的区别)
一、数控铣床编程指令与数控加工中心编程指令的区别数控铣床在结构上由于没有刀库和换刀装置,二者在编程上存在以下差别: 1、T代码由于数控铣床没有刀库,因此不需要用T代码来管理刀库,而由操作者管理。在编程时指...
数控钻中心孔用什么指令(数控加工中心简单的钻孔手工编程实例讲解)
...还是不会。今天就给大家补充一点,举两个关于钻孔手工编程的例子。关于手工编程,我已经谈过,无需深入了解,只要会编点简单的钻,铣孔及铣面的程序,另外能看懂程序就行。因为现在都是用电脑软件编程,而且加工中心...
数控车床g32实例编程(做十年数控老师傅的笔记,菜鸟学数控车编程,看一次就会了)
其实学习数控车编程,新手想要尽快学会,入门基础就要从指令下手,熟记每个指令的格式,在练习仿真,很快就可以去工厂做一个简单的操机工了。来看看干了十年的老师傅精华版本的指令应用,看一次基本都会了。脉冲当年...
数控车床粗车精车怎么编程(做十年数控老师傅的笔记,菜鸟学数控车编程,看一次就会了)
其实学习数控车编程,新手想要尽快学会,入门基础就要从指令下手,熟记每个指令的格式,在练习仿真,很快就可以去工厂做一个简单的操机工了。来看看干了十年的老师傅精华版本的指令应用,看一次基本都会了。脉冲当年...
数控车床30度倒角怎么编程(针对FANUC数控系统任意倒角指令的讲解,分享个人一点经验)
本文以FANUC数控系统为例,结合具体的零件案例,简单阐述一下如何进行倒角。如下图所示,一个简单的轴类零件图(为方便进行讲解,标注的多一些)在数控加工中,针对这个两处的倒角,大家都可以通过计算出该点的坐标,...