数控机床换到机械手(CNC加工中心换刀故障维修)
Posted
篇首语:不曾扬帆,何以至远方。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床换到机械手(CNC加工中心换刀故障维修)相关的知识,希望对你有一定的参考价值。
数控机床换到机械手(CNC加工中心换刀故障维修)
以VMC1000加工中心为例,详细说明了回转式刀库的换刀原理和结构特点;针对换刀故障现象,从原理上进行了充分分析,通过分析动作时序逻辑关系,利用有效的检测方法,排除了故障,为后续相关设备维修积累了丰富的经验。
随着制造业突飞猛进的发展,智能制造已将数控设备有机结合在一起,加工中心以刀具的交换方式来实现整个高效的加工生产,再与其他数控设备组建柔性加工系统,这就对加工中心换刀有了很高的要求,换刀可靠性、快速性直接影响着机床的生产率和工作可靠性。
从故障率来看,加工中心在进行换刀的过程中发生故障是最多的,本文以VMC1000加工中心为例,详细说明了换刀动作原理和分析思路。该机床换刀机构是凸轮式的,机床使用过程中出现了系列换刀故障,原因是机床换刀过程中换刀夹持机构松动,换刀机械手电机刹车故障,导致换刀检测位置发生变化,从而引起主轴及刀套的松、紧刀故障。下面简述故障查找过程并分析其原因。
1 故障现象
换刀时机械手卡住不能换刀,换刀机械手位置偏移,换刀掉刀。
2 故障分析及处理
2.1 换刀原理
该加工中心是回转式刀库,换刀机构是凸轮式的,其换刀过程为:
(1)编写M06 T01启动换刀选刀循环。
(2)主轴将在定向的主轴停止点上停住,冷却液停止,同时Z轴移动到换刀位置(第二参考点)。
(3)选刀,根据T指令NC将其编译至PLC后,开始选刀,刀库电机旋转,将目标刀号旋转至刀库换刀点,注意此时T指令为刀库刀套位置。
(4)换刀电机带动凸轮机构机械手机构从停放位置旋转90°,以抓住有效刀套中的刀具和主轴中的刀具。与此同时,检测凸轮机构的接近开关状态变化,PMC输出发出松刀指令,刀库刀套松刀和主轴松刀电磁阀得电,凸轮继续旋转,带动机械手向下,将刀柄推下,准备交换。如图1所示。
(5)机械手旋转180°交换刀具,凸轮继续向上,将刀具安装到主轴中,将原主轴上刀具安装到刀库换刀位置刀套中。同时,检测开关给PMC发出紧刀指令,电磁阀失电,轴刀柄夹紧蝶形弹簧回缩主轴刀具夹紧。
(6)换到机械手继续旋转90°,停止完成一套换刀动作。
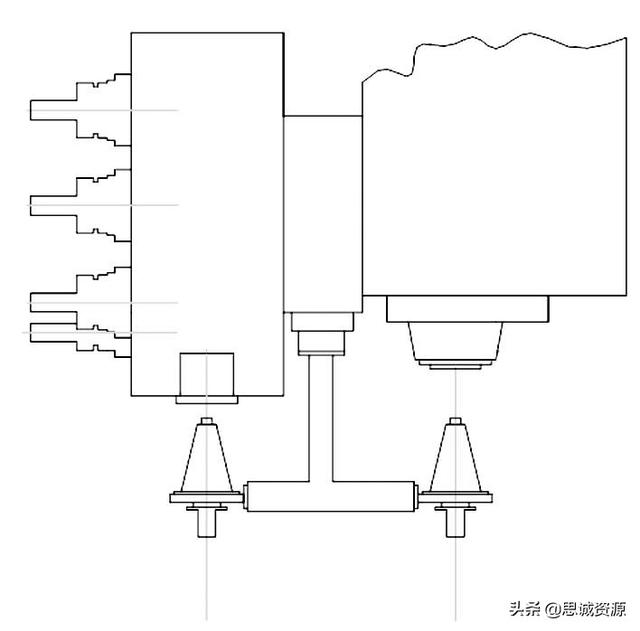
图1 换刀机构图
2.2 故障分析
换刀至2.1第四步骤,换刀机械手卡住,主轴一直松刀吹气,但刀具不能被拔下,断电手动盘动换刀电机,完成一次换刀动作后,手动装卸刀,动作正常,初步排除主轴松紧刀方面问题。再次执行换刀过程,机械手卡住,刀库处机械手爪掉刀,发现换刀后,机械手装刀至主轴上,位置偏移,如图2所示。
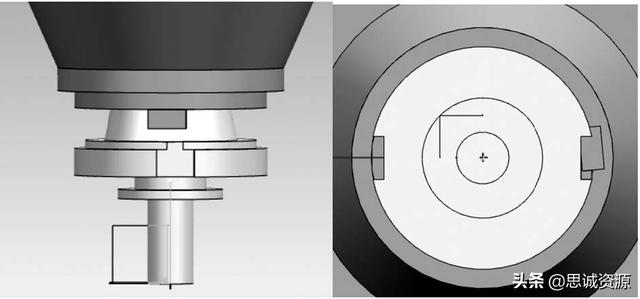
图2 主轴夹装位置偏移图
将刀具取下后空换刀,发现动作正常,导致这种情况的原因,可能是机械手与主轴位置发生偏移,或者机械手轴线相对于主轴轴线精度发生偏差,主轴定位不准也会导致换刀位置偏移。单步执行换刀动作,检查主轴定位准确,排除了定位不准引起该故障。经打表检查,机械
手、刀套、主轴的轴向位置及回转中心距离一致,因此机械手机械卡阻的故障也被排除。
此机床近期主要加工不锈钢等材料工件,切削量大,负载重,长时间运行在重切下,检查机械手发现机械手没有松动,检查机械手爪伸缩动作灵活,但是发现机械手上一个调整块磨损,拆卸下来观察此调整块主要用来夹持刀柄,重新修补加工后,再次尝试,主轴位置处偏移消失。引起该故障的主要原因是机械手冲击大,频繁换刀,导致夹持卡爪松动磨损,如图3所示。
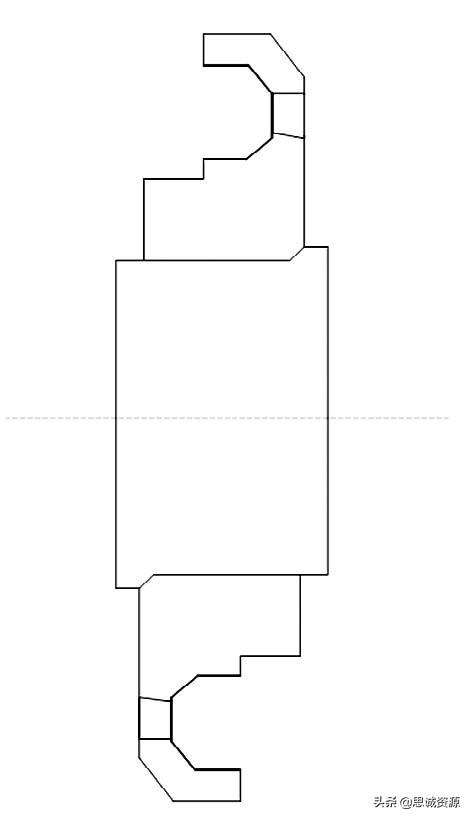
图3 机械手结构图
相关参考
机械手刀库乱刀原因(CNC小课堂,加工中心操机宝典,故障原因排除,你学会了吗?)
加工中心加工中心的自动换刀装置(ATC)有两种常用类型的换刀方式:一是刀具从刀库中直接由主轴交换,适用于小型加工中心,刀库较小,刀具较少,换刀动作简单,出现掉刀等故障时容易发现并能及时排除。二是依靠机械手...
...、机械传动装置和位移测量元件等组成。4、数控系统:加工中心的数控部分是由数控装置、PLC、伺服驭动装置以及操作面板等组成。5、自动换刀系统:自动换刀装置(AutomaticToolChanger,ATC)由刀库、机械手等部件组成。6、辅助装置...
数控车床故障1(CNC加工中心常用(FANUC )系统故障维修 10 种解决方式)
...起动”灯不灭的故障维修故障现象:某配套FANUC6M的立式加工中心,在执行程序时出现仅执行程序中的第一移动指令,此后“循环起动”灯一直亮,但不执行下一段。分析及处理过程:由于机床能执行程序,证明机床的控制信号...
数控车床故障维修(CAK系列数控车床维修实例-参数丢失故障)
例46参数丢失,开机就报警。(2013.2.28)机型:CAK6150D(H),CNC:FANUC0TD(CNC控制器:A02B-0098-B541,伺服放大器:A06B-6089-H206)。该机床1997年9月出厂,时间很久了。这种机床采用机械变档和双速电机、离合器变速,三档机械手柄...
数控z轴有间隙怎么调整(FANUC系统加工中心换刀臂调试(1))
FANUC系统加工中心换刀臂调试(1)在操作数控加工中心换刀时刀臂撞上工件,或者主轴定位没调好,或者Z轴换刀点机械坐标没设好,容易造成刀臂位置走位,接下来我们分享一种换刀臂故障原始故障:加工换刀完成后刀库端掉刀检...
数控车床刀架换刀卡住(数控车床刀架不能启动?用这七个小方法解决)
数控刀架是数控车床最普遍的一种辅助装置,它可使数控车床在工件一次装夹中完成多种甚至所有的加工工序,以缩短加工的辅助时间,减少加工过程中由于多次安装工件而引起的误差,从而提高机床的加工效率和加工精度。这...
序号报警信息处理方法1000电池故障按下重置键。1001ROM检查求和错误关掉电源,更换ROM并打开电源。1002D/A数模转换器错误(主机侧)停机。维修并打开电源。1003D/A数模转换器错误(从机侧)停机。维修并打开电源。1004PC的ROM故障关掉电...
普通车床数控改造的总结(CAK系列数控车床维修实例-参数丢失故障)
例46参数丢失,开机就报警。(2013.2.28)机型:CAK6150D(H),CNC:FANUC0TD(CNC控制器:A02B-0098-B541,伺服放大器:A06B-6089-H206)。该机床1997年9月出厂,时间很久了。这种机床采用机械变档和双速电机、离合器变速,三档机械手柄...
液压钻床工作原理(国内一流机床维修专家分享几十年一线实践经验,破解机床故障真谛)
...珠丝杠传动、行星齿轮传动、自动润滑装置、机床导轨、数控机床自动换刀机构、数控机床自动工作台10类典型机械装置的结构与维修。本
液压钻床工作原理(国内一流机床维修专家分享几十年一线实践经验,破解机床故障真谛)
...珠丝杠传动、行星齿轮传动、自动润滑装置、机床导轨、数控机床自动换刀机构、数控机床自动工作台10类典型机械装置的结构与维修。本