数控攻牙指令(关于UGNX后处理输出攻牙程序的一些设置)
Posted
篇首语:人心隔肚皮,看人看行为。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控攻牙指令(关于UGNX后处理输出攻牙程序的一些设置)相关的知识,希望对你有一定的参考价值。
数控攻牙指令(关于UGNX后处理输出攻牙程序的一些设置)
攻牙一般分三菱的F为牙距和FANUC的F为S*牙距的方式,而且FANUC一般要用到M29
首先,把两个系统的后处理做在一起的做法:
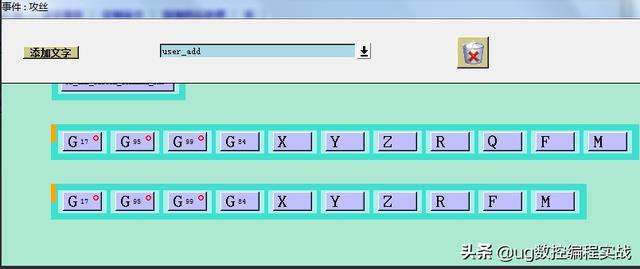
在公共循环里打开攻丝的自定义,在攻丝循环里加入一个新的地址M29 S,并删除F,自己定义个F地址:
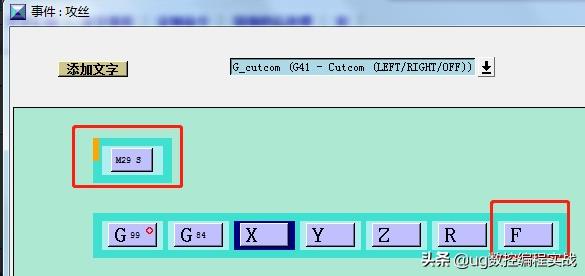
M29按此设置:
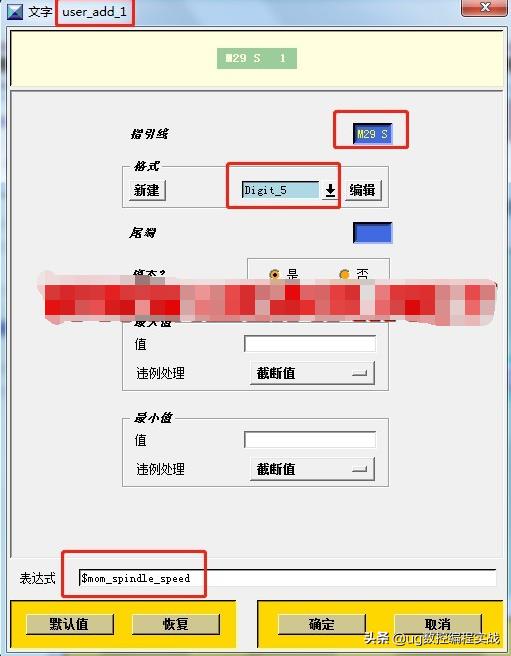
M29 S的输出条件(F设置大于10,按FANUC方式输出):
global feedif $feed > 10. return 1 else return 0
F按此设置:
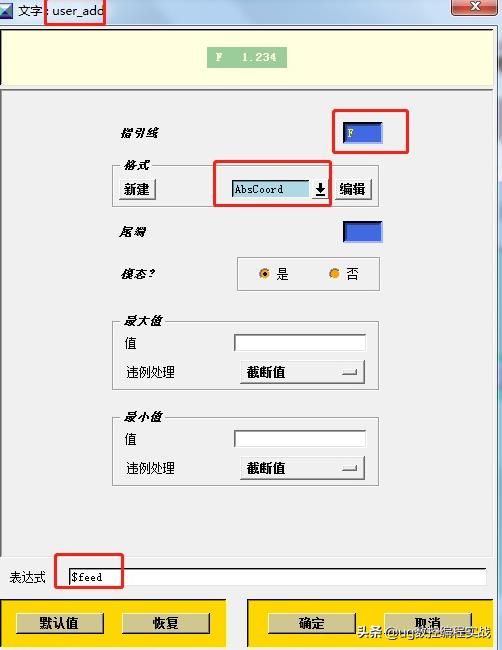
这样F可以输出小数。
然后在循环结束要加入如下定制命令:G80取消循环后,再次循环,上面的地址都输出一次。
避免有的时候再循环时,缺少一切地址而报警或撞机的情况。
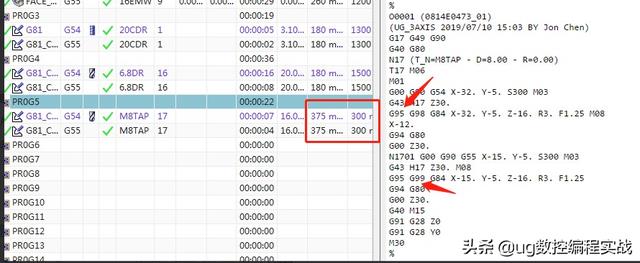
三菱的方式:
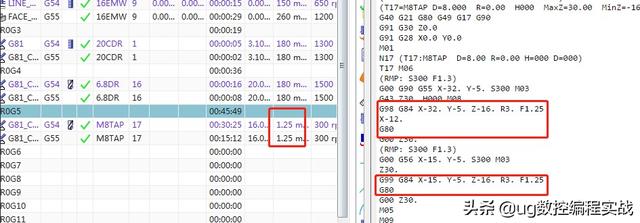
但是,以上方式有个不好的地方,就是NX显示的加工时间差距非常大(三菱方式)
从上面的图片可以看到攻牙要45分钟。如果你不在意这个的话,那按上面的方法做吧
我自己用的方法:用G95和G94的切换,两个系统都通杀,NX的加工时间也不会出差
我的F来自牙距与S的乘积,我也不用M29
还有个攻牙加Q的问题:
有的用的是秒,有的用的是CAM(比如我)
用秒,把Q设置为可选,不然没设置秒要报警,然后输出和不输出效果如下:
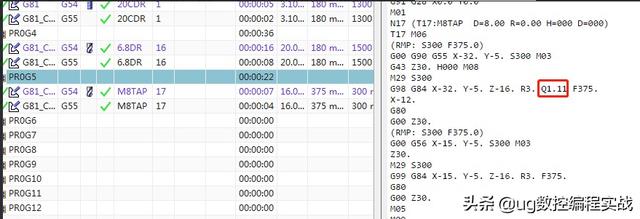
第一个操作是在秒里设置的1.11,第二个操作没设置
如果是用CAM,那比较麻烦,没设置CAM也会输出0.001,大概这个样子吧
需要把攻牙循环设置两行,一行有Q的一行没有Q的,我个人分析是因为秒和CAM对应变量的数据类型有关吧
两行的输出条件为:
下一行的交换下 0和1即可。
不知道会不会说得有点乱,能看懂就好了。
相关参考
数控g84攻牙怎么编程(三菱数控加工中心面板操作与指令详解)
之前更新过发那科和西门子的面板操作和指令说明,有小伙伴就留言给我更新下三菱系统的,那么今天就来啦~~一、操作面板二、软件界面键盘及功能键介绍功能键说明:MONITOR–为坐标显示切换及加工程序呼叫TOOL/PARAM–为刀补...
法兰克攻牙参数是多少(FANUC(法那科)系统与三菱系统攻牙的区别)
法那科系统和三菱系统攻牙的区别:攻牙的格式是G98G84Z__R__F__Q(根据攻牙深度而定,可要可不要)法兰克系统本身自带一个刚性攻牙命令M29,可以在程序输出的时候手动添加M29,活者后处理去进行设定。法那科系统攻牙是满足F=S(...
法兰克攻牙参数是多少(FANUC(法那科)系统与三菱系统攻牙的区别)
法那科系统和三菱系统攻牙的区别:攻牙的格式是G98G84Z__R__F__Q(根据攻牙深度而定,可要可不要)法兰克系统本身自带一个刚性攻牙命令M29,可以在程序输出的时候手动添加M29,活者后处理去进行设定。法那科系统攻牙是满足F=S(...
UG自动攻牙程式可能做了几年的朋友都不一定知道,不是有多难,而是一般这些都钳工来做,但随着客户对产品的要求越来越高。所以我们有必要懂得自动攻牙,特别是产品加工!1首先进入钻孔与攻牙的操作2进入操作选择攻牙...
在人们越来越追求个性化的今天,商品迭代的速度也越来越快,其中所涉及的制造环节也需要更快的节奏,来满足人们日益增长的需求。为了更快的实现这些个性化的功能,在制造环节:刀具公司开发更合适的刀具结构,研发更...
数控加工中心攻丝程序(cnc钻攻中心主要可用来进行哪些加工?)
...样式先设定好相关的加工参数。cnc钻攻中心使用的是标准数控编程指令,拥有友好的人机交互界面,只要调整好主轴的转圈螺距就能自动进行攻牙操,一般是配合不同规格的丝锥来完成各种螺纹的攻牙操作。设备采用的是
...1.角度头刀具最高转速4000转,齿轮为1:1,可以进行刚性攻牙加工。2.角度头刀具因为有经过伞齿轮转换,当指令M04(主轴反转CounterClockWise)时,则切削刀具旋转方向则为正转(ClockWise)。3.角度头刀具要进行刚性攻牙加工,G74/G...
M00:程序暂停条件:程序中需有M00指令码状况:(1)程序暂停且黄色指示灯亮。(2)主轴停止,三轴停止。(3)切削液停止。(4)自动吹气停止。(5)按CYCLESART可再启动。M01:选择性停止条件:选择性停止切换开关ON状况:(1...
M00:程序暂停条件:程序中需有M00指令码状况:(1)程序暂停且黄色指示灯亮。(2)主轴停止,三轴停止。(3)切削液停止。(4)自动吹气停止。(5)按CYCLESART可再启动。M01:选择性停止条件:选择性停止切换开关ON状况:(1...
数控攻牙代码(教你如何用UG后处理构造器添加M29攻牙代码)
结果如下: