数控折弯机角度补偿怎么调(折弯机常见的机械故障及维修)
Posted
篇首语:当你毫无保留地信任一个人,最终只会有这两种结果,不是生命中的那个人,就是生命中的一堂课。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控折弯机角度补偿怎么调(折弯机常见的机械故障及维修)相关的知识,希望对你有一定的参考价值。
数控折弯机角度补偿怎么调(折弯机常见的机械故障及维修)
折弯机因其负载过重,运动部位润滑不到位,工作环境较复杂等多种原因,都极易造成运动部件磨损或拉伤。本文就为大家分析一下折弯机常见的机械故障及维修:
故障一:液压折弯机液压系统无压力或压力键不上去
1.比例溢流阀的电磁线圈是否得电,比例电磁线圈电压是否符合要求,如是上述原因,请检查相关电气原因。
2.检查插装阀或主阀芯是否被卡死,以及阻尼小孔堵塞,如果是相关原因,请拆卸溢流阀清洗干净,再重新装上。
3.三相电源调相,导致电机反转。
4.油泵转向错误或油泵损坏。
5.压力表是否损坏。
6.压力控制阀有无电信号或阀堵塞。
7.压力插装阀堵、卡,封不住油。
8.充液阀卡住(滑块无慢下)。
9.补偿放大器调的太小。
10.压力只能达到一定值时,用直接给24V电的方法判断阀油泵是否有问题。

压力表
故障二:滑块速度转换点停顿时间长
1. 油缸上腔吸入空气,压力建立时间长(自吸管路漏气)。
2. 充液阀或自吸管路流量小,或者滑块快下速度过快而造成吸针。
3. 充液阀没完全关闭,上腔压力减的慢。
4. 慢下阀得电后将充液阀关闭,上腔吸不到油。
5. 比例阀中位不对导致开口不一样,走得不同步。
6. 将快下速度减小试验有没有停顿。
7. 快下压力的大小对充液阀关闭有影响,排除快下压力。
8. 工进前延时阶段压力参数调整。
9. 充液阀控制管路阻尼孔太小,形成压差。
10.数控系统参数(慢下前延时)。
11.数控系统参数(慢下增益参数减小)。
12.检查油箱油面是否过低,充液口未被淹住,快进时油缸上腔充液吸空引起充液不足。如上述原因可以将油箱油液加至充液口上方5mm以上使充液孔完全被淹住。
13.检查充液阀是否被完全打开,如果是因为油液污染,使充液阀的阀芯活动不灵活有卡滞现象引起充液不足。需要清洗充液阀重新装上使阀芯灵活自如。
14.检查快进速度是否太快,引起充液不足。如上述原因可通过修改系统参数降低快进速度。
折弯机阀门
故障三:液压折弯机滑块返程正常,快进正常,手动不能慢行向下,折板无力
1.检查控制充液控制油路的"三位四通"换向阀是否工作正常,如果是则引起充液阀未关闭,使上腔与油箱充液口相通,不能减压。导致该阀不能正常工作的原因是没有通电或者被卡死。
2.检查充液阀是否被卡死,如是,请清洁充液阀,重新装上,至使阀芯灵活自如。
故障四:液压折弯机滑块返程速度太慢,回程压力高
此类故障主要是充液阀未打开,此现象刚好与上述故障三的现象逻辑关系相反,可参照故障三的解决方法进行处理。
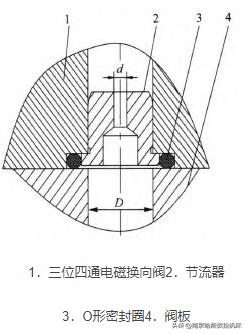
阀门解析图
故障五:滑块工进时下行不垂直,发出不正常的响声
此类故障是由于导轨使用时间长,导轨润滑不正常,被磨损导致间隙增大。需要检查导轨压板磨损程度,重新调整至符合要求间隙。视磨损程度来确定是否更换导轨压板。如拉伤较严重,则需更换。
1.原压板上是贴塑,要注意选择贴塑的硬度,和导轨的贴和面,经过铲刮,保证贴和面在85%以上,开之字形润滑油槽;
2.原压板内是金属塞铁。要选择锡青铜板或球墨铸铁,贴合面磨床加工,连接螺栓要低于贴合面,开之字形润滑油槽。
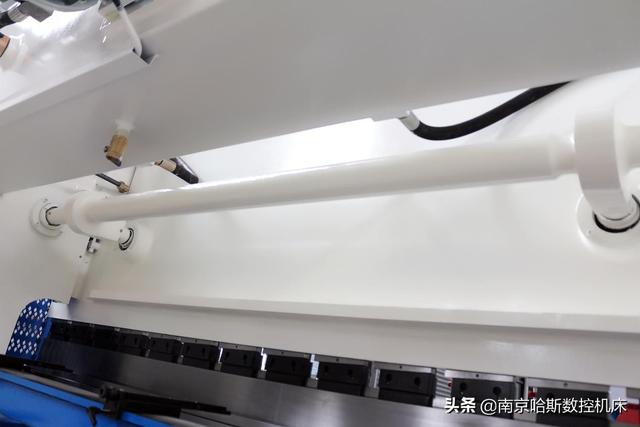
导轨
故障六:折弯机滑块只能下来,回程上不去分多种情况
(一)回程没有压力,折弯机滑块上不去:
1.电路问题。 2.调压阀卡死。
(二)回程有压力,折弯机滑块上不去:
1.压力小,调大压力。 2.换向阀卡死
(三)回程压力很大,折弯机滑块缓慢上升:
1.液控阀卡死。
2.控制大液控的油路压力过低。
3.控制油换向阀卡死,或不换向。
4.电磁阀阀芯装反
(四)能上升下降工进不加压或时间长才能加压:
1.电路问题,电磁阀不得电。
2.大液控阀弹簧,阀芯损坏。
3.吊缸螺丝脱落。
(五)机床下滑:
1.电路问题。
2.油缸密封圈损坏。不锁油。
3.锁紧装置油路泄露,损坏。(小液控,节流阀等,根据机床液压系统而定)
(六)机床下降慢或抖动:
1.油缸内拉毛,损坏或油缸内螺母螺丝卡死。
2.轨道磨损或不垂直。
故障七:滑块快下时有冲击声
1.导轨板松动引起的撞击声音。
2.光栅尺位置不对或行程开关位置不对。
3.快下前延时参数设置值太小。
故障八:滑块无快下动作
1. 快下阀有无电信号或卡住。
2. 电磁比例换向阀有无电信号或阀芯有无动作,卡住(检查反馈电压)。
3. 机械部分联接过紧,如导轨板太紧,油缸太紧。
4. 充液阀关闭,不能打开,从而吸不到油。
5. 光栅尺问题。
6. 脚踏开关是否完好,检查接线。
7. 慢下阀得电后将充液阀关闭,上腔吸不到油。
故障九:滑块无慢下动作
1. 电磁比例换向阀有无电信号或阀芯有无动作,卡住。
2. 系统不能建立压力。
3. 充液阀卡住,或充液阀密封圈泄漏。

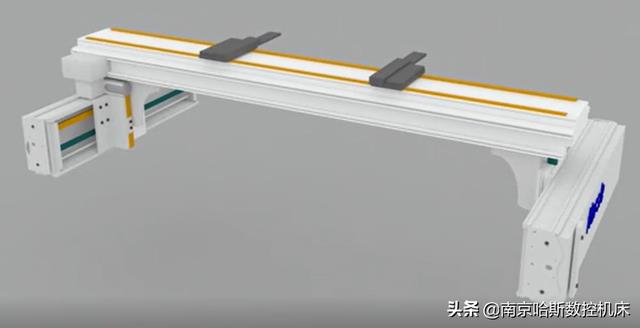
电液折弯机
故障十:后挡料尺寸两头不一致(大小头)
两端误差较小,在2mm以内,检查确认X1/X2机械传动结构无故障,可通过调整挡指微调消除误差。如是机械传动结构无故障(如:轴承、滚珠丝杆、线轨、传动轮、传动带等),排除故障。重新调整至平行度公差范围内,重新装置上同步传动装置。
故障十一:后档料轴无动作
后档料轴传动失效原因可能因为传动轴与同步带轮、键条脱离或者同步皮带滑脱。挡料轴驱动器、伺服电机故障,上位机控制系统故障。此类故障需要检查确认故障原因,维修或更换故障元器件,排除故障。
故障十二:油缸与滑块连接松动
油缸与滑块连接松动,可能会引起折弯角度不准或机器不能找到参考点。
故障十三:油泵噪音过大(发热太快)、油泵损坏
1. 油泵吸油管路漏气或油箱液面过低造成油泵吸空。
2. 油温过低,油的粘度太大,造成吸油阻力大。
3. 吸油口滤油器堵塞,油液脏。
4. 泵损坏(泵安装时受伤)受任何敲打。
5. 联轴器安装问题,如轴向过紧,电机轴和油泵轴心不同心。
6. 泵安装后试机时长时间反转或没有加油。
7. 出口高压滤油器堵塞或流量达不到标准。
8. 油泵吸空(有油,但在油泵吸油口处存在空气)。
9. 如果是柱塞泵可能是回油口管路高度设置太低。
10. 如果是HOEBIGER油泵可能是要放气。
11. 油温过高,导致粘度降低(60°C以内)。
12. 液压油含有水,会导致高压滤芯堵塞损坏。

油泵
故障十四:压力建的慢(REXROTH液压系统)
1. 压力阀X口处阻尼孔可能堵起来了。
2. 压力阀处的插装阀可能动作不灵活。
3. 电气上可能的问题:用直接给电磁压力阀24V电压测试,或者用东西捣电磁压力阀阀芯测试。
4. 高压滤油器有没有堵塞。
REXROTH液压系统
相关参考
在折弯机的实际使用过程中,折弯精度方面多多少少会出现一些误差,有时可能是机器的机械因素导致折弯精度不够高,也可能是一些外界因素,例如折弯模具、折弯板材的材质厚度等,甚至还会有一些人为操作因素。本文将从...
1.检查周边环境是否存在安全隐患。·保持工作区域整洁、干净,所有产品摆放整齐、合理、规范,不得随地堆放杂物。·安全区域标示明确,与工作无关人员禁止入内,以免影响他人工作。·所有辅助车架、工装夹具以及叉车放...
数控折弯机折90度怎么调(冲压模90度折弯,角度变小,是不是只有我一个人这样?)
ab小菜鸟(楼主):冲出来之后角度变小了,我一脸闷B,要是被我师傅知道了,不得挨骂啊,各位前辈,这应该怎么解决?LIAOYAO:别人还搞不来角度小了,楼主还要找搞不来角度小了的人求助。guwq0724:角度偏小?小了好多呢?...
序号报警信息处理方法1000电池故障按下重置键。1001ROM检查求和错误关掉电源,更换ROM并打开电源。1002D/A数模转换器错误(主机侧)停机。维修并打开电源。1003D/A数模转换器错误(从机侧)停机。维修并打开电源。1004PC的ROM故障关掉电...
手动折弯机原理(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
上、下刀模中心对位调校方法:选择寸动慢下,待上、下刀距离t约为25mm左右时,调整下刀模,使上、下刀模的V形中心基本对中,继续慢下调整下模,直至上、下刀模的V形中心完全重合。斜楔调校方法:顺时针拧紧螺丝A、C将刀...
折弯机油缸哪个厂家好(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
数控折弯机怎么调程序(电气百科:数控折弯机工作原理和使用方法,操作规程及保养)
电气百科:数控折弯机工作原理和使用方法,操作规程及保养!折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底...
一、油泵噪音过大(发热太快)、油泵损坏1.油泵吸油管路漏气或油箱液面过低造成油泵吸空2.油温过低,油的粘度太大,造成吸油阻力大3.吸油口滤油器堵塞,油液脏4.泵损坏(泵安装时受伤)受任何敲打5.联轴器安装问题,如...
...适用于弯制钢制零部件。2.设备与工具2.1设备:数控板料折弯机、机械压力折弯机2.2工具:游标卡尺(0-150mm),钢卷尺(3.5m),万能角度尺,内六角扳手3.工艺要求3.1板料弯曲时,应选择合适的弯曲半径,为减少弯曲力和弯曲变...