数控机床检测反馈装置的作用(数控车削中关联尺寸检测原理及检测环境)
Posted
篇首语:愿所行皆坦途,愿所求皆如愿。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床检测反馈装置的作用(数控车削中关联尺寸检测原理及检测环境)相关的知识,希望对你有一定的参考价值。
数控机床检测反馈装置的作用(数控车削中关联尺寸检测原理及检测环境)

CNC车削加工的精密化和复杂化的发展趋势,给生产加工中的测量带来很多现实问题。
如许多零件由于尺寸自身的原因,必须采用破检测量法,一方面造成破检零件的报废,另一方面破检零件的尺寸并不能代表批生产零件的实际尺寸,使破检测量法在实际生产加工中显得意义不大;由于零件测量面太小或是内型尺寸等原因,造成用测量机等专用测量仪器也检测不到;由于受到测量环境的限制或缺少专用的测量机等测量仪器,零件的尺寸无法测量;实际生产加工中,不可能每件零件提交测量,即不能百分之百检查。
上述情况给实际生产带来了严重的影响,需要针对以上情况,提出一种新的测量方法。关联尺寸检测法就是检测一把刀具连续加工得到的一组尺寸其中一个或几个尺寸,来判定其他尺寸的一种检测方法。
一. 关联尺寸检测原理分析
CNC车削加工中,在理想状态(不考虑机床定位误差、刀尖半径R、刀具磨损、对刀误差等外界因素),在一切加工条件相同的情况下(切削速度、切深、进给量等),一把刀具连续加工所形成的关联尺寸的误差(与程序基本尺寸的偏差)取决于刀尖高度所引起的误差。
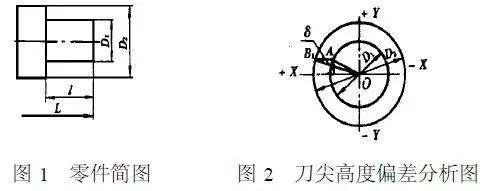
CNC卧车加工的零件如图1所示,图2表示从刀架往工件方向看的视图。若设定D1为对刀基准圆,加工D2外圆,刀尖在(+Y)向偏离X轴d。由于有刀尖高度偏差d,加工出的外圆半径是OB1,而不是OA+AB1;若设定D2为对刀基准圆,加工D1外圆,加工出的外圆半径是OA,而不是OBD1-ABD1。可见由于存在刀尖高度偏差d,将给零件外圆直径造成X向偏差,称为ω。
二. 刀尖高度偏差δ
刀尖高度偏差δ是产生零件尺寸误差的主要原因。但是通过调整δ的大小,可以控制尺寸误差,并且还可以计算出尺寸误差值。
ω=OB1-(OA+AB1) ①
当D2为对刀基准圆时:
ω=OA-(OOB1-AB1) ②
通过试切两外圆尺寸可求出刀尖高度偏差δ:
δ=OB1×cos 90°-arccos(AB1²+OB1²-OA1²)/2AB1·OB1) ③
当已知对刀基准圆D1和刀尖高度偏差δ,求D2的ω:
ω= δ2 + ( OA² - δ² + AB1) ² - ( OA + AB1)④
当已知对刀基准圆D2和刀尖高度偏差δ,求D1的ω:
ω= δ² + ( OB1² - δ² - AB1) ² - ( OB1 - AB1)⑤
式①~⑤从量上反映了刀尖高度偏差d对零件尺寸误差的影响,并可计算出当刀尖高度偏差控制在什么范围内,其造成的尺寸误差可以忽略不计。
三. 关联尺寸的确定
1. 关联尺寸是指在刀具连续加工过程中产生的一 系列尺寸,可以是型面尺寸,也可以是型面尺寸与直径 尺寸的混合尺寸。
2. 在关联尺寸中,有一个或几个尺寸的公差相对较严;测量方便的尺寸称为基准尺寸,它作为判断其他尺寸的基准。
基准尺寸是测量其他尺寸的基准,其选择的原则:
① 公差相对较严。因为在实际的加工过程中,除了可控的因素外(刀尖R、车床的定位精度、刀尖高度),还应为一些由意外因素造成的误差留些余地。
② 方便测量。
③ 尽量避免用型面尺寸作为基准尺寸。
④ 基准尺寸尽可能多。
四. 测量的硬件环境
机床
首先,关联尺寸检测法的原理要求零件的加工要在CNC环境下,并且必须在理想状态下进行。所以对数控车床的精度要求很高。因为CNC环境是保证加工在一个稳定的环境中(包括转速、进给量),且保证所有关联尺寸是连续加工获得的。其次,CNC是计算机程序控制,可以进行无误差理想状态的模拟加工,来验证加工零件的理想状态。高精度是保证尺寸误差中最大可能减少机床原因而造成的误差,特别是Z方向,以至于可以不考虑机床的本身误差。所以在选择CNC车床时应根据零件加工精度选择重复定位精度高,且具有位置检测反馈装置的CNC机床(全闭环)。
高质量的可转位刀具的选择
1) 加工刀具在关联尺寸检测法中的地位也非常重要。
刀具的材料、几何尺寸、以及刚性都会对加工产生影响。特别是刀具的耐磨性,在先进的加工工艺中,为了保证零件的高精度和低表面粗糙度值,通常采用较高的切削速度和较小的进给量,而在刀具连续加工的行程中,要求刀具的磨损量要很小,达到可忽略不计的情况,这样给刀具的耐磨性提出了较高的要求。另外,刀尖圆弧半径R在加工中的影响也不容忽视。对于所有关联尺寸是直径尺寸的零件,刀尖圆角R是否标准,对尺寸没有影响。但对于有型面的尺寸,圆角R是否标准,对尺寸有很大的影响(见图R)。手工磨削的刀具,刀尖R没有一个固定的尺寸,并且刀具磨损重修后的R和初始R很难一致;而可转位刀片,由于是系列化生产,刀尖R的公差控制在很小的范围内,一般都只有±0.02mm,并且R尺寸作为刀片的基本参数一般都明确地表示在刀片说明书上,给加工带来很大的方便。所以必须选用高质量的可转位刀片。

2) 刀具的材质,几何角度在关联尺寸加工中也有很大的关系:
① 特别是针对不同的被加工材料应根据它的可切削性,热处理状态,以及工艺安排来选择加工刀片。而材料的可切削性并不是材料的一般释义或标准性能,通常与加工条件,工序难易程度联系在一起。比如不锈钢在加工中随着直径的改变就有一些特性出现:断屑困难,较高的切削力以及产生切屑瘤和较大的加工硬化趋向。所以对于加工固溶状态的不锈钢,应选择锋利切屑刃,正前角槽型,开放式的断屑槽,强化的切屑刃和必须具有大的、设置很好的支撑面以及具有很好稳定性的刀片。
② 为了保证刀具在相对宽阔的区域内加工,使切屑能轻松脱离加工区,而不对加工造成诸如:切屑堵塞,划伤加工表面等问题,所以对刀片的断屑槽型也要进行精心选择。
G41、G42、G96功能的应用
关联尺寸检测法的原理还要求,零件的加工状态要一致。并且还要消除刀尖半径R对加工的影响,所以必须选用具有G41(刀具左偏半径补偿),G42(刀具右偏半径补偿),G96(恒定切削速度)功能的高性能CNC车床。
1) 在直线和型面尺寸构成的关联尺寸中,由于存在刀尖R,在加工中会出现由于刀尖R而造成的误差,称为刀尖R误差。 由于在加工型面时,切削点不断地变化,而在程序编制中是以设定的程序切削点来编制程序。在加工直线段时,实际切削点与程序设定的切削点重合,不会出现刀尖R误差。但在加工型面时,实际切削点与设定切削点不重合,并且不断变化,所以造成型面尺寸失真。而要消除刀尖R误差必须经大量的计算且连续补偿。G41、G42的功能就是对刀尖R所造成的误差实行计算机连续补偿。
2) 为了保证刀具在加工中的状态一致,要求加工参数也要一致。而切削速度就是一个很重要的参数。实验表明:直径差在20~20mm的范围内,在其他切削参数相同的情况下,转数相同(切削速度不同),偏离基本尺寸误差可达0.01~0.02mm以上。
五. 测量的软件环境
实行关联尺寸检测法的加工基础是:CNC程序合格。
1) 判定程序是否合格,可以用CNC机床控制系统的图形模拟功能或者专用的程序检测软件,如:EDSVeri cut程序检测软件。
2) 程序中零件基本尺寸的确定。
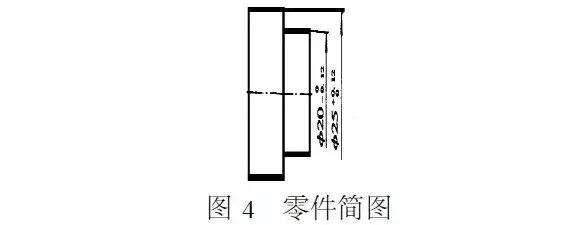
① 程序中表示的零件尺寸是零件在理想状态下的尺寸,是没有加工误差的。但实际加工并非如此,所以程序中零件基本尺寸的确定就很重要。如图4用外圆刀连续加工出f20、f25的外圆,以f20为基准尺寸。程序编制以f20、f25为零件基本尺寸;若不考虑刀尖高度偏差,刀具磨损,在加工参数一致的情况下,由于有对刀时的检验误差,实际加工出的尺寸不是f20,可能比f20大或小一点。假设基准尺寸f20的实际加工尺寸为f19.95,那关联尺寸f25应为f24.95。这样虽然基准尺寸合格,但关联尺寸就超差了。
② 程序中零件基本尺寸确定原则:
程序中零件的基本尺寸应是零件的中间尺寸。如:图纸尺寸为f20-0.12,程序中零件的基本尺寸就为f19.94。
程序中零件的基本尺寸应与其他的基本尺寸相协调。
程序中零件的基本尺寸应根据刀尖高度偏差d和对刀基准圆的大小做相应的调整。
六. 工艺安排
1. 通过试切,控制刀尖高度偏差d。
2. 选择合理的加工参数。
3. 安排合理的加工路线。对于被加工材料属于铜、铝合金等有色金属,在精加工结束后,安排一道无余量加工(空走刀)工序。对于合金钢等普通材料精加工后,可根据具体情况来决定无余量加工工序。
4. 选择正确的冷却方式。冷却必须充分,建议不采用干切加工。排屑不好,加工区域狭窄时,宜采用中心冷却方式(程序代码:M7)。

这个公号适合您:加工中心维修(sz-sdifu)
相关参考
数控车床基本组成部分数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。平行双主轴数控车床数控车床分为立式数控车床和卧式数控车床两种类型。 立式数控车...
数控机床的精度检验包括哪些(数控机床定位精度检测的七类方式)
数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数...
...控制程序、加工与控制数据、机床参数以及坐标轴位置、检测开关的状态等数据的输入/输出。键盘和显示器是数控设备必备的、最基本的I/O装置。作为数控系统的外围设备,台式计算机、便携式计算机是目前常用的I/O装置之一...
...馈)系统、机床机械加工部件本体等六个部分组成。1、数控机床的组成数控机床由程序、输人/输出装置、CNC单元、伺服系统、位置反馈系统、机床本体组成,下面来简单介绍一下。(1)CNC单元CNC单元是数控机床的核心,CNC单元由...
...换装置(APC);(7)特殊功能装置,如刀具破损监控、精度检测和监控装置;(8)为完成自动化控制功能的各种反馈信号装置及元件。......
...技术正朝着交流化、数字化、智能化三个方向发展。作为数控机床的执行机构,伺服系统将电力电子器件、控制、驱动及保护等集为一体,并随着数字脉宽调制技术、特种电机材料技术、微电子技术及现代控制技术的进步,经历...
...技术正朝着交流化、数字化、智能化三个方向发展。作为数控机床的执行机构,伺服系统将电力电子器件、控制、驱动及保护等集为一体,并随着数字脉宽调制技术、特种电机材料技术、微电子技术及现代控制技术的进步,经历...
...技术正朝着交流化、数字化、智能化三个方向发展。作为数控机床的执行机构,伺服系统将电力电子器件、控制、驱动及保护等集为一体,并随着数字脉宽调制技术、特种电机材料技术、微电子技术及现代控制技术的进步,经历...
数控车床基本组成部分数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。平行双主轴数控车床数控车床分为立式数控车床和卧式数控车床两种类型。 立式数控车...
数控机床可以采用哪些抗干扰措施(「2」2432数控机床电气控制)
...,B.进给伺服系统,C.数控装置答案:点击查看答案3.()是数控机床安装中一项关键的抗干扰技术措施。电网的许多干扰都是通过这条途径对机床起作用的。A.接地,B.电动机,C.检测软件答案:点击查看答案4.()是一种将电脉冲信号...