数控机床的最小设定单位是(数控车床间隙大?你应该这样调节)
Posted
篇首语:幽映每白日,清辉照衣裳。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床的最小设定单位是(数控车床间隙大?你应该这样调节)相关的知识,希望对你有一定的参考价值。
数控机床的最小设定单位是(数控车床间隙大?你应该这样调节)
众所周知,数控车床是追求高精度、高效率和高可靠性的机器,所以就要求车床具有精度好,重复准确率高的特点。而在车床运行过程中,丝杠之间是有间隙的,这种间隙的叠加,就会造成出现误差。这很大程度上会造成车出的工件尺寸不够精确,不但影响工件质量,还影响工作效率。

那么怎么减弱这种情况出现的影响呢?这就要用到反向间隙补偿。反向间隙补偿可以降低反向间隙的影响。反向间隙补偿不是说调节一次就可以的,因为车床是在不断磨损的,所以建议机床每隔一段时间,就要重新检测一下反向间隙,一般来说3个月左右就好。
以GSK980TDC数控系统为例,反向间隙补偿量X轴以直径输入,其他轴以实际测得间隙量为输入值。单位为当前最小指令输出增量,也就是说,如果是1mm的间隙,最小输入增量是0.001的话,要输入的值就是1000。
在实际操作中,很多朋友为了方便,都是使用手脉来测量,实际上这是不准确的,要知道反向间隙补偿是要进行准确补偿方可提高加工的精度,因此不推荐使用手脉或单步方式测量丝杠反向间隙的。建议单独编辑一段程序,就保存到终端上,可以多次使用,也是很方便的。
以Z轴为例,可以这样编辑程序
O0001
G1 W10 F0.5;
W15;
W1;
W-1;
M30;
具体测量方法示意图如下
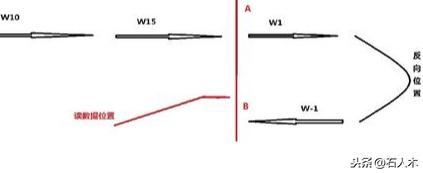
要注意的是,测量前,应将反向间隙误差补偿值设置为0。然后,单段运行程序,定位两次后,到达测量位置A就可以用千分表或者百分表打托板了,并记录数值,然后再同向运行1mm,反向运行1mm,到达位置B,记录数值。反向间隙的补偿值就是位置A和位置B的绝对差值。把计算所得的数值按照最小增量为单位,输入到CNC中就完成了一次反向间隙补偿。
好了,反向间隙消除的方法就是这样。
相关参考
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
数控车床加工尺寸不稳定(数控车床维修16例-加工零件尺寸变化大)
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
数控车床加工过程中x轴变动(数控车床维修16例-加工零件尺寸变化大)
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
数控车床刀架不准怎么办(数控车床维修16例-加工零件尺寸变化大)
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
滚珠丝杆螺母及支撑系统间隙的检测与维修:当数控机床反向误差大、定位精度不稳定、刀痕过象限时,通常需要检查滚珠丝杠系统是否有间隙。一般采用以下方法检测:首先将带钢球的百分表放在螺杆一端的中心孔内,测量其...
数控车床大拖板有间隙怎么办(数控加工尺寸不稳定,记住这九大原因,事半功倍)
阅读本文前,请您先点击上面的头像文字“创意科技”,再点击“关注”,这样您就可以每天收到最新文章了,每天都有分享,完全免费呦!1、工件尺寸准确,表面光洁度差故障原因:刀具刀尖受损,不锋利;机床产生共振...
数控车床光洁度不好是什么原因(造成数控机床加工精度异常故障的原因)
生产过程中总会遇到数控机床加工精度异常的故障。此类故障隐蔽性强、诊断难度大。导致此类故障的原因主要有以下方面:1)机床进给单位被改动或变化2)机床各轴的零点偏置(NULLOFFSET)异常3)轴向的反向间隙(BACKLASH)异...
数控机床的故障诊断功能只能(机床精度突然降低?4大诊断原则,5大诊断方法,有用)
...刀具的选择及人为因素,也可能导致加工精度异常。二、数控机床故障诊断原则 1.先外部后内部数控机床是集机械,液压,电气为一体的机床,故其故障的发生也会由这三者综合反映
数控车床大拖板间隙一般是多少(一个老车工总结的27条经验,转给所有车工人)
三分车工七分刀具,想干好车床首先要保证“武器”要趁手,再就是多干多练,外圆、内孔、长度、锥度、螺纹的结合练习,再就是复杂零件的车削练习,如:内外梯形螺纹,蜗杆,细长轴,薄壁套等,并学会使用中心架和跟刀...