数控折弯机自学视频(制造君Judy带你一起来了解折弯机)
Posted
篇首语:心宽一寸,路宽一丈,若不是心宽似海,哪有人生风平浪静。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控折弯机自学视频(制造君Judy带你一起来了解折弯机)相关的知识,希望对你有一定的参考价值。
数控折弯机自学视频(制造君Judy带你一起来了解折弯机)
折弯机

折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹陷顶部覆有盖板。使用时由导线对线圈通电,通电后对压板产生引力,从而实现对压板和底座之间薄板的夹持。由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工,操作上也十分简便。

液压折弯机按同步方式又可分为:扭轴同步、机液同步,和电液同步。按运动方式又可分为:上动式、下动式。
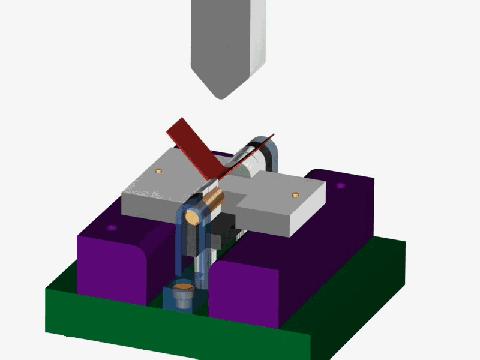
数控折弯是钣金加工的重要工艺,经过几刀就能将钣金折弯出各种各样的形状,一起来看看数控折弯的加工过程。
视频
数控折弯工艺:
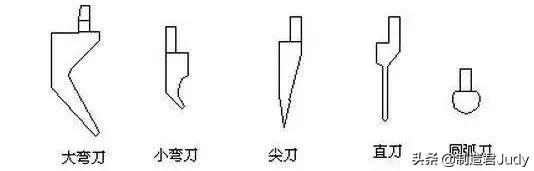
1. 折弯刀的主要类型:
2. 各种刀具的主要应用折弯类型
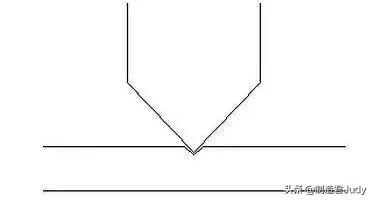
(1) 直刀:一般优先用于只折一道弯并不用考虑避位的弯折:
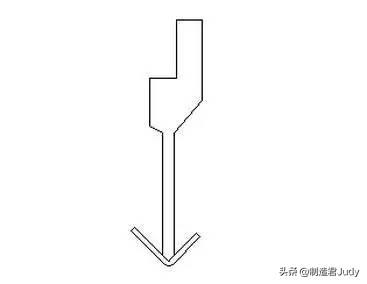
但如果出现以下等情况就需要考虑避位:
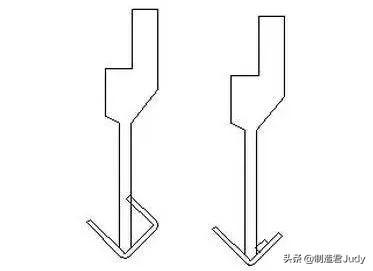
由上图看到,折弯明显干涉,此时就要考虑用另外类型的折弯刀来折弯。图左侧的情况可视情况优先选用小弯刀来避位:
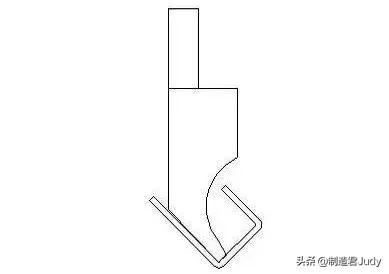
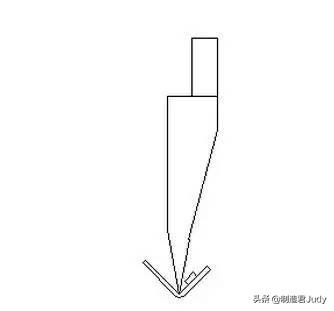
而图右侧的情况就要选用尖刀来避位了,但同时也要注意,由于尖刀的头很尖,所以它的强度比较差,所以它不能用于厚板的折弯,一般1.5mm以上的板厚都不使用尖刀,而在工艺安排上,再想办法,例如把压铆螺母工艺安排在折弯以后等,见下图:
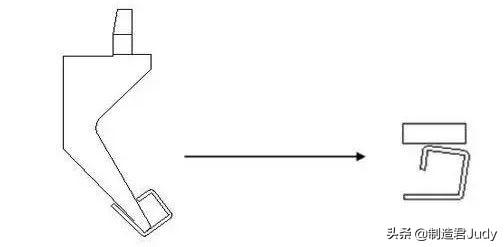
也有这样的情况,当小弯刀也无法避位时,就要选用大弯刀来避位,如下图:
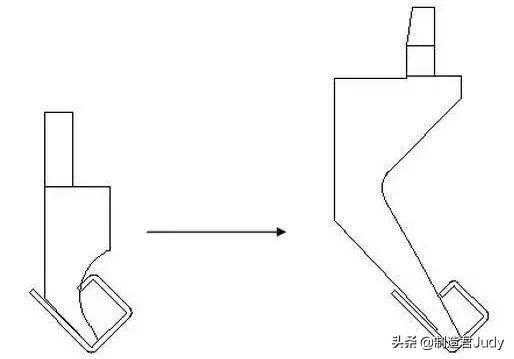
但有时也会出现大弯刀也无法避位,那就要需增加工艺:先在折弯线上压一条印,如图7;为了更好的折弯,可此道折弯先折到一定角度,避免碰刀,然后在把边压至90度,如图8;而一般情况,压印工艺可以应用到折弯不能一次完成,这样当第二次折弯时,折弯线能更好按原来折弯印成型,否则容易出现二次折弯而造成折弯偏位,或折弯角度控制不好的现象。
所以在设计的过程中也要考虑这样的问题,在满足要求的情况尽量避免出现采用这样的工艺,因为这样没有直接折弯的效果好,而且尺寸和角度都可能有偏差。
折弯机还可以用于工件压死边,先把工件折弯到30度,再用平刀把工件压死,但一般可用普通冲床完成的压死边尽量不安排到折弯机,因为冲床压死边的效果相对比较好点。
在折弯过程中除了工件与折弯刀干涉,当工件的尺寸比较大时还可能会出现折弯时与折弯机干涉。
在我们安排工艺的时候,很多时候都要考虑是否好折弯,能否折弯的问题,因为折弯是一个很重要的工艺,折弯是否好操作直接影响到折弯质量的保证,而很多时候出现的质量问题都是出自于折弯尺寸没有控制好,所以在设计的过程中也要特别关注折弯的问题,这个关系到产品量产时质量的稳定性。
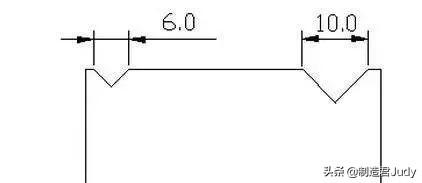
对于不同板厚,它的折弯尺寸都是有限度的,不能过小,一般多与下刀模有关系,一般的原则是:下刀模选取板厚6倍的刀槽,这样折弯系数与经验值最符合。一般刀槽的分类按刀槽的外宽分如下图,分别是6号和10号槽。
所以在设计的过程中也要考虑这样的问题,在满足要求的情况尽量避免出现采用这样的工艺,因为这样没有直接折弯的效果好,而且尺寸和角度都可能有偏差。
折弯机还可以用于工件压死边,先把工件折弯到30度,再用平刀把工件压死,但一般可用普通冲床完成的压死边尽量不安排到折弯机,因为冲床压死边的效果相对比较好点。
在折弯过程中除了工件与折弯刀干涉,当工件的尺寸比较大时还可能会出现折弯时与折弯机干涉。
在我们安排工艺的时候,很多时候都要考虑是否好折弯,能否折弯的问题,因为折弯是一个很重要的工艺,折弯是否好操作直接影响到折弯质量的保证,而很多时候出现的质量问题都是出自于折弯尺寸没有控制好,所以在设计的过程中也要特别关注折弯的问题,这个关系到产品量产时质量的稳定性。
对于不同板厚,它的折弯尺寸都是有限度的,不能过小,一般多与下刀模有关系,一般的原则是:下刀模选取板厚6倍的刀槽,这样折弯系数与经验值最符合。一般刀槽的分类按刀槽的外宽分如图9,分别是6号和10号槽。
在基础工业生产中,板料折弯机的运用十分广泛。折弯机构作为板料折弯机中最为关键的机构,其设计与研究对满足制造业的多样化需求有着重大的意义,是制造业中不可或缺的组成部分之一。
相关参考
关于折弯机,大多数客户只了解其基础的用法和操作,对于其工作原理和内部配置都是一知半解甚至一窍不通的。本文从折弯机基础部件到高端选配为大家详细讲解,带大家深入了解数控折弯机。油缸对于大多数折弯机,油缸一...
V槽选择影响工件的展开系数。V槽选择影响最小折边。V槽偏心折弯可以做到比折弯最小这边尺寸小一般要看产品要求。还有折弯师傅的手艺提醒一下此操作不安全。1 .依工件成型后的形状、尺寸、工艺图纸标注的内R角等选择适...
桥架型液压数控折弯机是在液压伺服数控折弯机的基础上,新研发的自动折弯设备,集自动吸料、自动托料、自动折弯、自动出料功能于一体。该设备在满足一线生产的同时,也有效地提高了生产效率、安全系数、节约人力成本...
...艺方法无法成形或工件表面要求高的情况下采用;其二为折弯机大圆弧定
数控折弯机折90度怎么调(冲压模90度折弯,角度变小,是不是只有我一个人这样?)
ab小菜鸟(楼主):冲出来之后角度变小了,我一脸闷B,要是被我师傅知道了,不得挨骂啊,各位前辈,这应该怎么解决?LIAOYAO:别人还搞不来角度小了,楼主还要找搞不来角度小了的人求助。guwq0724:角度偏小?小了好多呢?...
数控折弯机什么品牌好(全球数控机床TOP10,你用过几个?)
近日,赛迪顾问发布了《2019年数控机床产业数据》,在2019全球重点数控机床制造商排行统计(按产业规模)中,山崎马扎克、通快、DMGMORI、马格、天田、大隈、牧野、格劳博、哈斯、埃马克名列前茅,其中日本山崎马扎克、德...
水泥经常和沙子采用不同的配比形泥沙浆,用于增强瓷砖等的吸附能力。其中沙子是我们比较熟悉的,而水泥我们接触了解的相对少一点。下面一起来认识一下水泥吧。1、水泥基本介绍水泥制成方法:水泥以石灰石和粘土为主...
...普通冲床和模具加工孔的工艺过程。5、折弯:指工件由折弯机成型的工艺过程。6、成形:指在普通冲床或其他设备上使用模具使工件变形的工艺过程。7、抽孔:也叫“翻边”,指在普通冲床或其他设备上使用模具对工件形成圆...
日本东米文具官网(世界上有多少个文具品牌?室长带你一起来了解)
文具行业是一个相对比较年轻的行业,其中发展得最好的两个国家是日本和德国,大部分品牌距今也不过100年左右。其中最古老的文具品牌是德国的辉柏嘉,距今有200多年的历史!而我们中国做的最好的两个文具品牌得力和晨光...
今天,小编就带你走进一家德国自动化钢筋加工工厂的生产车间,一起来看看吧!佩德克:全球钢筋加工机械领导者 丹麦佩德克(PEDAX)成立于1997年,最初来自两家公司(丹麦的StemaKvistgaard工程公司和位于德国比特堡的Peddinghau...