数控机床X轴和y轴(R可视化——绘图过程中X轴及Y轴样本展示顺序的指定)
Posted
篇首语:你对时间的态度,就是你对仅有一次生命的态度。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床X轴和y轴(R可视化——绘图过程中X轴及Y轴样本展示顺序的指定)相关的知识,希望对你有一定的参考价值。
数控机床X轴和y轴(R可视化——绘图过程中X轴及Y轴样本展示顺序的指定)
在使用R语言进行数据可视化过程中,大家可能会遇到数据中样本名称顺序与图形中样本展示顺序不一致的问题,或者是我们想要让图形中的样本顺序按照我们指定的进行绘制。今天,小编就给大家用实例进行讲解如何解决如上问题!
rm(list=ls())#clear Global Environmentsetwd('D:\\\\桌面\\\\绘图技巧')#设置工作路径#安装包# install.packages("ggplot2")# install.packages("ggprism")# install.packages("reshape2")# install.packages("cowplot")#加载R包library(ggplot2)library(ggprism)library (reshape2)library(cowplot)数据加载及预处理
#使用R代码生成一些数据df <- data.frame( A=c(0.5,0.3,0.1,0.05,0.05), B=c(0.1,0.2,0.6,0.01,0.09), C=c(0.1,0.5,0.2,0.1,0.1), D=c(0.05,0.25,0.3,0.3,0.1), E=c(0.2,0.15,0.4,0.2,0.05))df$tax=rownames(df)#将行名加入到数据中#变量格式转换,宽数据转化为长数据,方便后续作图df1 <- melt(df)names(df1)[c(2,3)] <- c("group","values") #修改列名head(df1)#预览数据
常规绘图
p1<-ggplot(df1, aes( x = group,y=100 * values,fill = tax))+#geom_col和geom_bar这两条命令都可以绘制堆叠柱形图 geom_col(position = 'stack', width = 0.6)+#geom_bar(position = "stack", stat = "identity", width = 0.6) scale_y_continuous(expand = c(0,0))+# 调整y轴属性,使柱子与X轴坐标接触 labs(x="Group",y="Relative Abundance(%)",#设置X轴和Y轴的名称以及添加标题 fill="tax")+ guides(fill=guide_legend(keywidth = 1, keyheight = 1)) +#修改图例的框大小 theme_prism(palette = "candy_bright", base_fontface = "plain", # 字体样式,可选 bold, plain, italic base_family = "serif", # 字体格式,可选 serif, sans, mono, Arial等 base_size = 16, # 图形的字体大小 base_line_size = 0.8, # 坐标轴的粗细 axis_text_angle = 45)+ # 可选值有 0,45,90,270 scale_fill_prism(palette = "colors")#使用ggprism包修改颜色p1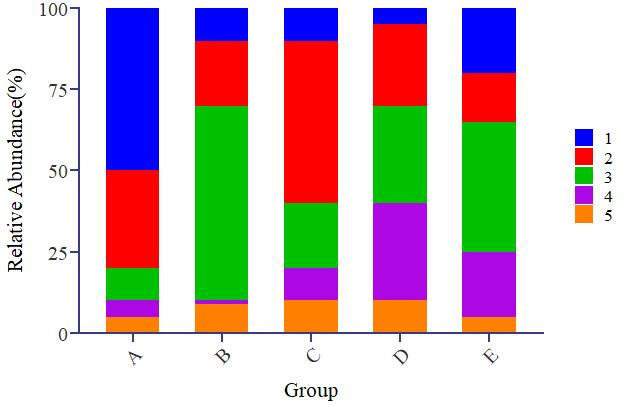
调整X轴样本展示顺序
####按照自己的意愿修改x轴显示的顺序#将样本名构造为factor类型数据并指定顺序df1$group <- factor(df1$group,levels = c('B','A','C','E','D'))#绘图p2<-ggplot(df1, aes( x = group,y=100 * values,fill = tax))+#geom_col和geom_bar这两条命令都可以绘制堆叠柱形图 geom_col(position = 'stack', width = 0.6)+#geom_bar(position = "stack", stat = "identity", width = 0.6) scale_y_continuous(expand = c(0,0))+# 调整y轴属性,使柱子与X轴坐标接触 labs(x="Group",y="Relative Abundance(%)",#设置X轴和Y轴的名称以及添加标题 fill="tax")+ guides(fill=guide_legend(keywidth = 1, keyheight = 1)) +#修改图例的框大小 theme_prism(palette = "candy_bright", base_fontface = "plain", # 字体样式,可选 bold, plain, italic base_family = "serif", # 字体格式,可选 serif, sans, mono, Arial等 base_size = 16, # 图形的字体大小 base_line_size = 0.8, # 坐标轴的粗细 axis_text_angle = 45)+ # 可选值有 0,45,90,270 scale_fill_prism(palette = "colors")#使用ggprism包修改颜色p2#拼接图plot_grid(p1,p2, labels=c('A','B'), ncol=1, nrow=2)#拼图及标注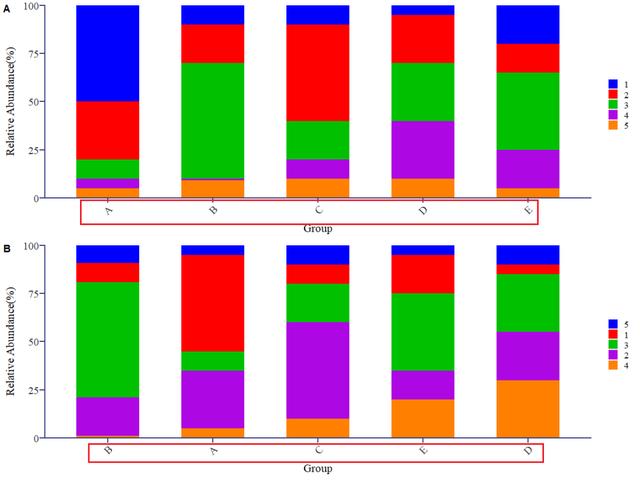
调整Y轴展示顺序
#####按照自己的意愿修改y轴显示的顺序df1$tax <- factor(df1$tax,levels = c('5','1','3','2','4'))#绘图p3<-ggplot(df1, aes( x = group,y=100 * values,fill = tax))+#geom_col和geom_bar这两条命令都可以绘制堆叠柱形图 geom_col(position = 'stack', width = 0.6)+#geom_bar(position = "stack", stat = "identity", width = 0.6) scale_y_continuous(expand = c(0,0))+# 调整y轴属性,使柱子与X轴坐标接触 labs(x="Group",y="Relative Abundance(%)",#设置X轴和Y轴的名称以及添加标题 fill="tax")+ guides(fill=guide_legend(keywidth = 1, keyheight = 1)) +#修改图例的框大小 theme_prism(palette = "candy_bright", base_fontface = "plain", # 字体样式,可选 bold, plain, italic base_family = "serif", # 字体格式,可选 serif, sans, mono, Arial等 base_size = 16, # 图形的字体大小 base_line_size = 0.8, # 坐标轴的粗细 axis_text_angle = 45)+ # 可选值有 0,45,90,270 scale_fill_prism(palette = "colors")#使用ggprism包修改颜色p3#拼接图plot_grid(p1,p3, labels=c('A','B'), ncol=1, nrow=2)#拼图及标注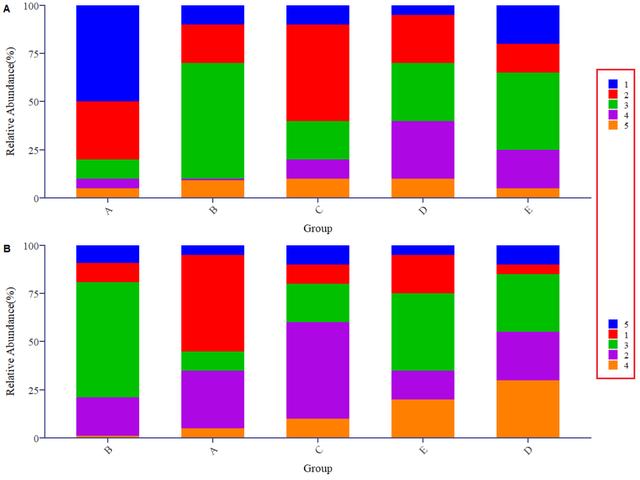
总结
通过以上示例展示,大家应该也明白了其中的诀窍,那就是将我们的样本名称转换为factor类型数据,然后指定其顺序就可以在绘图过程中得到你所指定的样本顺序了!
相关参考
数控铣床z轴动不了(机床出现X、Y、Z轴失控如何处理,大家一起相互学习)
数控机床现在广泛应用于单品种大批量的零件加工中,由于稳定性强、精度高、效率高,取代了原来的普通机床。同时数控铣床、数控车床被大规模的配置到各产品自动化生产线上,实现了自动化无入管理。但在生产中由于数控...
数控加工程序编制就是将加工零件的工艺过程、工艺参数、工件尺寸、刀具位移的方向及其它辅助动作(如换刀、冷却、工件的装卸等)按运动顺序依照编程格式用指令代码编写程序单的过程。所编写的程序单即加工程序单。机...
机械寻边器使用方法(第三章实例讲解加工中心关于X轴和Y轴的对刀方法)
通过上一篇的学习,我们了解了加工中心坐标系的建立。理论上有了一定的认识,但实际操作起来可能还有很多疑问。今天小编带大家实际演示一次对刀的方法。能更直观地理解坐标系和对刀之间的联系。在学习对刀前我们先熟...
数控机床坐标系统数控铣床或加工中心是依据坐标系统来确定其刀具运动的路径,因此坐标系统对CNC程序设计极为重要。一、坐标介绍数控铣床各轴的标注:CNC是采用右手直角坐标系统。如图1所示,大姆指表示X轴,食指表示Y轴...
数控车削过程的主要运动有(数控车床必读知识,这些你不得不知道)
数控车床编程入门知识一、车床的坐标系与运动方向的规定1、永远假定工件静止,刀具相对于工件移动。2、坐标系采用右手直角笛卡尔坐标系。如图所示大拇指的方向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的...
数控车床钻孔循环指令(数控机床固定循环编程(G80~G84)详解)
1.取消固定循环指令G80格式:G80功能:用G80取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括R点,Z点等等,都被取消:但是移动速度命令会继续有效。2.定点钻孔循环G81格式:G81X_Y_Z_R_F_L_X__Y__为孔位数据Z__孔...
...和加工中心涉及到X轴、Y轴以及Z轴三个坐标轴,故在对刀过程中要对X、Y和Z轴分别对刀。试切法对刀是应用的最多的对刀方法。这篇文章以FANUC数控系统的数控铣床为例,介绍具体对刀方法。单边对刀法数控铣床工件坐标系建在...
比如程序是%O0001(09-07-18TIME=HH:MM-10:24)G0G17G40G49G80G54G90(TOOLNAME:ZXZD=10.R=0.)ZXZ就是代表中心钻(STOCK:XY=0.Z=0.)N1T1M6G0G90G54X0.Y-65.S1200M3G43H1Z50.Z50.G98G81Z-2.R2.F120.X-32.5Y-56.292X-56.292Y-32.5X-65.Y0.X-56.292Y32.5X-32
如果数控机床的参考点发生偏移,加工将失去基准,零件将报废,换刀或托盘交换位置将发生改变,轴可能超行程,丝杠、导轨防护罩等部件可能被严重损坏。下面分析采用增量式编码器时回参考点故障案例。超前约一个螺距案...
毛坯:120*60*20刀具:直径2mm端铣刀加工程序:O0001T01M03S800G90G54X0Y0Z100X-40Y10G01Z-5F100G01X-35Y-10G01X-30Y10G01X-25Y-10G01X-20Y10G01Z20G00X-10Y-10G01Z-5F100G01X-10Y10G01X0Y-10G01X10Y10G01X10Y-10G01Z20G00X20Y10G01Z-5F100G01X30Y0G01X30