数控机床各种刀具名称(数控加工必须掌握的一些数控铣刀,如圆鼻刀,球刀等)
Posted
篇首语:弱龄寄事外,委怀在琴书。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床各种刀具名称(数控加工必须掌握的一些数控铣刀,如圆鼻刀,球刀等)相关的知识,希望对你有一定的参考价值。
数控机床各种刀具名称(数控加工必须掌握的一些数控铣刀,如圆鼻刀,球刀等)
1.刀具的介绍
数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点。数控铣刀从形状上主要分为平底刀(端铣刀)、圆鼻刀和球刀,如图1-1所示,从刀具使用性能上分为白钢刀、飞刀和合金刀。在工厂实际加工中,最常用的刀具有D63R8,D50R6,D35R5,D35R0.8,D30R5,D25R5,D20R4, D20R0.8, D16R0.8,D12,D10,D8,D6,D4,D3, D2 .5, D2, D1.5, D1, D0.5, D10R0.5, D8R0.5, D6R0.5, D4R0.5, R5,R4, R3,R2.5,R2,R1.5,R1和R0.5等.
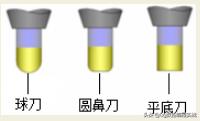
图1-1 数控铣刀
(1)平底刀:主要用于粗加工、平面精加工、外形精加工和清角加工。其缺点是刀尖容易磨损,影响加工精度。
(2)圆鼻刀:主要用于模胚的粗加工、平面精加工和侧面精加工,特别适用于材料硬度高的模具开粗加工。
(3)球刀:主要用于非平面的半精加工和精加工。
2.刀具的使用
在数控加工中,刀具的选择直接关系到加工精度的高低、加工表面质量的优劣和加工效率的高低。选择合适的刀具并设置合理的切削参数,将使数控加工以最低的成本和最短的时间达到最佳的加工质量。总之,刀具选择总的原则是:安装调整方便、刚性好、耐用度和精度高。在满足加工要求的前提下,尽量选择较短的刀柄,以提高刀具加工的刚性。
选择刀具时,要使刀具的尺寸与模胚的加工尺寸相适应。如果模腔的尺寸是80×80,则应该选择D25R5或D16R0.8等刀具进行开粗;如果模腔的尺寸大于100×100,则应该选择D30R5或D35R5的飞刀进行开粗;如果模腔的尺寸大于300×300,那应该选择直径大于D35R5的飞刀进行开粗,例如D50R6或D63R8等。另外,刀具的选择由机床的功率所决定,例如,功率小的数控铣床或加工中心,则不能使用大于D50R6的刀具。
在实际加工中,常选择立铣刀加工平面零件轮廓的周边、凸台、凹槽等;选择镶硬质合金刀片的铣刀加工毛坯的表面、侧面及型腔开粗;选择球头铣刀、圆鼻刀加工有角度的轮廓外形。
3.刀具切削参数的设置
合理选择切削用量的原则是:粗加工时,一般以提高生产效率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。
随着数控机床在生产实际中的广泛应用,数控编程已经成为数控加工中的关键问题之一。在数控程序的编制过程中,要在人机交互状态下即时选择刀具和确定切削用量。因此,编程人员必须熟悉刀具的选择方法和切削用量的确定原则,从而保证零件的加工质量和加工效率,充分发挥数控机床的优点,提高企业的经济效益和生产水平。
表1-1、表1-2分别列出了飞刀和合金刀的参数设置(这些切削参数仅供参考,实际确定切削用量还应根据具体的机床性能、零件形状和材料、装夹状况等进行调整)。
刀具直径越大,转速越慢;同一类型的刀具,刀杆越长,吃刀量就要减小,否则容易弹刀而产生过切。

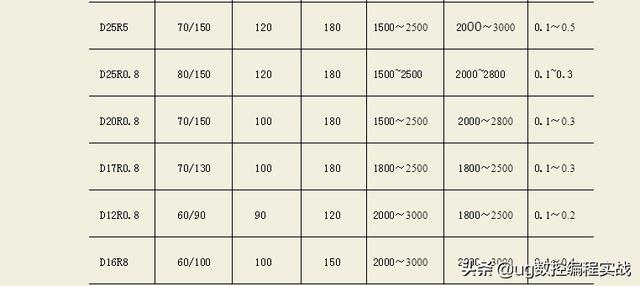
以上的飞刀参数只能作为参考,因为不同的飞刀材料其参数值也不相同,不同的刀具厂生产的飞刀其长度也略有不同。另外,刀具的参数值也因数控铣床或加工中心的性能和加工材料的不同而不同,所以刀具的参数一定要根据工厂的实际情况来设定。飞刀的刚性好,吃刀量大,最适合模胚的开粗。另外,飞刀精加工陡峭面的质量也非常好。飞刀主要是镶刀粒的,没有侧刃。如下图

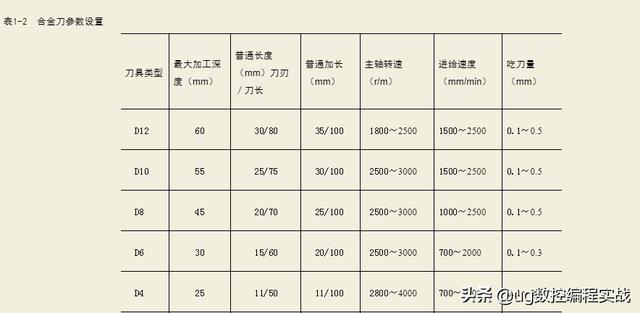
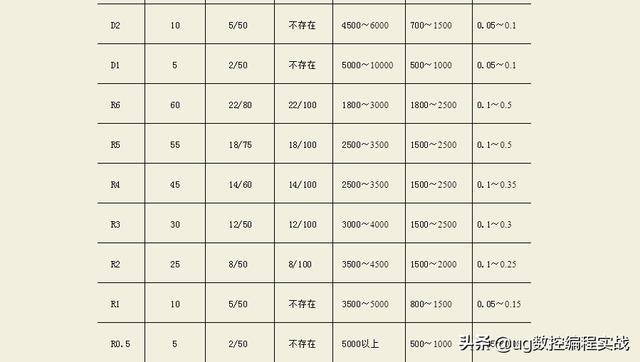
合金刀刚性好,不易产生弹刀,用于精加工模具的效果最好, 合金刀和白钢刀一样有侧刃,精铣铜公直壁时往往使用其侧刃.
相关参考
数控铣床编程铣一个字母(数控铣床刀具知识全在这了,拿走,不谢)
...工技术的特点和难点仍在于如何高速、高效率地正确选用数控机床刀具编制出符合产品技术要求的数控加工工艺及程序。数控加工可以大幅度缩短产品的制造周期,有效的解决机械产品中复杂、精密、单件小批量
...对工件进行切削加工,便可加工出各种不同形状的工件。数控机床加工是把刀具与工件的运动坐标分割成最小的单位量,即最小位移量。由数控系统根据工件程序的要求,使各坐标移动若干个最小位移量,从而实现刀具与工件的...
数控机床分为数控铣床、数控车床、数控钻床、数控镗床等,接下我们先了解一下铣床与车床的区别!一、数控铣床数控铣床外观①工作原理:数控铣床是由刀具旋转,工件移动Z轴带动刀具做上下深度工作XY轴带工件做纵向工作...
...径节制四种标准螺纹,无论车削哪一种螺纹,车床主轴与刀具之间必须保持严格的运动关系:即主轴每转一转(即工件转一转),刀具应均匀地移动一个(工件的)导程的距离。以下通过对普通螺纹的分析,加强对普通螺纹的了...
数控刀具图片大全名称(十大数控刀具品牌,你认识几个?(多图预警))
刀具的发展在人类进步的历史上占有重要的地位。我们的祖先早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。当时的钻头和锯,与现...
...控制功能数控铣床通过直线插补和圆弧插补,可以实现对刀具运动轨迹的连续轮廓控制,加工出有直线和圆弧两种几何要素构成的平面轮廓工件。对非圆曲线构成的平面轮廓,在经过直线和圆弧逼近后也可以加工。除此之外,还...
数控车削中心用动力刀具铣4方路径(十年编程老师傅告诉你怎样合理的选用数控车床的切削用量及刀具)
...对大家有所帮助。摘要:刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控加工的效率,而且直接影响加工质量。本文从数控加工中刀具的分类与特点入手,分类说明在数控自动编程中,刀具合理选用...
...考点之后,方可使用返回第2、3、4参考点功能。通常,当刀具自动交换(ATC)位置与第1参考点不同时,使用G30指令。返回参考点检测G27G27指令刀具以快速移动速度定位。如果刀具到达参考点,返回参考点指示灯亮。但是如果刀...
本次主要介绍G02与G03两个代码G02-顺时针圆弧插补:顺着刀具的方向看,刀具走的轨迹是顺时针方向走刀。G03-逆时针圆弧插补:顺着刀具的方向看,刀具走的轨迹是逆时针方向走刀。G02与G03在各个平面内的旋向G02与G03的使用格式...
数控铣刀片型号解释(史上最全,一文帮您了解切削刀具可转位刀片知识)
1.可转位刀具的基本概念可转位刀具是将预先加工好并带有若干个切削刃的多边形刀片,用机械夹固的方法夹紧在刀体上的一种刀具。当在使用过程中一个切削刃磨钝了后,只要将刀片的夹紧松开后转位或更换刀片,使新的切削...