数控机床加工程序编制(数控机床加工工序和加工路线的设计)
Posted
篇首语:业精于勤而荒于嬉,行成于思而毁于随本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床加工程序编制(数控机床加工工序和加工路线的设计)相关的知识,希望对你有一定的参考价值。
数控机床加工程序编制(数控机床加工工序和加工路线的设计)
一、工序设计的主要任务:
确定工序的具体加工内容、切削用量、工艺装备、定位安装方式及刀具运动轨迹,为编制程序作好准备.
二、确定加工路线的原则:
加工路线的设定是很重要的环节,加工路线是刀具在切削加工过程中刀位点相对于工件的运动轨迹,它不仅包括加工工序的内容,也反映加工顺序的安排,因而加工路线是编写加工程序的重要依据。品质新空间
1)加工路线应保证被加工工件的精度和表面粗糙度。
2)设计加工路线要减少空行程时间,提高加工效率。
3)简化数值计算和减少程序段,减少编程工作量。
4)根据工件的形状、刚度、加工余量、机床系统的刚度等情况,确定循环加工次数。
5)合理设计刀具的切入与切出的方向。采用单向趋近定位方法,避免传动系统反向间隙而产生的定位误差。品质新空间
6)合理选用铣削加工中的顺铣或逆铣方式。一般来说,数控机床采用滚珠丝杠,运动间隙很小,因此顺铣优点多于逆铣。
三、数控机床加工路线:
1)数控车床加工路线:
数控车床车削端面加工路线如图2.4所示的A-B-Op-D,其中A为换刀点,B为切入点,C--0p为刀具切削轨迹,0p为切出点,D为退刀点。
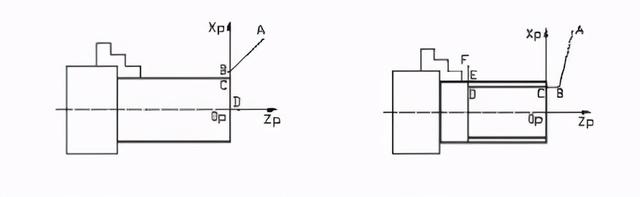
图2.4数控车床车削端面加工路线 图2.5数控车床车削外圆加工路线
数控车床车削外圆的加工路线如图2.5所示A-B-C-D-E-F,其中A为换刀点,B为切入点,C--D--E为刀具切削轨迹,E为切出点,F为退刀点。品质新空间
2)数控铣床加工路线:立铣刀侧刃铣削平面零件外轮廓时,应沿着外轮廓曲线的切向延长线切入或切出,避免切痕,保证零件曲面的平滑过渡。
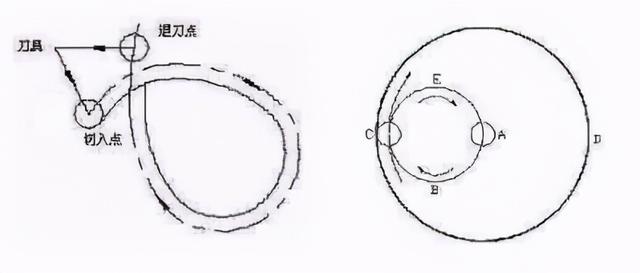
图2.6外轮廓铣削的加工路线 图2.7内轮廓铣削的加工路线
当铣削封闭内轮廓表面时,刀具也要沿轮廓线的切线方向进刀与退刀,如图2.7所示,A-B-C为刀具切向切入轮廓轨迹路线,C-D-C为刀具切削工件封闭内轮廓轨迹,C-E-A为刀具切向切出轮廓轨迹路线。
3)孔加工定位路线:要注意各孔定位方向的一致性,即采用单向趋近定位方法,这样的定位方法避免了因传动系统反向间隙而产生的定位误差,提高孔的位置精度。如图2.8所示
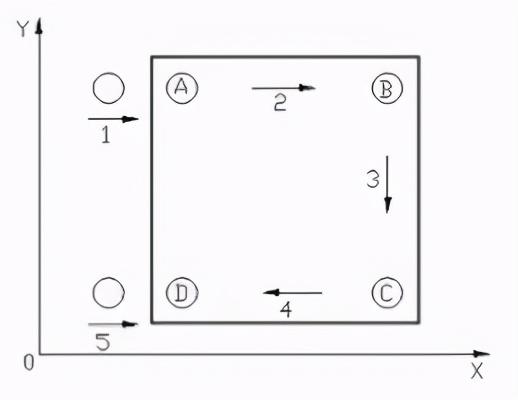
图2.8孔加工定位路线
四、工件的安装与夹具的选择
1)工件的安装
①力求符合设计基准、工艺基准、安装基准和工件坐标系的基准统一原则。
②减少装夹次数,尽可能做到在一次装夹后能加工全部待加工表面。
③尽可能采用专用夹具,减少占机装夹与调整的时间。
2) 夹具的选择
①小批量加工零件,尽量采用组合夹具,可调式夹具以及其它通用夹具。
②成批生产考虑采用专用夹具,力求装卸方便。
③夹具的定位及夹紧机构元件不能影响刀具的走刀运动。
④装卸零件要方便可靠,成批生产可采用气动夹具、液压夹具和多工位夹具。
五、切削用量的选择
切削用量包括切削速度Vc(或主轴转速n)、切削深度ap和进给量f,选用原则与普通机床相似:粗加工时,以提高生产率为主,可选用较大的切削量;半精加工和精加工时,选用较小的切削量,以保证工件的加工质量。品质新空间
1)数控车床切削用量
①切削深度ap:在工艺系统刚性和机床功率允许的条件下,可选取较大的切削深度,以减少进给次数。当工件的精度要求较高时,则应考虑留有精加工余量,一般为0.1~0.5mm。
切削深度ap计算公式:ap=(dw- dm)/2
式中dw—待加工表面外圆直径,单位: mm
dm—已完成加工后的表面外圆直径,单位mm
②切削速度Vc:切削速度由工件材料、刀具材料及加工性质等因素所确定,可查表。
切削速度计算公式: Vc=Πdn/1000 (m/min)
式中: d—工件或刀尖的回转直径,单位: mm
n—工件或刀具的转速,单位: r/min
③进给速度:进给速度是指单位时间内,刀具沿进给方向移动的距离,单位为mm/min,也可表示为主轴旋转一周刀具的进给量,单位为mm/r。
进给速度Vf的计算:
Vf= n f
式中:
n—车床主轴的转速,单位: r/min 。
f—刀具的进给量,单位: mm/r
2) 数控铣床切削用量选择
数控铣床的切削用量包括切削速度vc、进给速度vf、背吃刀量ap和侧吃刀量ac。切削用量的选择方法是考虑刀具的耐用度,先选取背吃刀量或侧吃刀量,其次确定进给速度,最后确定切削速度。
①背吃刀量ap(端铣)或侧吃刀量ac(圆周铣)
如图2.9所示,背吃刀量ap为平行于铣刀轴线测量的切削层尺寸,单位为mm;
侧吃刀量ac为垂直于铣刀轴线测量的切削层尺寸,单位为mm,
端铣背吃刀量和圆周铣侧吃刀量的选取主要由加工余量和对表面质量要求决定。
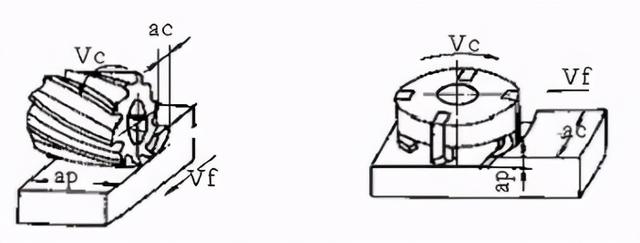
图2.9铣刀铣削用量
②进给速度vf
进给速度指单位时间内工件与铣刀沿进给方向的相对位移,单位为mm/min。它与铣刀转速n、铣刀齿数Z及每齿进给量fz(单位为mm/z)有关。
进給速度的计算公式:vf= fzZ n
式中每齿进给量fz的选用主要取决于工件材料和刀具材料的机械性能、工件表面粗糙度等因素。当工件材料的强度和硬度高,工件表面粗糙度的要求高,工件刚性差或刀具强度低,fz值取小值。硬质合金铣刀的每齿进给量高于同类高速钢铣刀的选用值,可查表选用。
③切削速度
铣削的切削速度与刀具耐用度T、每齿进给量fz、背吃刀量ap、侧吃刀量ac
以及铣刀齿数Z成反比,与铣刀直径d成正比。其原因是fz、ap、
ac、Z增大时,使同时工作齿数增多,刀刃负荷和切削热增加,加快刀具磨损,因此刀具耐用度限制了切削速度的提高。如果加大铣刀直径则可以改善散热条件,相应提高切削速度。
六、对刀点和换刀点的选择
1)对刀点是刀具相对工件运动的起点,程序就是从这一点开始的,故又叫程序原点或程序起点(起刀点)。
其选择原则是:
①应尽量选在零件的设计基准或工艺基准上,如以孔定位的零件,应以孔中心作为对刀点。
②对刀点应选在对刀方便的位置,便于观察和检测。
③应便于坐标值的计算。如绝对坐标系的原点或已知坐标值的点上。
④使加工程序中刀具引入(或返回)路线短并便于换刀。
2)对刀点可选在零件上,也可选在夹具或机床上,若选在夹具或机床上,则必须与工件的定位基准有一定的尺寸联系。如图2.10所示。
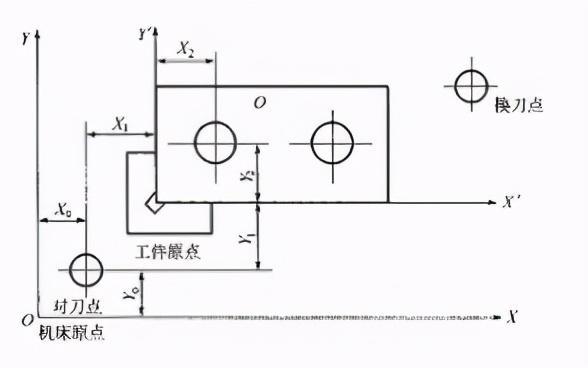
图2.10对刀点和换刀点的确定
3)对刀时,应使"刀位点"与" 对刀点" 重合,对刀的准确程度直接影响加工精度,不同刀具的刀位点是不同的。如图2.11所示。
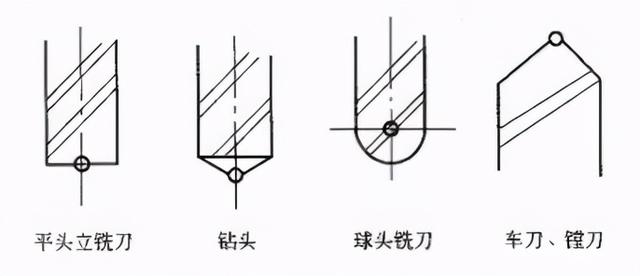
图2.11不同刀具的刀位点
4)对数控车床、镗铣床、加工中心等多刀加工数控机床,因加工过程中要进行换刀,故编程时应考虑不同工序间的换刀位置,设置换刀点。为避免换刀时刀具与工件及夹具发生干涉,换刀点应设在工件外合适的位置。如上图2.10所示。
相关参考
数控加工工艺有哪些内容(学习数控的2大要点,数控工艺和数控程序,54页内容介绍数控加工)
数控加工基础知识概述回顾工艺(过程)在生产过程中,直接改变生产对象的尺寸、形状、物理化学性能以及相对位置的过程。机械加工工艺规程的内容:1、分析零件图和产品装配图;2、工艺审查;3、确定零件生产类型;4、...
如图所示工件,写出完整的加工工序和程序,毛坯为直径50mm×200mm材,材料为45钢,数控车削端面、外圆,最后割断。根据零件图样要求、毛坯情况,确定工艺方案及加工路线(1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持50外...
数控镗床和加工中心编程一样吗(各类数控机床的作用,加工中心程序编制区别,这些基础要分清楚)
...装置,在一次装卡中可实现多工序(甚至全部工序)加工的数控机床。车削中心→回转类零件的车、铣、钻、铰、螺纹加工等镗铣类加工中心★在数控铣床(镗床)的基础上演化而来的,能够连续地对工件各加工表面进行铣削
数控加工编程的主要内容有:分析零件图、确定工艺过程及工艺路线、计算刀具轨迹的坐标值、编写加工程序、程序输入数控系统、程序校验及首件试切等。2、数控加工工艺分析的目的是什么?包括哪些内容?在数控机床上加工零...
数控加工编程的主要内容有:分析零件图、确定工艺过程及工艺路线、计算刀具轨迹的坐标值、编写加工程序、程序输入数控系统、程序校验及首件试切等。2、数控加工工艺分析的目的是什么?包括哪些内容?在数控机床上加工零...
数控加工工艺分析(浅谈数控加工(一)机床选用,工艺分析,加工选择,工序划分)
...,编写出高质量的数控加工程序。一、机床的合理选用在数控机床上加工零件时,一般有两种情况。第一种情况:有零件图样和毛坯,要选择适合加工该零件的数控机床。第二种情况:已经有
数控车床车螺纹程序(数控车床上如何编制圆锥管螺纹加工程序?看完这个实例就会了)
例:加工如图所示的固定接头中的R11/2圆锥管螺纹(精铸件)。1.基面尺寸:如下图基面尺寸为12.7mm。基面上的螺纹大径为47.803mm、螺纹中径为46.324mm、螺纹小径为44.845mm。锥度C=1:16,每英寸长度内牙数n=11牙,螺距P=2.309mm,牙型...
模具加工和数控加工的区别(数控加工工艺特性与规划编制,虽然简单但很实用)
CNC数控工艺的特点和CNC数控加工工艺规划的编制:(1)CNC数控工艺要考虑加工零件的工艺性,确定加工零件的装夹与定位,选择刀具,制定工艺路线、切削方法及工艺参数等,而这些在常规工艺中可以简化。(2)CNC数控工艺设计主要...
数控机床生产什么零件(数控加工的工艺分析和加工方法,数控程序的编制、结构及常用算法)
导读:今天小编分享一期关于《数控加工程序的编制》知识干货,主要讲述数控加工的工艺分析和典型的加工方法;加工程序的编制、结构及常用算法;简要介绍自动编程。一、程序编制的基本概念数控加工程序编制:从零件图...
CNC数控机械加工零件的步骤CNC加工工艺的特点数控机械加工零件的步骤CNC数控机械加工工艺也遵守机械加工切削规律,与普通机床的加工工艺大体相同。由于它是把计算机控制技术应用于机械加工之中的一种自动化加工,因而具...