数控机床中把脉冲信号(智造讲堂:数控机床大数据的互联互通互操作)
Posted
篇首语:花门楼前见秋草,岂能贫贱相看老。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床中把脉冲信号(智造讲堂:数控机床大数据的互联互通互操作)相关的知识,希望对你有一定的参考价值。
数控机床中把脉冲信号(智造讲堂:数控机床大数据的互联互通互操作)
引自:《新一代智能化数控系统》(作者:陈吉红,杨建中,周会成)
数控机床互联通信实现了数控机床大数据的互联互通互操作,是沟通设备与数据应用的使能技术,是“让设备说话的技术”。互联(interconnection),是指构成数控机床与数据应用信息交互系统的物理部件和介质,主要包括:设备本体、传输介质、通信接口,类似于人类的信息交流系统的互联部分,主要包括发声器官(嘴巴)、收听器官(耳朵)、传输介质(空气);互通(intercommunication),是数控机床向外部传输数据的“数字化载体”,同样类似人类信息交互系统空气振动使发声器官发出信号,信号通过空气传播,最终被收听器官接收,也就是说“振动”是实现人类交流互通的一种信号;互操作(interoperability),是将数控机床的数据进行“翻译”,使应用程序或其他设备可以理解数据的物理意义,为数据应用提供基础。在互联、互通、互操作三者之间,互联使数控机床与数据应用之间的信号传输成为可能,互通使得数据在互联的基础上可以准确无误地进行传输,在互联互通的前提下,完成数控机床与数据应用的互操作,从而实现数控机床与数据应用之间的信息交互与融合。也就是说,互联为前提,互通为基础,最终实现互操作。
「1.数控机床大数据的互联 」
数控机床大数据互联的实现基础是机床在物理上的连接,使数控系统与各控制单元、伺服驱动、I/O逻辑控制、应用程序物理载体等装置之间实现信号传递,为数据交互提供物质基础和条件。
随着计算机通信技术的不断发展,数控系统的通信方式经历了早期的I/O通信和串口通信,至今以太网凭借实时性、高可靠性等优势,已成为数控系统的主流互联方式。图1为一种典型的数控系统互联示例,数控装置配置专用的以太网接口,以网线作为互联介质。

图1 数控系统上的以太网口
数控系统以太网中常用的有线传输介质包括双绞线、光纤,无线通信传输介质主要是无线电波。其中,双绞线通过电脉冲传输信号,物理上由两根具有绝缘保护层的铜导线组成,两根绝缘的铜导线按一定密度互相绞在一起,可降低信号干扰的程度,适用于干扰较大和数据远距离传输的生产控制;光纤是一种由玻璃或塑料制成的纤维,以光脉冲的形式来传输信号,因此不受外界电磁信号的干扰,信号的衰减速度很慢,传输距离比较远,信号实时性强,特别适用于电磁环境恶劣的生产环境;无线电波是一种在自由空间内进行信号传播的无线通信介质,数控机床NB-IoT数据传输便是基于无线电波实现的,具有支持覆盖力强、超低功耗、巨量终端接入的非时延敏感(上行时延可放宽至10s以上)的低速业务(支持单用户上下行至少160 bit/s)需求的能力。
综上所述,设备互联解决的是数控机床与内外部功能模块在物理层的信号传输使能,为数据层的互通提供前提。
「2.数控机床大数据的互通 」
无论是什么类型的信号(电脉冲、光脉冲等),最终都需要组织成某种形式的数据帧进行传输,设备互通便是负责完成“信号”到“数据帧”的转换,实现通信双方统一的数据交互方式,使得数据可以被数据交互双方正确解析。目前,数控机床大数据的互通层协议有TCP/IP、MQTT、TSN、CC-Link、OPC UA等。
TCP/IP (transmission control protocol /internet protocol,传输控制协议/因特网互联协议)是以太网通信的基础,为终端接入因特网以及数据传输制定了统一的标准。工业现场的多数智能设备和 I/O 模块均配置有执行TCP/IP网络协议的标准以太网通信接口。例如:FANUC的FOCAS动态链接库中封装了TCP/IP通信模块,华中8型数控系统的开放式二次开发接口也是基于TCP/IP协议实现机床与数据应用的数据互通。
MQTT(message queuing telemetry transport,消息队列遥测传输协议)是基于TCP/IP协议的轻量级的消息传输协议,可以以极少的代码和有限的带宽,为远程设备连接提供实时、可靠的数据传输服务。华中数控“互联网+”服务平台(iNC Cloud)与数控机床的数据互通便是基于MQTT协议实现的。
综上所述,数控机床大数据的互通解决是互联信号的传输和控制,实现端到端的数据流通,数据交互双方可以正确解析出接收到的数据,为数控机床大数据的互操作提供基础。
「3.数控机床大数据的互操作 」
互联与互通实现了大数据的流通,但未解决数据发生端和数据应用端的信息交互,即使数据可以被数据应用端(包括数控机床、各种智能应用等)获取,应用端也无法理解数据内所蕴含的信息。例如,某工艺参数优化模块基于OPC UA协议监测各个轴的电流数据:从互通层角度来看,工艺参数优化模块可以正确解析出采集的数据,但是无法识别数据的涵义,包括是哪个轴的数据、数据值代表什么、数据单位是什么、数据精度是多少等。也就是说,互通层协议只能实现数据的解析,无法支撑数据接收方对数据的理解,不能形成数据交互双方之间的互操作行为。数据机床大数据的互操作需要对数据进行统一、明确地规范,以及将数据与数据产生的制造操作相关联的机制。
美国电气和电子工程师协议(IEEE)在IEEE-SA 2011中对互操作要求:数据交互双方完全理解信息的语义并正确使用已交换信息。国际标准化组织地理信息技术委员会(ISO/TC 211)将互操作定义为:“若两个实体甲和乙能相互操作,则甲、乙对‘处理请求’均有相同的理解,并且如果甲向乙提出‘处理请求’,乙能对该请求做出正确反应,并将结果返回给甲。”数控机床大数据的互操作要求数据交互双方不仅能正确解析数据,还能够正确理解数据,并以正确的动作完成响应,这依赖于数控机床和智能应用之间统一的语义系统。语义系统是指语素按照一定的规则组成可以在交互双方得到共同认同的信息传递系统,主要由语素和语法两部分组成。
语素是构成语义系统的最小单位,如词典中定义了中文系统的各种语素。对于数控机床而言,数据采集的目的是数据应用,这个过程需要数据来源、物理意义和时间特性(采样时间、采样频率)。例如,NC-Link协议的数据字典构成该协议的语素部分,对数控机床的数据表达方式进行统一定义。
语法部分在计算机编程领域通常用“语法树”进行表达,就是按照某一规则进行推导所形成的树,树中的每个内部结点表示一个运算,而该结点的子节点表示该运算的分量。在数控系统领域,数控机床的语法树可以推导为由数控机床数字化模型和数据交互方法,其中数控机床数字化模型指明数据是什么,数据交互方法则代表数据操作方法。以NC-Link协议为例,设备模型和接口要求共同构成其语法部分,其中,设备模型定义了数控机床的数字化描述方法,指明数控机床可以提供的数据是什么,接口要求定义了数据交互方法。数控机床数据种类繁多,每一种数据的用途、产生周期、产生部位都不同,但每一种数据都与某个特定的机床部件相关,而机床是各个部件通过有序装配组成的整体,NC-Link协议基于这种装配关系将数据与部件进行关联,构建树状结构的设备模型,并以此自动标识各项数据的类型。NC-Link接口要求定义数据的各种“操作”方法,包括查询、设置等。
因此,以NC-Link协议为例,其语义系统是由数据字典、设备模型和接口要求构成,其中数据字典为语素部分,设备模型和接口要求为语法部分。假设“查询X轴的电流数据”:
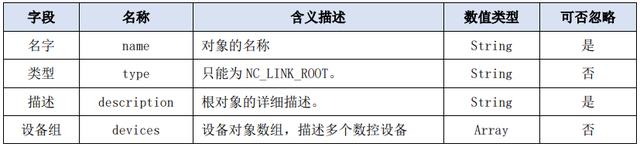
(1)数据字典定义了电流数据的表达方式,见下表所示,规定通过数据标识、数据名称、数据类型、数据描述、数据值、数据来源、数据单位等信息对电流数据进行统一描述。
表 NC-Link根对象属性
(2)通过树状组织结构的设备模型(图2和图3),智能应用识别出数据是来源于数控机床的X轴的电流数据,并基于数据字典对数据意义进行“理解”。
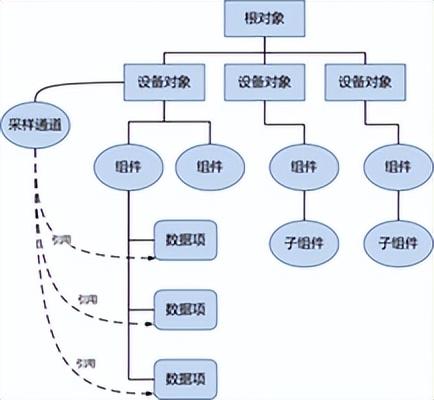
图2 NC-Link设备模型描述

图3 三轴铣床的模型描述方法示意
(3)接口要求定义电流数据的操作方法,使得数控机床可以识别智能应用发送的是“查询”请求,并根据设备模型解析出智能应用查询的是X轴的电流数据,然后根据数据字典对数据进行组织和打包后,向智能应用发送。
综上所述,数控机床大数据的互操作是基于统一的语义模型实现“数据帧”的适配,使得交互双方能够正确“理解”交换的信息,并根据“理解”的结果做出正确的响应,实现数控机床与智能应用之间真正的数据“沟通”。目前,支持数控机床大数据互操作的通信协议有NC-Link、MTConnect、umati等。
相关参考