数控机床的g71是什么意思(G71二型与G71一型的区别)
Posted
篇首语:好鼓一打就响,好灯一拔就亮。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床的g71是什么意思(G71二型与G71一型的区别)相关的知识,希望对你有一定的参考价值。
数控机床的g71是什么意思(G71二型与G71一型的区别)
1.G71二型的格式跟G71一型的格式完全一样如下:
G71U_R_;
G71P_Q_U_W_F_;
U—粗加工时每次的切深,单边值;
R—粗车时直径上的退刀量;
P—精加工路线起刀点的程序段号;
Q—精加工路线结束时的程序段号;
U W—第二行里的U跟W是精加工留的余量(U为直径方向,车外形是为+内孔是为-;W为长度方向所留余量);
F—走刀速度;
2.区别如下:
G71二型与一型最大的区别就是:
a.G71一型X.Z值只能一直递增或递减,而G71二型只要Z值一直保持递增或递减就行X方向没有什么要求;
b.最明显的区别就是在编程时只要给G71一型精加工路线起始点程序段号X值后给一个Z向偏移就变成了二型(N10G0X_W_)。
G71U_R_;
G71P_(起始点程序段号)Q_(结束时程序段号)U_W_F_;
N10G0X_W0;(一般不清楚Z值给多少的时候选择W0)
………
………
N20;
3.G71二型的使用范围:
G71二型最主要用于X向尺寸有增有减的零件加工。如下图:
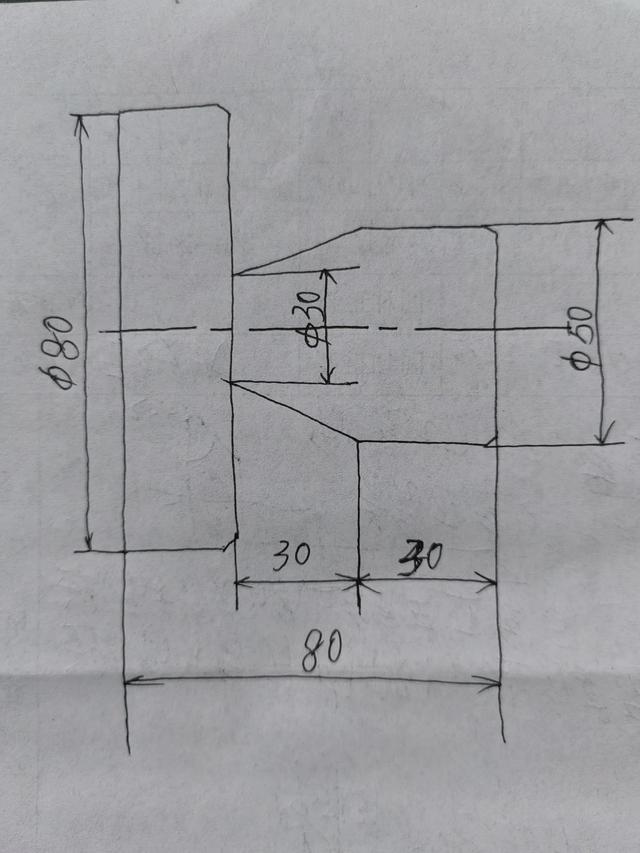
G71U2.0R0.5;
GP10Q20U0.5W0.1F0.2;
N10G0.0X48.0W0;(一型与二型在程序上的区别)
G01Z0F0.1;
X50.0W-1.0;
Z-30.0;
X30.0Z-60.0;
X78.0;
X80.0W-1.0;
N20Z-81;
总结一型与二型格式上是完全一样的,只是加工零件有所不同,一型只能加工X.Z方向一直递增的零件,二型在一型的基础上还可以加工X方向有变化的零件。在程序里二型只是在一型精加工程序起始段加了一个Z值。
相关参考
一.G71指令格式:G71U_R_;G71P_Q_U_W_F_;U—粗加工时每次的切深,单边值;R—粗车时直径上的退刀量;P—精加工路线起刀点的程序段号;Q—精加工路线结束时的程序段号;UW—第二行里的U跟W是精加工留的余量(U为直径方向,车外...
数控车床g71怎么用(数控车床,退休老师傅传授G70、G71经验,分分钟就学会?)
数控车床g71适用的(数控加工G70~G76指令详解及格式)
G70精加工循环(G70)格式G70P(ns)Q(nf)ns:精加工形状程序的第一个段号。nf:精加工形状程序的最后一个段号2.功能用G71、G72或G73粗车削后,G70精车削。G71外园粗车固定循环(G71)格式G71U(△d)R(e)G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)N(ns)序号ns至nf的...
一、G代码功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G06------抛物线插补G07------Z样条曲线插补G08------进给加速G09------进给减速G10------...
数控车床内孔刀杆怎么选择啊(用指令G71、G73加工外轮廓,要知道余量U为正,内轮廓余量U为负)
内轮廓车削加工内轮廓车削与外轮廓车削基本相同,只是车内轮廓的工作条件比较差,加上刀杆刚性差,容易振动,因此内轮廓的车削加工与测量比较困难。内孔车刀的安装要求1.安装内孔车刀时,刀尖应对准工件中心或略高一-...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
精加工循环(G70):G70P(ns)Q(nf)精加工循环指令一般与G71,G72配合使用。外圆粗车固定循环G71URG71PQUWFSTG71U(△d)表示吃刀量R(e)退刀余量G71P(ns)精加工第一行行号Q(nf)精加工最后一行行号U(△u)X轴余量W(△w)Z轴余量F(f)进给量S(s)转速T(t)刀号...
g75编程实例及解释:第一段G75R退刀量。第二段G75X重点坐标,Z终点坐标,P横向偏刀量微米为单位,Q纵向偏刀量微米为单位,F进给量。例如一个10×10的工件切断程序,以最左为原点右刀尖对刀G0X12Z0M8。G75R0.5。每次退刀量G75X1Z0P200...
数控机床代码指令有G00快速点定位。G01直线插补G02顺时针圆弧G03逆时针圆弧。G04暂停。G28自动返回机床原点.G32等螺距螺纹切削。G40取消刀具半径补偿,G41刀具半径左补偿,G42刀具半径右补偿,G70精加工循环,G71轴向粗车循环,G7...
G72称横向切削循环,与G71指令类似,不同之处是G72的刀具路径是按径向(X轴方向)进行切削循环的,适合加工盘类零件。G0X_Z_G72W_R_F_G72P_Q_U_W_★G72精加工程序段的第一句只能写Z值,不能写X或X、Z同时写入,否则机床报警。★该循环...